Изобретение относится к автоматам для дуговой сварки с подачей металлического электрода прижимными роликами, вращаемыми с постоянной скоростью электродвигателем, в каковых автоматах отодвигание электрода от изделия при коротко. замыкании происходит посредством зажатия его между кулачками, прижимаемыми действующим от реле электромагнитОлМ.
В предлагаемом автомате в передачу между якорем электромагнита и подающими электрод роликами включен кулачок с откидной собачкой, который отжимает подающие ролики при подъеме якоря, чем достигается однократное отодвигание электрода на определенное расстояние при потухании дуги и подача его обратно при отпадении якоря.
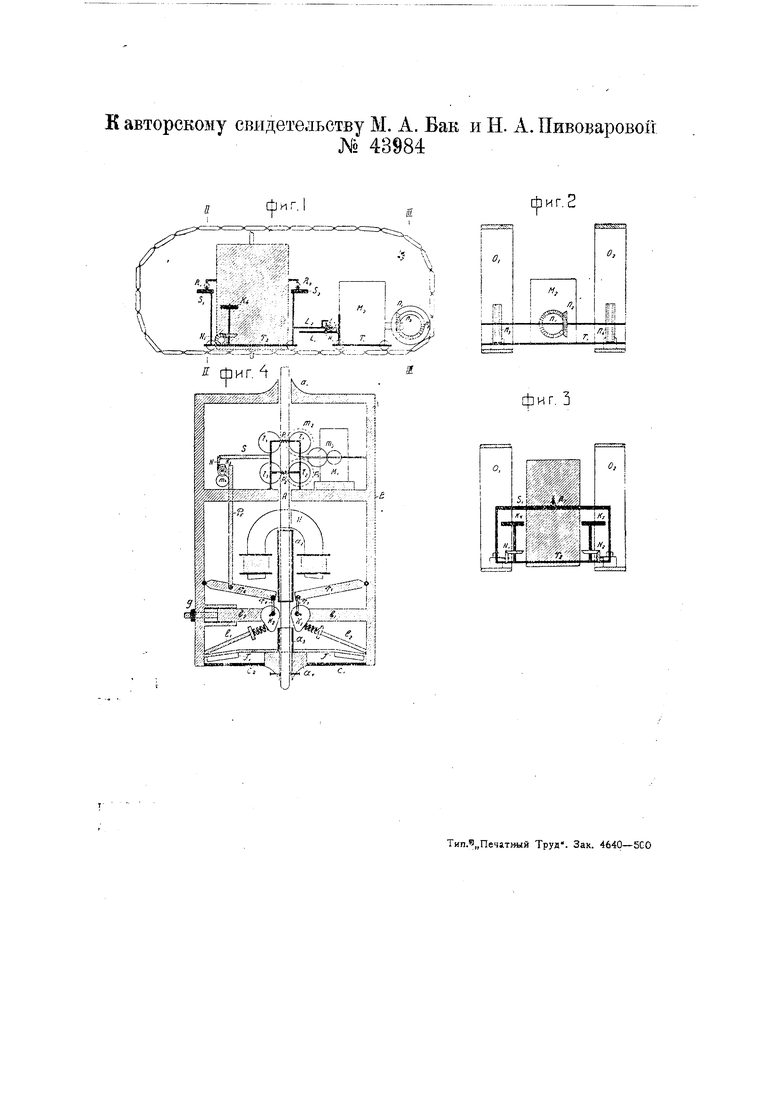
На схематическом чертеже фиг. 1 изображает вид автомата для дуговой сварки сбоку; фиг. 2-вертикальный разрез его по II-II фиг. 1; фиг. 3-то же, по III-III фиг. 1; фиг. 4-вертикальный разрез устройства, подающего электрод.
Электродвигатель М (фиг. 4) сообщает вращение ведущим роликам i, г, посредством зубчатой передачи mi,m,m.
Подача электрода А производится роликами Г;, г,, г,, i, при сжимающем действии пружин PJ, р..
Скорость подачи электрода долнсна соответствовать скорости расплавления
(300)
электрода. Последовательно включенный с электродвигателем реостат дает возможность отрегулировать скорость подачи электрода, после чего ведущие ролики должны будут вращаться со строго постоянной скоростью.
Вольтова дуга между электродом и деталью возникает при соприкосновении электрода с деталью, если после этого электрод будет отведен от детали.
