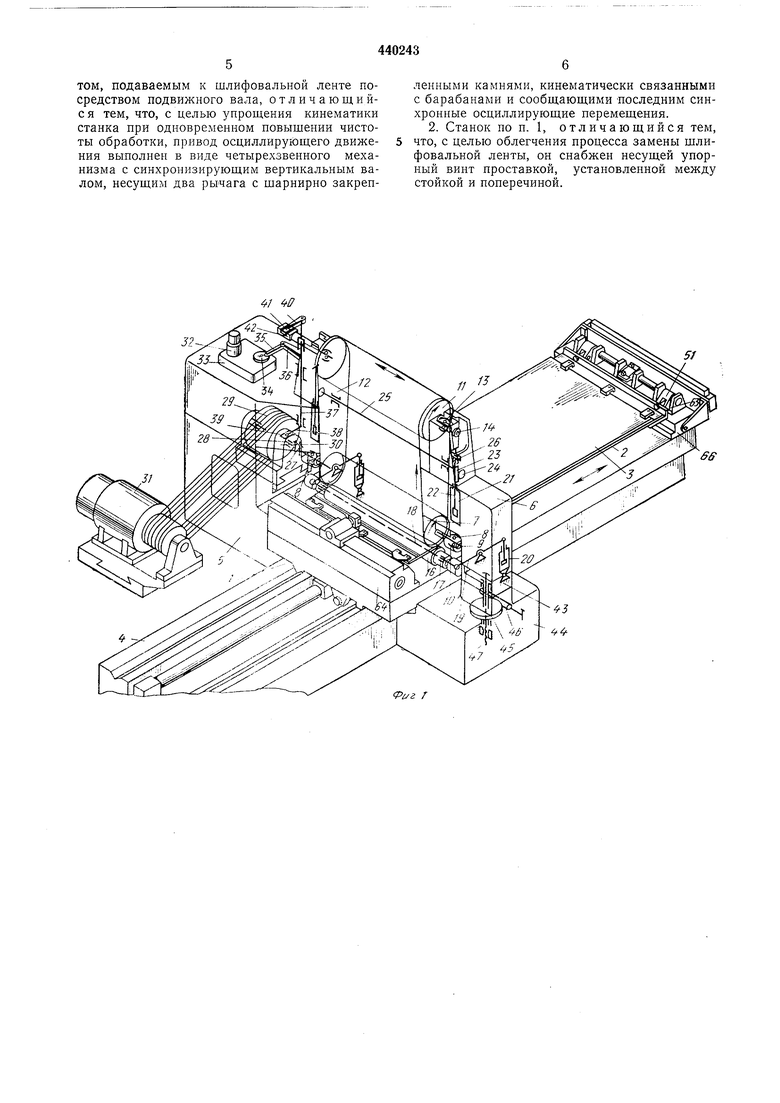
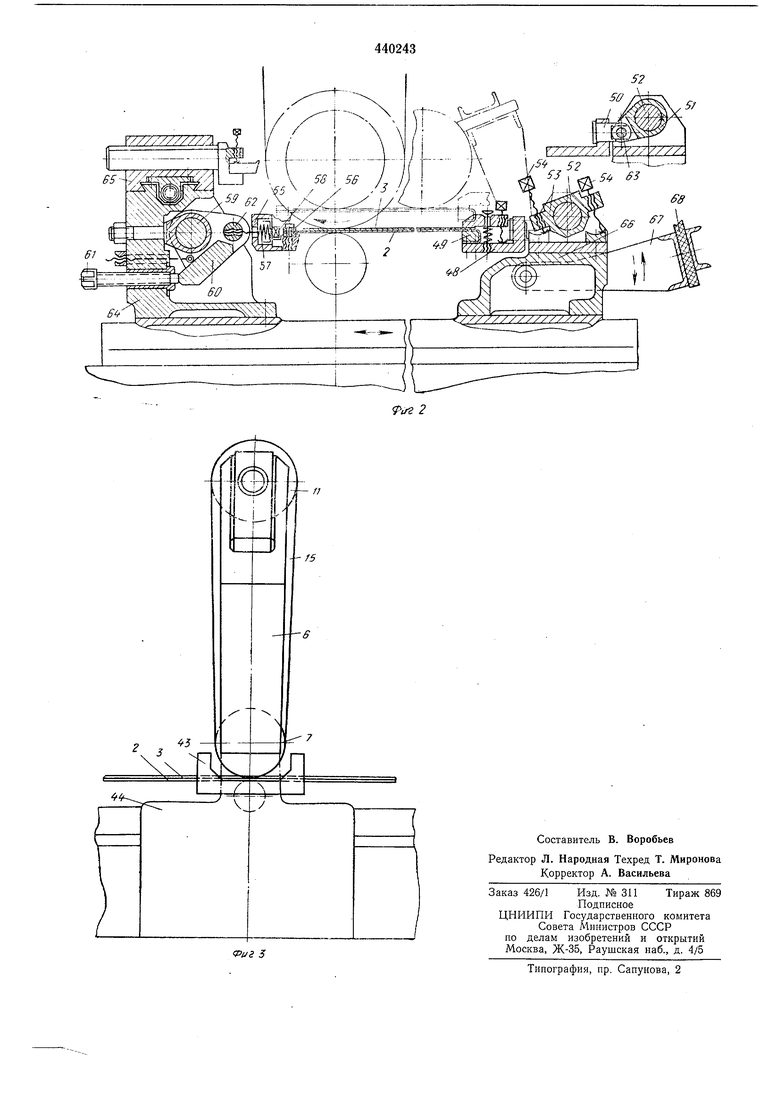
Изобретение относится к станкостроению. Известен станок для шлифования и полирования металлических листов абразивной лентой, выполненный в виде станины с расположенными на ней и соединенными поперечиной стойками, несущими барабаны с натянутой на них шлифовальной лентой, имеющей привод осциллирующего движения, и перемещаемого по Направляющим станины стола с закрепленным на его поверхности металлическим листом, подаваемым к шлифовальной ленте поял имным валом. Цель изобретения - упростить кинематику станка при одновременном повышении чистоты обработки. Это достигается тем, что привод осциллирующего перемещения выполнен в виде четырехзвенного механизма с синхронизирующим вертикальным валом, несущим два рычага с щарнирно закрепленными камнями, кинематически связанными барабанами и сообщающими плг.гтеяним синхронные осциллирующие перемещения. На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - то же, продольный разрез по рабочей зоне; фиг. 3 - то же, вид спереди (со стороны позиции для смены абразивной ленты). Станок имеет стол 1, на котором укреплена «постель (тонкий металлический лист) 2, куда укладывают обрабатываемый лист 3. Стол расположен на направляющих станины 4 и может совершать возвратно-поступательное движение с приводом от гидроцилиндров. На стойке 5 укреплена поперечина 