Изобретение относится к оборудованию для сборки покрышек пневматических шин типа "P", в частности к барабанам для сборки брекерных браслетов, и может найти применение в шинной промышленности при производстве радиальных крупногабаритных и сверхкрупногабаритных шин.
Известно устройство для сборки покрышек пневматических шин, содержащее радиально раздвижные секторы, связанные через систему рычагов с аксиально подвижной втулкой, перемещающейся по валу от силового центрального винта (патент РФ 2026191 C1, кл. B 29 D 30/20, 1991). Недостатком этого устройства является невозможность совмещения устройства сборки браслетов с другими устройствами (например, с формующим барабаном) для сборки в единый комплекс, что значительно усложняет технологический процесс сборки покрышек.
Известно также устройство для сборки браслетов покрышек пневматических шин, содержащее смонтированный на основании приводной вал, установленный на валу корпус и смонтированные на корпусе радиально раздвижные сектора с приводом для их разведения, выполненным в виде шестерен, смонтированных на корпусе, общей шестерни, взаимодействующей с шестернями разжима секторов и ползунов, связанных с секторами и взаимодействующих с шестернями (патент СССР N 1836230 A3, кл. B 29 D 30/24, 1991).
Недостатками этого устройства является отсутствие независимого вращения корпуса устройства для сборки браслетов от приводного вала, на котором смонтирован формующий барабан; в момент наложения слоев для сборки браслетов корпус и привод его раздвижных секторов не связаны между собой для синхронного вращения, что может привести сектора к самопроизвольному разжиму-складыванию при вращении приводного вала, а также сложность привода раздвига секторов.
Задачей настоящего изобретения является устранение указанных недостатков, т.е. обеспечение независимого вращения устройства для сборки браслетов от вращения приводного вала с формующим барабаном, синхронное вращение корпуса и привода раздвижных секторов в момент наложения слоев и упрощение конструкции.
Указанный технический результат достигается за счет того, что в устройстве для сборки браслетов покрышек пневматических шин, содержащем смонтированный на основании приводной вал с формующим барабаном и установленный концентрично ему корпус со смонтированными на нем радиально-раздвижными секторами с приводами их разжима-складывания и вращения вместе с корпусом, выполненным в виде аксиально-подвижной втулки, соединенной с секторами посредством рычагов и зубчатых колес или ведомых звездочек, смонтированных на корпусе, взаимодействующих с шестернями или ведущими звездочками привода, установленного на основании, корпус посредством подшипников установлен на цилиндре, жестко закрепленном на основании, одно зубчатое колесо жестко закреплено на корпусе, а второе зубчатое колесо установлено на корпусе с возможностью независимого вращения и снабжено резьбовой втулкой, взаимодействующей с резьбой на наружной поверхности аксиально-подвижной втулки. Привод вращения зубчатых колес или ведомых звездочек выполнен в виде двух шестерен или ведущих звездочек с разными модулями и числом зубьев и любой известной конструкции, зубчатые колеса находятся в зацеплении с шестернями, обеспечивая либо совместное синхронное вращение шестерен, либо вращение только шестерни привода раздвига секторов при заторможенной шестерне вращения устройства для наложения слоев брекера.
На чертеже изображен общий вид устройства.
Устройство для сборки браслетов покрышек содержит смонтированный на основании 1 приводной вал 2, выполненный с возможностью вращения от привода (не показан) с формующим барабаном 3. Концентрично приводному валу 2 на основании 1 жестко закреплен цилиндр 4, на котором смонтирован корпус 5 с возможностью вращения. На одном конце корпуса 5 закреплено кольцо 6 с радиальными пазами, в которых с возможностью радиального перемещения смонтированы ползуны 7 с закрепленными на них секторами 8. От проворота сектора 8 на ползунах 7 и в кольце 6 выполнены радиальные шпоночные пазы, в которых установлены шпонки 9.
На другом конце корпуса 5 закреплено зубчатое ведомое колесо 10 (или ведомая звездочка), которое находится в зацеплении с ведущей шестерней 11 (или ведущей звездочкой).
В центральной части корпуса 5 с возможность перемещения вдоль его оси расположена аксиально-подвижная втулка 12 с наружной резьбой, которая через рычажную систему 13 связана с ползунами 7 и секторами 8.
На корпусе 5 смонтировано с возможностью независимого вращения ведомое зубчатое колесо 14 (или другая ведомая звездочка), находящееся в зацеплении с ведущей шестерней 15 (или ведущей звездочкой) и снабженное резьбовой втулкой 16, взаимодействующей с резьбой на наружной поверхности аксиально подвижной втулки 12.