Наличие дуги является сигналом к подаче электрода.
При отсутствии дуги должно быть включено помощью реле реверсирующее электрод устройство, которое начинает работать при соприкосновении электрода с деталью. Реверсирующее устройство реагирует только на это соприкосновение. Потухание дуги включает с помощью реле реверсирующее устройство, которое при обрыве дуги начинает работать только при соприкосновении электрода с деталью, т. е. спустя некотзрый промежуток времени, в течение которого электрод подойдет к детали.
В случае же примерзания дуги(дуга также потухает) реверсирование электрода должно происходить сразу же.
Твердые фотоэлементы F, f, при зажженной дуге подают фототок на реле. Для получения соответствующего фототока, могущего переключать реле, фотоэлементы могут огибать весь низ
аппарата.Фотоэлементы предохранены от искр при варке стеклами С, Q. Реле должно отзываться только на фЪтоток при полной дуге и выключает реверсирующее устройство в момент зажигания дуги вследствие зарождения фототока.
Фототок превращается при затухании дуги и пруясинка реле механически включает реверсирующее устройство.
В случае необходимости возможно использовать реле с запаздывающим действием. Электрод, дотрагиваясь до детали, замыкает электрическую цепь. Электрический ток проходит через параллельно включенное реверсирующее устройство и затем проходит через электромагнит Н, имеющий достаточно 1малое омическое сопротивление обмоток, который подтягивает щарнирно подвешенные якори Р, А- Якори Pj, Р через щарнирно соединительные тяги РЗ, P.i поворачивают кулачки К, К, которые зажимают и поднимают электрод. При поднятии якоря РЗ вертикальный стержень Р,, снабженный зубчатой рейкой, при своем подъеме приводит в движение шестеренки т, гпг, и кулачок К..,. Кулачок Яз) двигаясь, нажимает на собачку yV, шарнирно связанную с тягой S, и тем самым разжимает пружины р-, р., и оттягивает подающие роликигз,г.ь давая этим возможность электроду подняться. Затем кулачок срывается с собачки N, после чего снова происходит зангатие электрода роликами. Дуга вспыхнула. Реле выключило реверсирующее устройство. Оттяжки /1, /2 после этого приводят устройство в прежнее положение.
Зажатие электрода кулачками Al, К после его подачи вверх на 1,5-2 мм необходимо, иначе после возникновения дуги оттяжки /1, /2 вместе с кулачками , KZ снова опустят электрод.
Собачка Л выполнена так, что при обратном ходе кулачка Кг при действии оттяжек /1, /2 закидывается, давая кулачку свободный проход.
Электромагнит Н имеет отверстие, через которое проходит электрод. Кулачки KI и К-2 щарнирно укреплены на горизонтальных выступах Ь и Ь подвижной выступ 2 дает возможность работать устройству на электродах различных диаметров, что достигается поворотом гайки g.
Для устранения шатания электрода внутри корпуса В укреплены направляющие аз, ug, а при входе и выходе электрода направляющие «ь а,, снабженные направляющими винтами, которые имеют на своих концах пластинки. Подвинчивапием этих винтов ограничивают боковые движения электрода, не задерживая в то же время его.в движении вверх и вниз.
Для движения электрода вдоль свариваемых поверхностей служат две гусеничные передачи О;, О натянутые на соответствующий каркас, в месте соприкосновения которого с гусеницами посан ены ролики для уменьшения трения.
На тележке Т, жестко скрепленной с каркасом, находится электродвигельЖз, сообщающий посредством зубчатой передачи «1, /Zg вращение зубчаткам п, л, ведущим гусеницы Oj, О,.
Подбор диаметров шестеренок, а также регулировочный реостат в цепи электродвигателя М„ позволяет отрегулировать скорость продвин ения гусениц, а вместе с ними и всего автомата.
За двигателем Жз расположена подвижная тележка Г, на которой находится механизм, подающий электрод.
Тележки Т, T-i соединены устройством, позволяющим реверсировать передвижение электрода при обрыве дуги.
Тележка Т- снабжена зубчатой рейкой ii с зубцами на верхней грани. Тележка Г имеет горизонтальную планку io, на конце которой находится зубчатка Ig, входящая своими зубцами в рейку LI.
К рейке 1 приделан электромагнит //,. а у планки /.з имеется пружина, держащая пластинку с собачкой La,.
Электромагнит HI включен параллельно в цепь электромагнита Н.
При потухании дуги электромагнит -Н включается и поджимает пластинку с собачкой L, которая воздействует на зубчатку is и этим самым отодвигает тележку Г, немного назад (справа налево).
Вновь зажженная дуга попадает на место, где шов был только что наложен. Таким образом устраняется возможность получения неровного шва.
Шов будет качественно лучше, если электрод при всем описанном выше будет еш,е совершать колебательные движения в плоскости, перпендикулярной к плоскости, проходяшей через электрод в направлении его поступательного движения.
Колебания должны иметь определенную частоту (порядка 15-25 раз в минуту) и амплитуду (10-15 мл().
От каждой оси тележки Т. около ее колес вертикально вверх поднимаются стойки, которые поддерживают опоры Sj, Sg, на которых устроены специальной формы бороздки (пазы).
Устройство для подачи электрода опирается на опоры 5i, So роликами RI, , входящими в бороздки (пазы).
Два задних колеса тележки Т.,, двигаясь в обш;ем движении всего автомата, враш,ают при помош,и системы шестеренок Л/1, /У, кулачки , /fj, расположенные в одной и той же плоскости, но под углом 180 Друг к другу.
Таким образом при движении гусениц вперед устройство, подающее электрод, подвешено роликами и /, бороздках (пазах) и электрод получает боковые, качания.
Шов получается качественно лучще, если электрод находится под углом (отличным от 90) к детали. Для этого можно сделать опору 5i такой, чтобы она имела возможность подниматься и опускаться в зависимости от того, вперед или назад идет автомат.
Автомат должен иметь стол, способный подниматься и опускаться. В момент начала сварки стол устанавливается на одном уровне с деталью и таким образом часть автомата находится в этот момент на детали, остальная часть-на столе.
При конце сварки стол ставится также на уровне с деталью к концу шва и принимает автомат.
Предмет изобретения.
1.Автомат для дуговой сварки с подачей металлического электрода прижимными роликами, вращаемыми с постоянной скоростью электродвигателем, в котором отодвигание электрода от изделия при коротком замыкании происходит посредством зажатия его между кулачками, прижимаемыми и поднимаемыми электромагнитом, дейст 5ующим от реле, отличающийся тем, что, с целью однократного отодвигания электрода при потухании дуги на определенное расстояние, применен включенный в передачу между якорем электромагнита Н и подающими ролика.ми г и г кулачок Яз с откидной собачкой ., отжимающий подающие ролики при подъеме якоря электромагнита Н и не мешающий подаче электрода при отпадении
.якоря.
2.Форма выполнения автомата по п. 1, отличающаяся тем, что для подачи электрода припотухании дуги назад подающее электрод устройство помещено на подвижной телен ке Т. и связано с рамой автомата зубчаткой Ls, которая под действием собачки L, притягиваемой электромагнитом //i при потухании дуги, передвигается по рейке L и тем отодвигает тележку /2 с электродом назад.
3.Форма выполнения автомата по п. 1, отличающаяся тем, что, с целью получения бокового качания электрода, устройство для подачи электрода подвещено на роликах и /,. двигающихся по бороздкам специальной формы для движения вперед и назад, устроенным в опорах S и &, связанных с тележкой, колеса которых дают подвешенному механизму поступательно-возвратное движение.
4.Применение в автомате по пп. 1-3 фотоэлемента для управления электромагнитами Н -л Hi при потухании дуги.
к авторскому свидетельству М. А. Бак и Н. А. Пивоваровой
№ 43984
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| Аппарат для контролирования правильности подачи листов и отделения незапечатанных и бракованных листов на листовых печатных машинах | 1961 |
|
SU145595A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| АВТОМАТ ДЛЯ КОПИРОВАЛЬНОГО ГРАВИРОВАНИЯ | 1948 |
|
SU85361A1 |
| Автомат для укладки плодов | 1960 |
|
SU134622A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 1966 |
|
SU182267A1 |
| Селекторный ключ | 1932 |
|
SU32560A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК КОРОБОК В ЯЩИК | 1965 |
|
SU169444A1 |
| Печатающий аппарат, например, к автоматической машине для измерения площади и толщины кож | 1961 |
|
SU151042A1 |
фиг. 2
фиг. 3