6, снизу которой расположен барабан 7, смонтированный на подшипниковых опорах 8, размещенных Б гильзах 9. Последние могут перемещаться в кронщтейнах 10, закрепленных на поперечине 6. В верхней части поперечины 6 расположен барабан 11, предназначенный для натяжения шлифовальной ленты 12 и смонтированный на подщипннковых опорах 13, расположенных в гильзах 14, которые сидят подвижно в каретках 15 с вертикальными направляющими. Между столом 1 и «постелью 2 находится контактный вал 16, обеспечивающий прижим обрабатываемого листа 3 к абразивной ленте 12 и барабану 7 по образующей. Вместо барабана 7 может быть установлен специальный полировальный барабан с набором войлочных кругов. Контактный вал 16 вращается в онорах 17 на оси 18, подвешенной шарнирно на рычагах 19. Одна из шарнирных опор - плавающая. Подвод контактного вала к «постели и прижим осуществляется при помощи цилиндров 20, связанных с рычагами 19.
Абразивную ленту натягивают цилиндрами 21. Штоки 22 цилиндров 21 при помощи реек 23, шестерен 24 и синхронизирующего вала 25 связаны между собой, чем обеспечивается синхронность перемещения опор 13 барабана 11. Одна из кареток 15 связана с соответствующим щтоком 22 винтовой парой 26, регулировка которой обеспечивает устойчивую работу абразивпой ленты (устраняется сбегание ленты).
Барабан 7 муфтой 27 связан с приводным валом 28, несущим щкив 29 привода главного движения.
