2. Форма по п. 1, отличающаяся тем, что, с целью обеспечения последовательности разведения и складывания секторов, шестерни зубчатой передачи выполнены с гладкими участками, выключающими зубчатую передачу из зацепления на определенный угол при разведении и складывании секторов.
3. Форма попп. 1и2, отличающаяся тем, что устройство для фиксирования секторов в разведенном положении выполнено в виде установленных на одном из подвижных секторов конических стопоров, перемещаемых реечно-зубчатой передачей и заходящих в соответствующие/гнезда, выполненные на другом подвижном секторе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЛЯ ВУЛКАНИЗАЦИИ КОЛЬЦЕвМ|Х t; .'^"^ г^й^ЛМиЬг;;РЕЗИНОВЫХ | 1971 |
|
SU319493A1 |
| УСТРОЙСТВО ДЛЯ ВУЛКАНИЗАЦИИ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 1973 |
|
SU398412A1 |
| БАРАБАН ДЛЯ ВУЛКАНИЗАЦИИ БЕСКОНЕЧНЫХ РЕМНЕЙ | 1973 |
|
SU372081A1 |
| Барабан для сборки кольцевых резиновых изделий | 1974 |
|
SU491480A1 |
| Устройство для вулканизации бесконечных резиновых изделий | 1975 |
|
SU514728A1 |
| Зубодолбежная головка | 1988 |
|
SU1563868A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ БРАСЛЕТОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2149759C1 |
| Устройство для складывания и разведения секторов вулканизационной формы | 1989 |
|
SU1636236A1 |
| Вулканизационное устройство | 1977 |
|
SU738893A1 |
| УСТРОЙСТВО для подготовки БУМАЖНЬ[Х Л\ЕШКОВ К НАПОЛНЕНИЮ СЫПУЧИМ МАТЕРИАЛОМ | 1969 |
|
SU242730A1 |
I
Изобретение относится к резинотехнической промьпиленности производства профильных приводных ремней, в частности к конструкции раздвижной форкы для вулканизации кольцевых резиновых заготовок, например клиновых ремней.
Известны раздвижные формы для вулканизации кольцевых резиновых заготовок, например клиновых ремней, содержащие неподвижный каркасный, сектор с двумя шарнирно соединенными подвижными секторами, выполненными с профильными кольцевыми канавками I и связанными с устройствами для складывания/ разведения и фиксирования секторов.
В известных раздвижных формах .устройство дпя фиксации секторов не Ьбеспечивает надежного фиксирования разведенных секторов, и устройство для складывания и разведения секторов не рассчитано на длительную износостойкость его деталей, например, в местах скольжения кругового сегмента, кронштейна и шарнирных соединений, что вызывает перекос одного сектора относительно другого, смещение стыков на секторах и в конечном счете ухудшает качество профильных кольцевых резиновых изделий.
Цель изобретения - повышение качества изготовления приводных ремней за счет точного совмещения стыков секторов и последовательного разведения и .складывания секторов.
Это достигается тем, что устройство для складывания и разведения секfторов выполнено в виде отдельных для каждого сектора кривошипно-шатунных механизмов, соединенных между собой зубчатой передачей и оснащенных регулируемыми тягами. Кроме того шестерни зубчатой передачи имеют гладкие участки, выключающие зубчатую передачу из зацепления на определенный угол при разведении и складывании секторов, а устройство для фиксирования секторов в разведенном положении представляет собой уставов
ленные на одном из подвижных секторов конические стопоры, перемещаемые реечно-зубчатой передачей и заходящие в соответствующие гнезда, выполненные на другом подвижном секторе .
