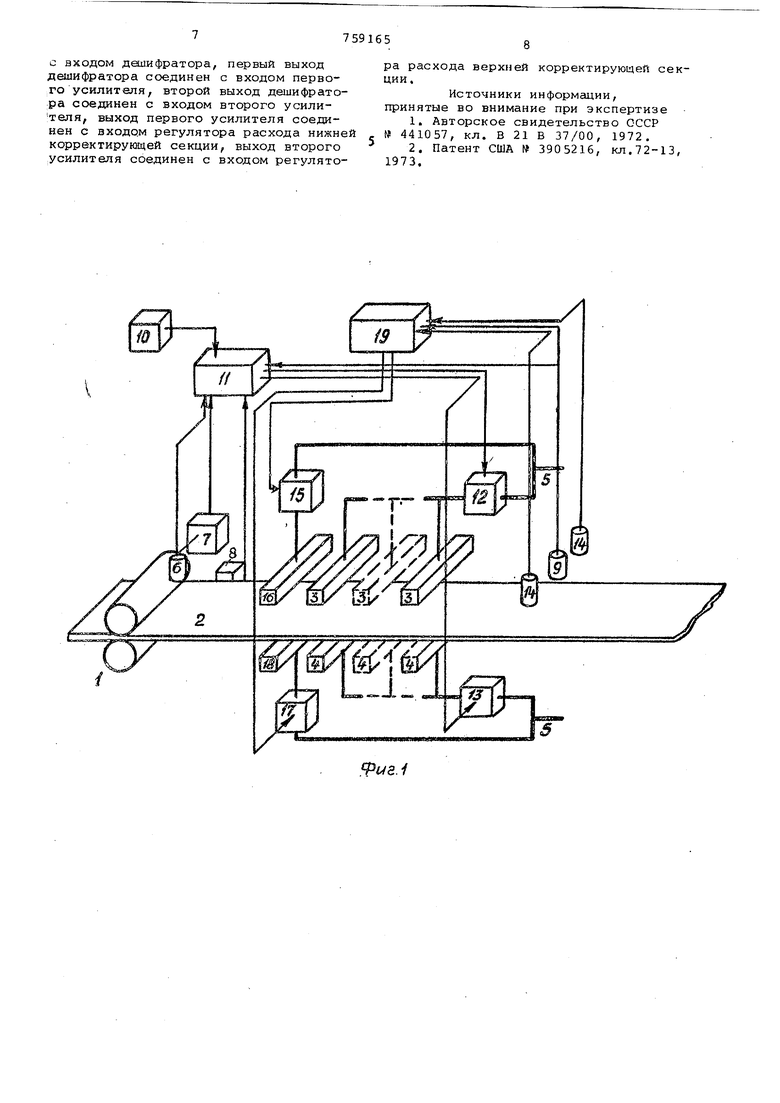
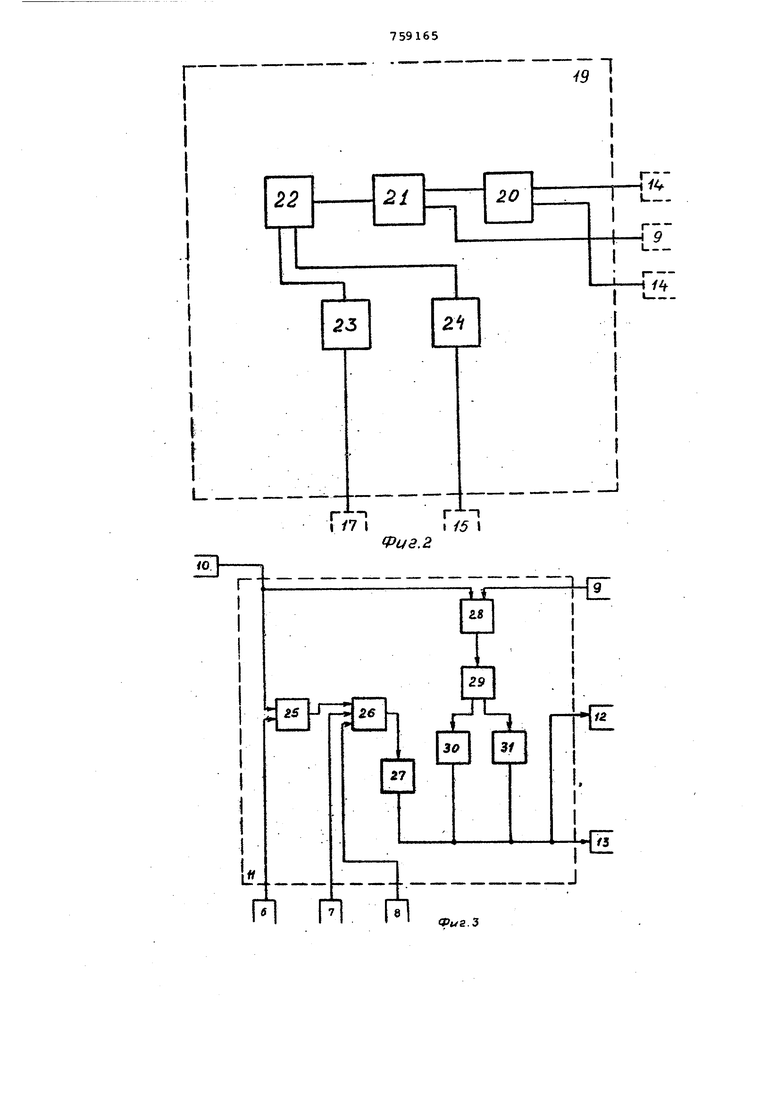
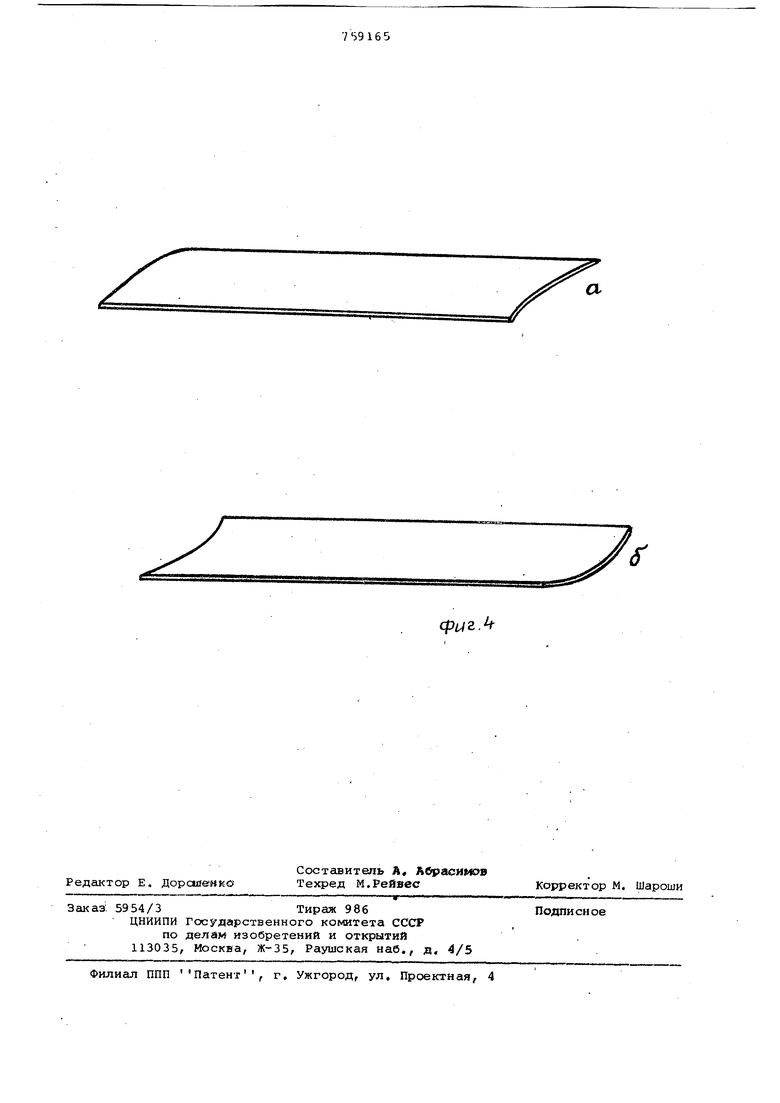
Изобретение относится к прокатному производству, а точнее к регулиру ющим устройствам при прокатке горяче го листа. Наиболее эффективно устройство мо жет быть использовано для регулирова ния температуры горячекатанной полосы при прохождении по отводному роль гангу. Известно устройство для регулирования процесса термоупрочнения прока та, предназначенное для обеспечения равномерности механических свойств прокатааваемых полос, в которое входя датчики скорости перемещения проката и температуры проката на входе.в уст новку для термоупрочнения, органы сравнения и коррекции и вычислительное устройство регулятора расхода охладителя, датчики температуры охладит.апя l . Недостатком данного устройства является отсутствие органов, контролирующих темпераутру по ширине полосы. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для регулирования -температуры На выходном рольганге, содержащее вычислительный блок, который в зависимости от толщины прокатываемых полос, скорости прокатки, температуры полосы на выходе из валков, температуры перед моталкой, формирует сигнал управления секциями охлаждения 2 . Недостаток устройства для регулирования температуры на выходном рольганге заключается в том, что оно не может быть применено для регулирования температуры по ширине полосы, так как