Приводной вал 28 покоится в опорах каретки 30, которая может перемещаться по направляющим вдоль оси барабана 7 в процессе осцилляции.
Привод главного движения осуществляется от электродвигателя 31.
Механизм осцилляции, расположенный на поперечине 6, состоит из гидродвигателя 32, редуктора 33, кривощипа 34, тяги 35, рычага 36, синхронизирующего телескопического вала 37, нижнего рычага 38, щарнирно связанного с нижним камнем 39, и верхнего рычага 40, щарнирно связанного с верхним камнем 41. Камень 41 входит в паз тяги 42 гильзы 14, нижний камень 39 - в паз каретки 30.
Передний конец поперечины 6 опирается на проставку 43, лежащую на передней стойке 44, которая имеет подковообразную форму и может поворачиваться относительно вертикальной оси.
Проставка 43 связана с червячным колесом 45, приводимым во вращение от червяка 46.
Внутри червячного колеса проходит винт 47, верхний упор которого служит для взвещивания переднего конца поперечины во время новорота проставки 43.
После поворота проставки 43 в положение для смены абразивной ленты (см. фиг. 3) винт 47 отводится, что дает возможность произвести смену ленты, во время которой поперечина оказывается закреплепной консольно на стойке 5.
«Постель 2 (см. фиг. 2) с правой стороны закреплена планками 48 и 49, стянутыми винтами.
Планка 48 при помощи серег 50 щарнирно подвещена на рычагах 51, жестко связанных с осью 52.
Ось 52 может поворачиваться при помощи рычага 53 и винтов 54.
С левой стороны «постель 2 закреплена при помощи планок 55 и 56. Планки 55 через пружинные элементы 57 винтами 58 -связаны щарнирно с рычагами 59, жестко посаженными на ось 60, поворачиваемую винтом 61.
Пружинные элементы 57 обеспечивают компенсацию в изменении расстояния между щарнирами 62 и 63.
На направляющих стойки 64 установлена каретка 65 с резцом, предназначенным для правки полировального барабана в случае его установки вместо барабана 7.
На стойке 66, раз.мещенной на правом конце стола, щарнирно укреплена рама 67 с полировочным карандащом 68, который может подводиться поворотом рамы 67 к нолировальному барабану для нанесения на него пасты по всей щирине.
Станок работает следующим образом. После установки бесконечной абразивной ленты 12 на барабаны 7 и И производится ее
натяжение при помощи цилиндров 21.
Обрабатываемый лист 3 укладывается на «постель 2 и крепится прихватами. Включается электродвигатель 31 привода главного движения.
Столу 1 сообщается возвратно-поступательное движение, а контактному валу 16 - вертикальное перемещение при помощи цилиндров 20, которые обеспечивают регулируемый прижнм обрабатываемого листа к абразивной
ленте.
Включением гидродвигателя 32 обеспечивается синхронное осциллирующее возвратнопоступательное движение барабанов 7 и 11 и вместе с ними абразивной ленты 12.
Регулируя число оборотов гидродвигателя 32 и длину кривощипа 34, можно подобрать необходимые частоту и амплитуду осцилляции для обеспечения требований, предъявляемых к чистоте и отражательной способности обрабатываемого листа.
При необходимости смены изнощенной ленты прн помощи винта 47 взвещивают поперечину 6 и, повернув проставку 43 на 90°, онускают винт и производят замену ленты. Затем
поворачивают проставку в исходное положение, предварительно взвесив поперечину.
При этом поперечина 6, стойки 5 и станина 4 образуют жесткую замкнутую рамную конструкцию.
Для обработки листа полированным барабаном абразивная лента снимается и вместо барабана 7 устанавливается полировальный барабан, на который наносится полировочная паста.
Для обеспечения контактирования обрабатываемого листа с полированным барабаном после его нереточки производится подъем «постели 2 в крайнем правом положении стола при помощи винта 61, а в крайнем левом
положении - при номощи винтов 54 до обеспечения оптимального зазора между «постелью 2 и полировальным барабаном при опущенном контактом вале 16.