Для контроля за величиной хода разжатия секторов 8 на аксиально подвижной втулке 12 закреплен поводковый диск 17, взаимодействующий с тягой 18, на которой закреплены кулачки 19 с возможностью регулировки их положения вдоль оси тяги и для управления выключателями 20, которые электрически связаны с приводом вращения (на чертеже не показан) ведущих шестерен 11 и 15.
Для обеспечения синхронного вращения корпуса 5 и привода раздвига секторов 8 при наложении слоев брекера передаточные отношения зубчатого колеса 10 с шестерней 11 и зубчатого колеса 14 с шестерней 15 равны между собой (аналогично и для цепной передачи).
Привод вращения ведущих шестерен 11 и 15 может быть любой известной конструкции, обеспечивающей либо совместное вращение шестерен 11 и 15, либо вращение только шестерни 15 при заторможенной шестерне 11.
Работает устройство следующим образом.
В исходном положении секторы 8 образуют цилиндрическую поверхность диаметром Dн, при этом аксиально-подвижная втулка 12 находится в крайнем правом положении, а ползуны 7 сдвинуты полностью к оси вращения устройства, привод вращения шестерен 11 и 15 не включен.
Начинают сборку брекерного браслета. Например, надо положить первый слой брекера на сектора 8, которые образуют цилиндрическую поверхность диаметром Dн. В этом случае ведущие шестерни 11 и 15 (или звездочки) начинают вращаться синхронно и через зубчатые колеса 10 и 14 (или ведомые звездочки) вращают синхронно корпус 5 и привод раздвига секторов 8, вследствие чего происходит только вращение устройства, а раздвига секторов не происходит. Затем слои брекера нужно растянуть на больший диаметр Dн + δ . Тогда включается вращение только шестерни 15, а шестерня 11 тормозится, фиксируя через зубчатое колесо 10 корпус 5. Вращение шестерни 15 через зубчатое колесо 14 передается на резьбовую втулку 16. За счет резьбового зацепления резьбовая втулка 16, вращаясь, перемещает аксиально-подвижную втулку 12 по неподвижному корпусу 5 влево и через рычажную систему 13 раздвигает ползун 7 с секторами 8 до нужного диаметра Dн + δ.
При достижении нужного диаметра аксиально-подвижная втулка 12 через поводковый диск 17, тягу 18 и кулачки 19 взаимодействует с одним из выключателей 20 и отключает привод вращения шестерни 15, раздвиг секторов 8 прекращается.
Описанные операции повторяются столько раз, сколько необходимо по технологии сборки. Параллельно со сборкой браслета можно производить и формование каркаса на формующем барабане 3. После завершения сборки браслета и при необходимости его снять вращают шестерню 15 в обратном направлении при заторможенной шестерне 11. Шестерня 15 через зубчатое колесо 14 вращает резьбовую втулку 16 в обратном направлении, которая перемещает аксиально-подвижную втулку 12 по неподвижному корпусу 5 вправо и через рычажную систему 13 складывает ползуны 7 с секторами 8 до первоначального диаметра Dн, после чего производят съем браслета.
Цикл работы устройства завершается, и оно готово для выполнения нового цикла.