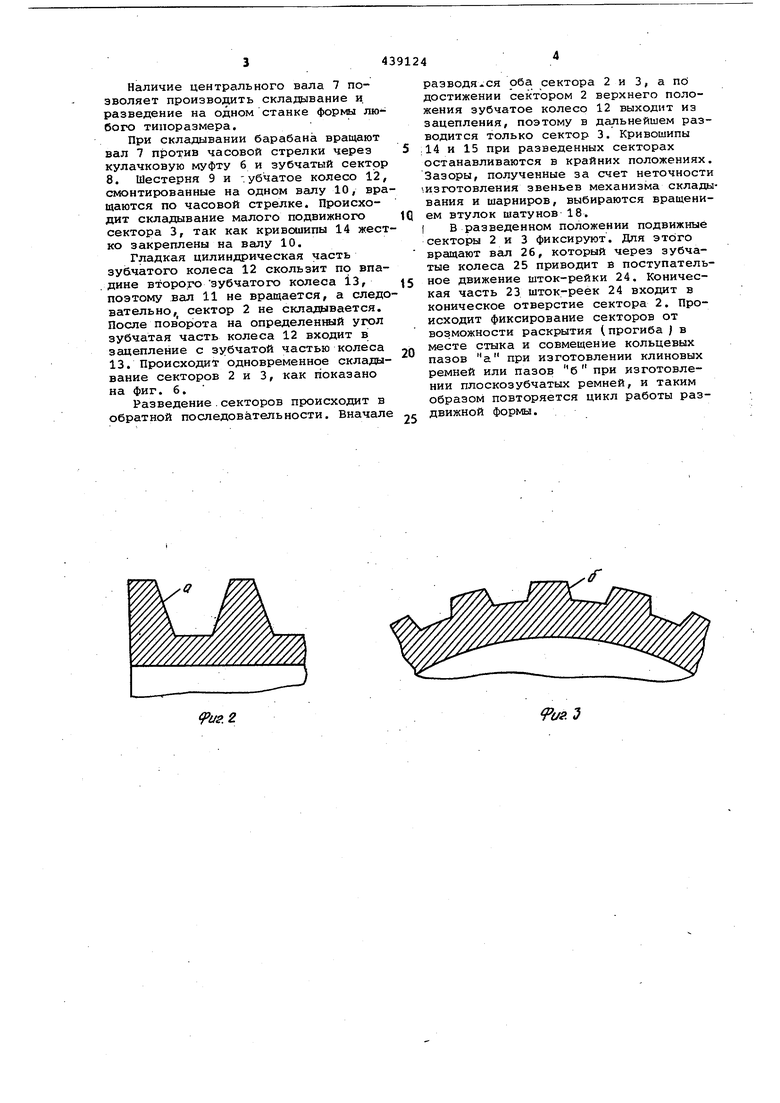
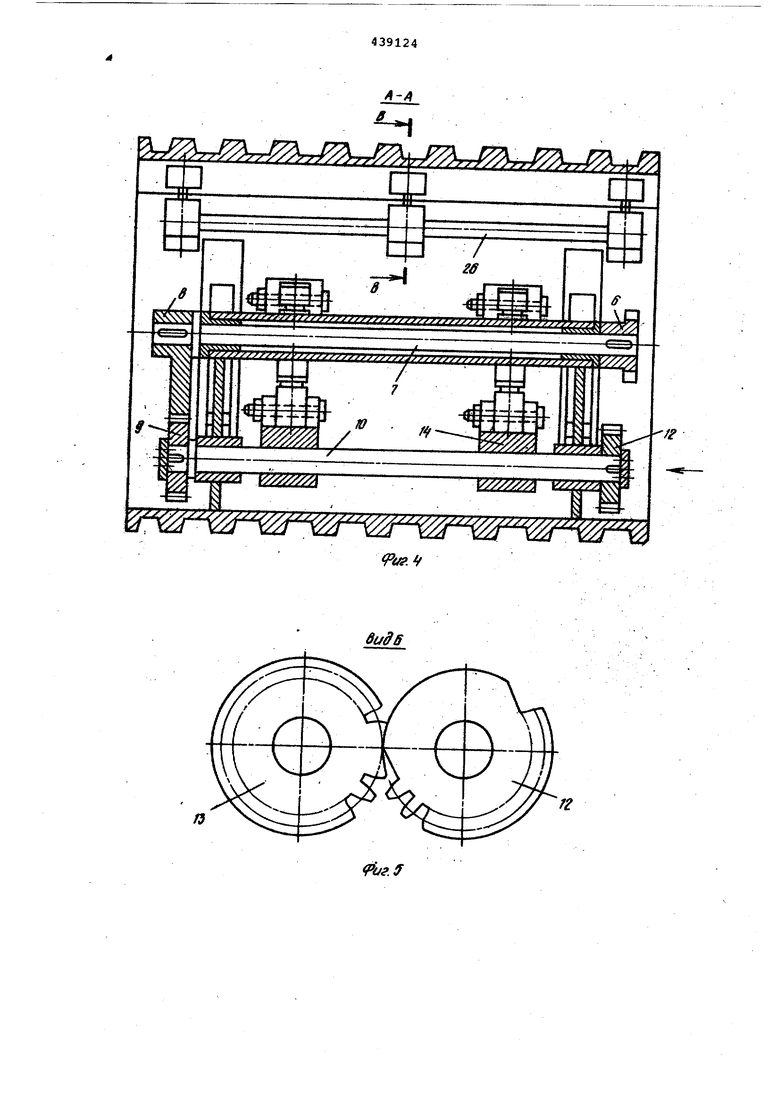
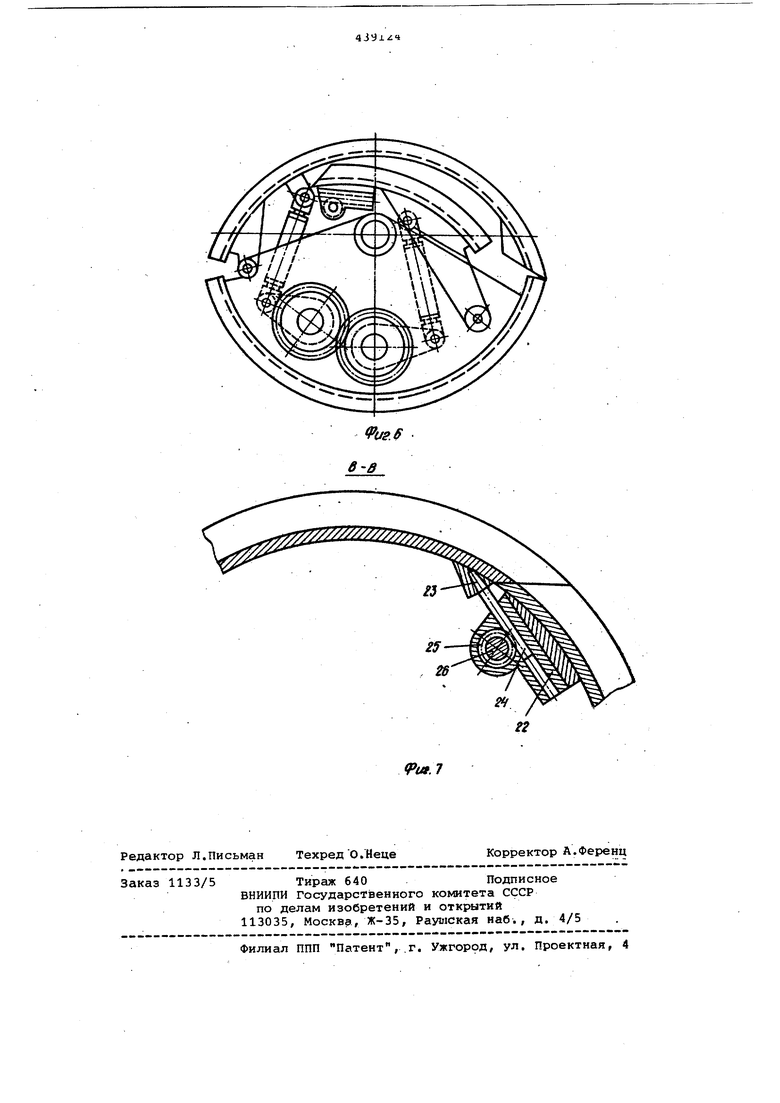
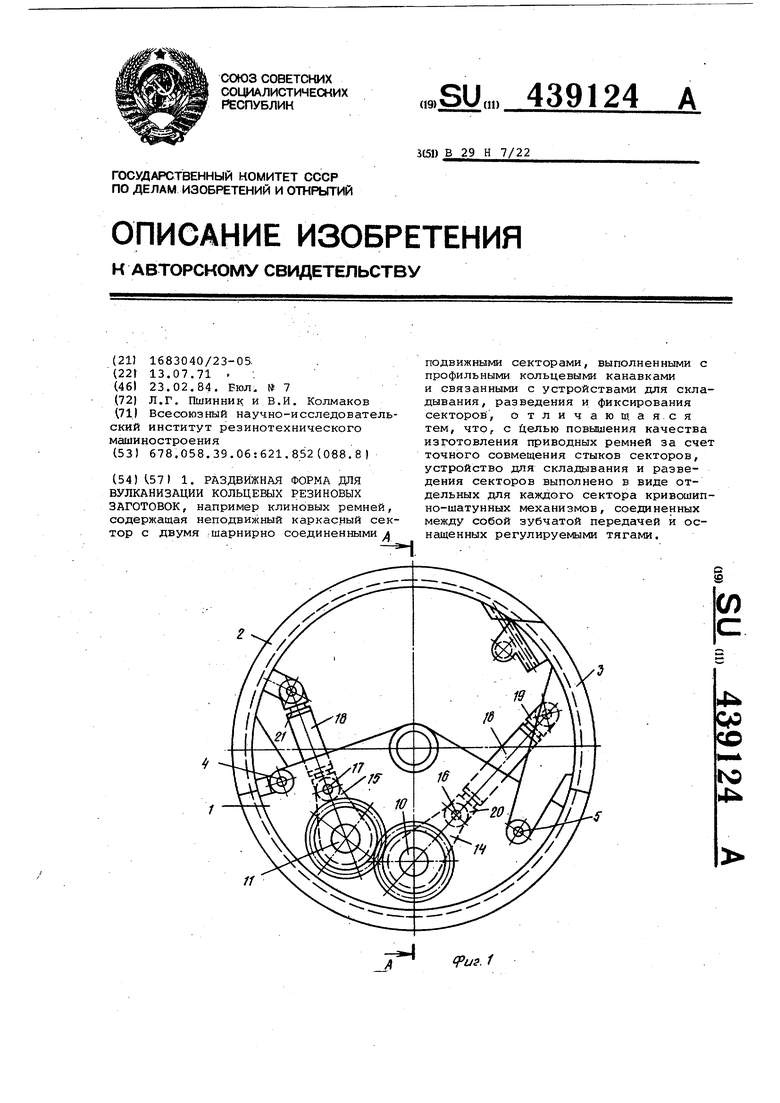
На фиг. 1 изображена предлагаемая раздвижная форма в разведенном положении; на фиг. 2 - профиль канавок для изготовления клиновых ремней; на фиг. 3 - профиль канавок для изготовления плоско-зубчатых ремней; на фиг. 4 - разрез по А-А на фиг. 1; на фиг. 5- зубчатая передача, вид по стрелке Б на фиг. 4; на фиг. б - форма в сжатом положении на фиг. 7 - разрез по В-В на фиг. 4 (устройство для фиксации.
Раздвижная форма для вулканизации кольцевых резиновых заготовок, например клиновых ремней, содержит смонтированные на неподвижном каркасном секторе 1 подвижные секторы 2 и 3, которые соединяются с неподвижным каркасным сектором при помощи шарнирных соединений 4 и 5.
Устройство для складывания и разведения секторов состоит из кулачковой муфты б, вала 7, зубчатого сектора 8, шестерни 9, валов 10 и 11, на которых смонтированы зубчатые колеса 12 и 13,а также .