Предмет изобретения
1. Станок.для щлифования и полирования металлических листов абразивной лентой, выполненный в виде станины с расположенными на ней и соединенными поперечиной стойками, песущими барабаны с натянутой на них щлифовальной лентой, имеющей привод осциллирующего движения, и перемещаемого по направляющим станины стола с закрепленным на его новерхности металлическим листом, подаваемым к шлифовальной ленте посредством подвижного вала, отличающийс я тем, что, с целью упрощения кинематики станка при одновременном повышении чистоты обработки, привод осциллирующего движения выполнен в виде четырехзвенного механизма с синхронизирующим вертикальным валом, несущим два рычага с шарнирно закрепленными камнями, кинематически связанными с барабанами и сообщающими последним синхронные осциллирующие перемещения.
2. Станок по п. 1, отличающийся тем, что, с целью облегчения процесса замены шлифовальной ленты, он снабжен несущей упорный винт проставкой, установленной между стойкой и поперечиной.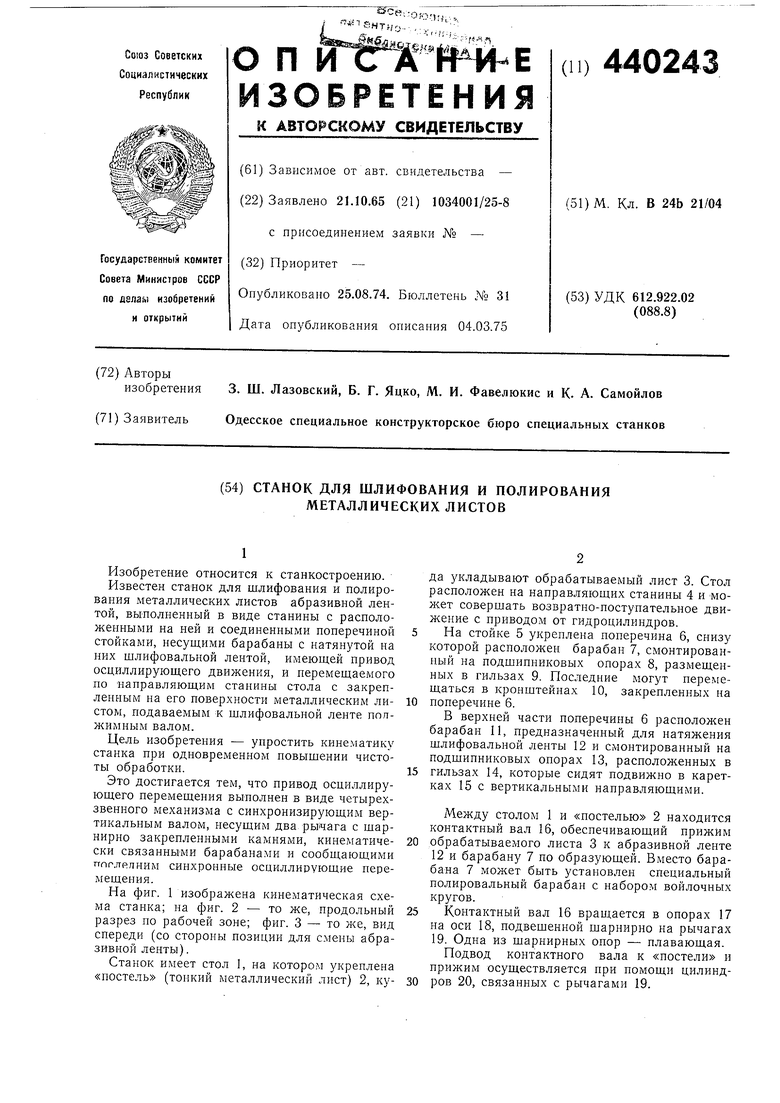
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Установка для двусторонней обработки деталей | 1980 |
|
SU933389A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОЖ | 1990 |
|
RU2019567C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БЛОКОВ КАМНЯ | 1996 |
|
RU2097182C1 |
| Устройство для шлифования профильных деталей широкой абразивной лентой | 1973 |
|
SU524677A1 |
| Устройство для определения динамических характеристик абразивного инструмента | 1982 |
|
SU1146179A1 |
| СТАНОК ДЛЯ ПОЛИРОВКИ ВЫПУКЛЫХ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1968 |
|
SU217998A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |