Известны устройства для сваркн электрозакленками, содержащие сварочную головку для автоматической сварки, зажимы с приводом для закрепления изделий и систему взаимосвязанных реле времени для управления последовательным включением отдельных механизмов и сварочной цепи.
Предлагаемое устройство для сварки электрозаклепками содержит поворотный зажим для закрепления изделия цилиндрической формы и поворота его в рабочее положение, пневмоприводы поворотного зажима с электромагнитным управлением, сварочную головку с защитным экраном для автоматической сварки электрозаклепками и систему коицевых выключателей и электромагнитов для управления приводами и сварочной цеиью. Оно отличается от известных тем, что для иовыше(ия качества сварки и предотвращения возможиости неправильной установки изделия в зажиме последиий снабжен концевыми выключателями, замыкающими пусковую цепь сварочной головки только при рабочем положенин изделия в зажиме. Кроме того, для но;зыщения пронзводительности и автоматизации процесса сварки зaи нтный экран сварочной головки снабжен приводом, сблокированным со сварочной ценью и обеспечивающим установку экрана и рабочее положение после включения сварочной цепи. Привод поворота зажима с изделием имеет концевые выключатели и фиксаторы, обеспечивающие поворот изделия для сварки очередной электрозаклепкн после окончания предыдущего цикла сварки.
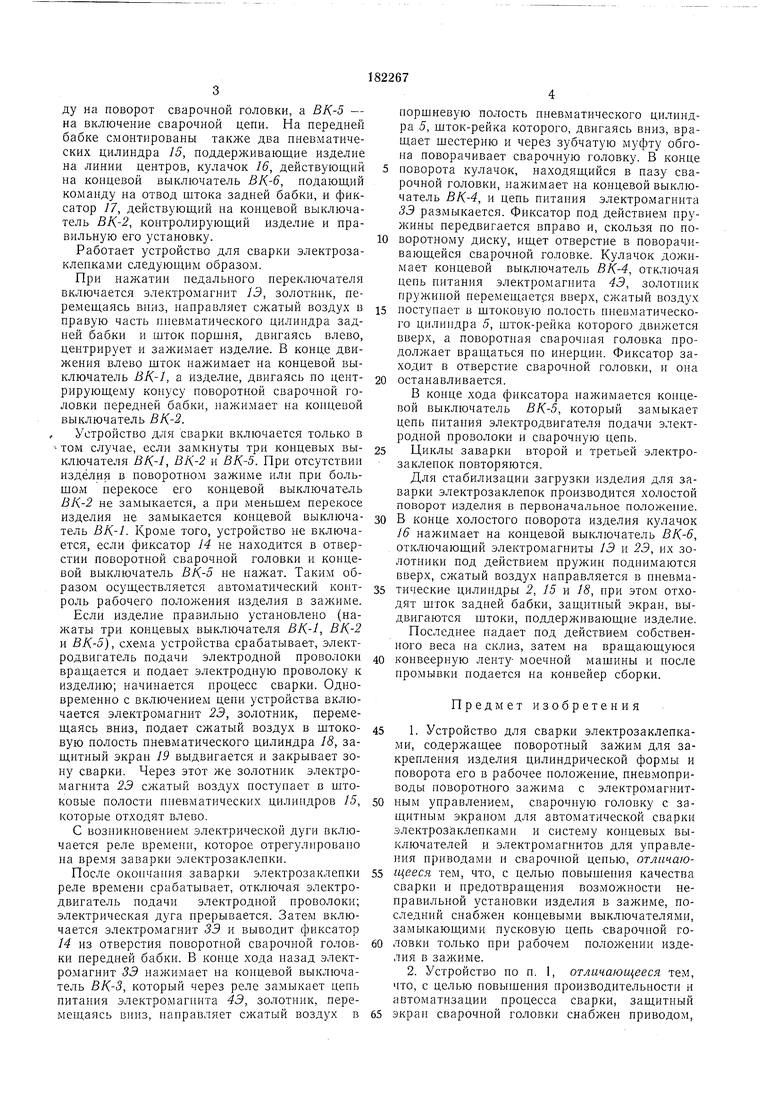
На фиг. 1 изображена кинематическая схема онисываемого устройства; на фиг. 2 - поворотный зажим устройства в разрезе.
Задняя бабка 1 поворотного зажима устройства представляет собой пневматический цилиндр 2 с вращающимся центром и служит для зажима изделия 3 и подачи команды на включение сварочного автомата с помощью концевого выключателя ВК-1. На передней бабке 4 смонтированы механизм поворота изделия, представляющий собой пневматический цилиндр 5 со штоком-рейкой 6, шестерня 7, свободно сидящая на валу 8, зубчатая муфта обгона 9, сидящая на щнонке 10, н поворотная сварочная головка //, неподвижно закреплеиная на валу. На сварочную головку центрируется изделие. Зубчатая муфта обгона находится в зацеплении с шестерней иосредством ирулчины 12. Три кулачка 13 на передней бабке действуют на концевой выключатель ВК-4, нодающий команду на отключение поворота и на фи1-;сацню сварочной головки, на электромагнит ЗЭ, выводяи ий фиксатор 14 из сварочной головки и на концевые выключатели ВК-3 и
ду на поворот сварочной головки, а ВК.-5 - на включение сварочной цепи. На передней бабке смонтированы также два пневматических цилиндра 15, поддерживающие нзделие на линии центров, кулачок 16, действующий на концевой выключатель ВК.-6, подающий команду на отвод штока задней бабки, и фиксатор 17, действующий на концевой выключатель ВК.-2, контролирующий изделие н правильную его установку.
Работает устройство для сварки электрозаклеиками следующим образом.