кривошипы 14 и 15. Кривошипы с помощью шарниров 16 и 17 соединены с шатуном 18. Втулки шатунов 18 имеют на одном конце левую, а на другом - правую резьбу. Во втулке шатунов 18 ввинчиваются шарниры 19 и 20. Гайки 21 предохраняют втулки шатунов 18 от самопроизвольного поворота.
Корпусы фиксаторов 22 смонтированы на малом подвижном секторе 3, а на большом подвижном секторе 2 имеется коническое отверстие, в которое входит коническая часть 21 штокрейки,24. Перемещение шток-реек 24 осуществляется зубчатыми колесами 25 смонтированными на вертикальном валу 26.
Наличие центрального вала 7 позволяет производить складывание и. разведение на одном станке формы лю бого типоразмера.
При складывании барабана вращают вал 7 против часовой стрелки через кулачковую муфту 6 и зубчатый сектор 8. Шестерня 9 и :убчатое колесо 12, смонтированные на одном валу 10, вращаются по часовой стрелке. Происходит складывание малого подвижного сектора 3, так как кривошипы 14 жестко закреплены на валу 10.
Гладкая цилиндрическая часть зубчатого колеса 12 скользит по впадине второго зубчатого колеса 13, поэтому вал 11 не вргицается, а следовательно, сектор 2 не складывается. После поворота на определентлй угол зубчатая часть колеса 12 входит в зацепление с зубчатой частью колеса 13. Происходит одновременное складывание секторов 2 и 3, как показано на фиг. 6.
Разведение.секторов происходит в обратной последовательности. Вначале
разводятся оба сектора 2 и 3, а по достижении сектором 2 верхнего положения зубчатое колесо 12 выходит из зацепления, поэтому в дальнейшем разводится только сектор 3. Кривошипы .14 и 15 при разведенных секторах останавливаются в крайних положениях. Зазоры, полученные за счет неточности Изготовления звеньев механизма складаавания и шарниров, выбираются вращениQем втулок шатунов 18. I В разведенном положении подвижные секторы 2 и 3 фиксируют. Для этого вращают вал 26, который через зубчатые колеса 25 приводит в поступательное движение шток-рейки 24. Коничес5кая часть 23 шток-реек 24 входит в коническое отверстие сектора 2. Происходит фиксирование секторов от возможности раскрытия (прогиба ) в месте стыка и совмещение кольцевых
0 пазов а при изготовлении клиновых ремней или пазов б при изготовлении плоскозубчатых ремней, и таким образом повторяется цикл работы разс движной формы. ..r.iH..
W.,..U