Таким образом, изобретение позволяет обеспечить независимое вращение устройства для сборки браслетов от вращения приводного вала с формующим барабаном, синхронное вращение корпуса и привода раздвижных секторов в момент наложения слоев, исключающее самопроизвольный раздвиг-складывание секторов, и упростить конструкцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАН ДЛЯ СБОРКИ БРЕКЕРНО-ПРОТЕКТОРНЫХ БРАСЛЕТОВ | 1994 |
|
RU2077426C1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2147991C1 |
| Барабан для сборки и формованияпОКРышЕК пНЕВМАТичЕСКиХ шиН | 1974 |
|
SU802083A1 |
| Барабан для сборки покрышек пневматических шин | 1983 |
|
SU1140976A1 |
| Устройство для сборки покрышек пневматических шин | 1985 |
|
SU1322617A1 |
| ПРИВОД К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2153418C1 |
| Устройство для сборки металлокордных брекерных браслетов | 1988 |
|
SU1558702A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1985 |
|
SU1336413A1 |
| БАРАБАН ДЛЯ СБОРКИ КОЛЬЦЕВЫХ ЗАГОТОВОК ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1995 |
|
RU2097198C1 |
| Барабан для сборки покрышек пневматических шин | 1981 |
|
SU1030201A1 |
Устройство для сборки браслетов покрышек пневматических шин относится к оборудованию для сборки покрышек пневматических шин типа "Р", в частности к барабанам для сборки брекерных браслетов, и может найти применение в шинной промышленности при производстве радиальных крупногабаритных и сверхкрупногабаритных шин. Изобретение позволяет обеспечить независимое вращение устройства для сборки браслетов от вращения приводного вала с формующим барабаном, синхронное вращение корпуса и привода раздвижных секторов в момент наложения слоев, упрощение конструкции. Устройство для сборки браслетов покрышек пневматических шин содержит смонтированный на основании 1 приводной вал 2 с формующим барабаном 3 и установленный концентрично ему корпус 5 со смонтированными на нем радиально-раздвижными секторами 8 с приводом их разжима-складывания и вращения вместе с корпусом 5, выполненным в виде аксиально-подвижной втулки 12, соединенной с секторами 8 посредством рычагов 13 и зубчатых колес, смонтированных на корпусе 5, которые взаимодействуют с шестернями привода, установленного на основании 1. Корпус 5 посредством подшипников установлен на цилиндре 4, жестко закрепленном на основании 1, зубчатое колесо 10 жестко закреплено на корпусе, а зубчатое колесо 14 установлено на корпусе 5 с возможностью вращения и снабжено резьбовой втулкой 16, взаимодействующей с резьбой на наружной поверхности аксиально подвижной втулки 12. Зубчатые колеса 10 и 14 находятся в зацеплении с шестернями 11 и 15, шестерня 11 может быть заторможена. 1 ил.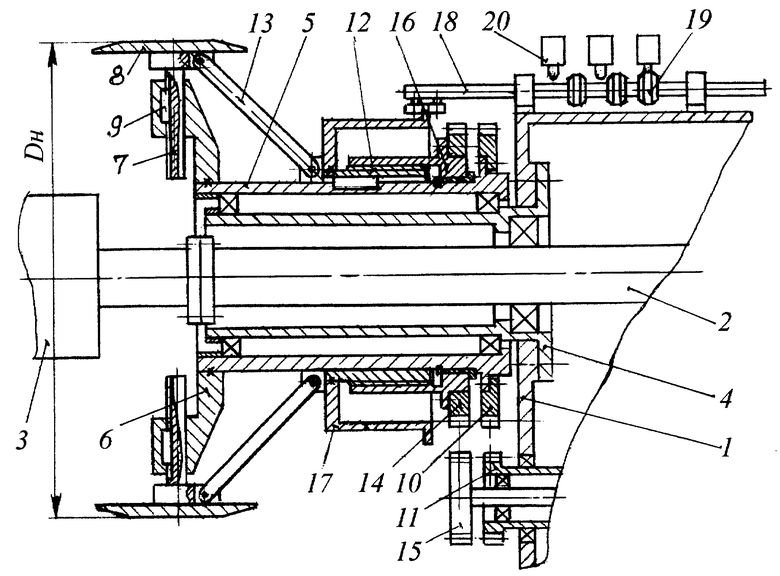
Устройство для сборки браслетов покрышек пневматических шин, содержащее смонтированный на основании приводной вал с формующим барабаном и установленный концентрично ему корпус с смонтированными на нем радиально-раздвижными секторами с приводами их разжима-складывания и вращения вместе с корпусом, выполненным в виде аксиально-подвижной втулки, соединенной с секторами посредством рычагов и зубчатых колес, смонтированных на корпусе, взаимодействующих с шестернями привода, установленного на основании, отличающееся тем, что корпус посредством подшипников установлен на цилиндре, жестко закрепленном на основании, одно зубчатое колесо жестко закреплено на корпусе, а второе зубчатое колесо установлено на корпусе с возможностью вращения и снабжено резьбовой втулкой, взаимодействующей с резьбой на наружной поверхности аксиально-подвижной втулки, зубчатые колеса находятся в зацеплении с шестернями, которые либо вращаются синхронно, либо одна из них заторможена.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСА ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1992 |
|
RU2026191C1 |
| RU 2002632 С1, 15.11.1993 | |||
| Устройство для сборки браслетов покрышек пневматических шин | 1991 |
|
SU1836230A3 |
| Пальцевой брус для жатвенных машин | 1924 |
|
SU3419A1 |
| Указатель скорости полета самолета | 1942 |
|
SU67788A1 |
| GB 1414019 А, 11.12.1975 | |||
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2026192C1 |