При нажатии педального переключателя включается электромагнит 1Э, золотник, перемещаясь вина, направляет сжатый воздух в правую часть пневматического цилиндра задней бабки и шток поршня, двигаясь влево, центрирует и зажимает изделие. В конце движения влево щток нажимает на концевой выключатель ВК.-1, а изделие, двигаясь по центрирующему конусу поворотной сварочной головки передней бабки, нажимает на концевой выключатель ВК-2.
Устройство для сварки включается только в - том случае, если замкнуты три концевых выключателя ВК,-1, и ВК-5. При отсутствии изделия в поворотном зажиме или при большом перекосе его концевой выключатель не замыкается, а при меньшем перекосе изделия не замыкается концевой выключатель ВК-1. Кроме того, устройство не включается, если фиксатор 14 не находится в отверстии поворотной сварочной головки и концевой выключатель ВК-5 не нажат. Таким образом осуществляется автоматический контроль рабочего положения изделия в зажиме.
Если изделие правильно установлено (нажаты три концевых выключателя ВК.-1, ВК-2 и ВК-5), схема устройства срабатывает, электродвигатель иодачи электродной проволоки вращается и подает электродную проволоку к изделию; начинается процесс сварки. Одновременно с включением цепи устройства включается электромагнит 2Э, золотник, перемещаясь вниз, подает сжатый воздух в штоковую полость пневматического цилиндра 18, защитный экран 19 выдвигается и закрывает зону сварки. Через этот же золотник электромагнита 2Э сжатый воздух поступает в штоковые полости ппевматических цилиидров 15, которые отходят влево.
С возникновением электрической дуги включается реле времени, которое отрегулировано на время заварки электрозаклепки.
После окончания заварки электрозаклепки реле времени срабатывает, отключая электродвигатель подачи электродиой проволоки; электрическая дуга прерывается. Затем включается электромагнит ЗЭ и выводит фиксатор 14 из отверстия поворотной сварочной головки передней бабки. В конце хода назад электромагнит ЗЭ нажимает на концевой выключатель ВК-3, который через реле замыкает цепь питания электромагпита 4Э, золотник, перемещаясь вниз, иаиравляет сжатый воздух в
поршневую полость пневматического цилиндра 5, шток-рейка которого, двигаясь вниз, вращает шестерню и через зубчатую муфту обгона поворачивает сварочную головку. В конце поворота кулачок, находящийся в пазу сварочной головки, нажимает на концевой выключатель ВК-4, и цепь питания электромагнита ЗЭ размыкается. Фиксатор под действием пружины передвигается вправо и, скользя по поворотному диску, ищет отверстие в поворачивающейся сварочной головке. Кулачок дожнмает концевой выключатель ВК.-4, отключая цепь нитання электромагнита 4Э, золотник пружиной перемещается вверх, сжатый воздух
поступает в штоковую полость пнев.матического цилиндра 5, шток-рейка которого движется вверх, а поворотпая сварочная головка продолжает вращаться по инерции. Фиксатор заходит в отверстие сварочной головки, и она
останавливается.
В конце хода фиксатора нажимается концевой выключатель ВК-5, который замыкает цепь питания электродвигателя подачи электродной проволоки и сварочную цепь.
Циклы заварки второй и третьей электрозаклепок повторяются.
Для стабилизации загрузки изделия для заварки электрозаклепок производится холостой поворот изделия в первоначальное положение.
В конце холостого поворота изделия кулачок 16 нажимает на концевой выключатель ВК.-6, отключающий электромагниты 13 и 2Э, их золотники под действием пружин поднимаются вверх, сжатый воздух направляется в пневматические цилиндры 2, 15 и 18, при этом отходят шток задней бабки, защитный экран, выдвигаются штоки, ноддерживающие изделие. Последнее надает под действием собственного веса на склиз, затем на вращающуюся
конвеерную ленту- моечной машины и после промывки подается на конвейер сборки.
Предмет изобретения
1. Устройство для сварки электрозаклепками, содержащее поворотный зажим для закрепления изделия цилиндрической формы и поворота его в рабочее положеиие, пневмоприводы поворотного зажима с электромагиитным управлением, сварочную головку с защитным экраном для автоматической сварки электрозаклепками и систему концевых выключателей и электромагнитов для управления нриводами и сварочной ценью, отличающееся тем, что, с целью новыщеиия качества сварки и предотвращения возможности неправильной установки изделия в зажиме, последний спабжен концевыми выключателями, замыкающими пусковую цепь сварочиой головки только при рабочем положении изделия в зажиме.
сблокированным со сварочной цепью и обеспечивающим установку экрана в рабочее положение после включения сварочной цепи, а привод поворота зажима с изделием снабжен концевыми выключателями и фцксаторами, обеспечивающими поворот изделия для сварки очередной электрозаклепки после окончания предыдущего цикла сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙИЗ ИСКУССТВЕННОЙ КОЖИ И НАТУРАЛЬНЫХ МАТЕРИАЛОВС ТЕРМОПЛАСТИЧЕСКОЙ ПРОСЛОЙКОЙ | 1971 |
|
SU424728A1 |
| Автоматическая линия для изготовления стержней | 1990 |
|
SU1759533A1 |
| Устройство для управления гидравлическим прессом с индивидуальным масляным приводом | 1973 |
|
SU721345A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1973 |
|
SU372046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Устройство для кольцевой сварки поворотных стыков труб | 1967 |
|
SU254692A1 |
| Установка для автоматической сборки и сварки труб со вставками | 1980 |
|
SU927469A1 |
| Устройство для автоматической сварки | 1980 |
|
SU941122A1 |
| Устройство для разворота бревен | 1980 |
|
SU882885A1 |

® о-fej-T