в нем не учитывается разница в температуре между средней частьюи кромками полосы. Цель изобретения - повьаиение точности регулирования температуры металла по ширине полосы. Поставленная цель достигается тем, что устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки, содержащее вычислительное устройство, толщиномер, тахогенератор, два пирометра установленные по оси прокатки перед и за секцией охлаждения, дополнительносодержит, два пирометра, измеряющих температуру кромок полосы и устанавленных эа секцией охпёшдения, корректирующие секции верхнего и нижнего охлаждения, регуляторы расхода, сумматор, узел сравнения дешифратор, усилители, причем выход пирометра, измеряющего температуру левой кромки полосы, соединен с первым входом сумматора, выход пирометра, измеряющего температуту правой кромки полосы,соединен со вторым входом сумматора, выход cyivjMaTOpa соединен с первым входом узла сравнения, второй вход узла сравнения соединен с выходом пирометра, установленного по оси прокатки за секцией охлаждения, выход которого соединен с входом дешифратора, первый выход дешифратора соединен с входом первого усилителя, второй выход дешиф ..ратора соединен с входом второго усилителя, выход первого усилителя соеди нен с входом регулятора расхода нижне корректирующей секции, выход второго усилителя соединен с входом регулятора расхода верхней корректирующей секции. На фиг, 1 изображена схема устройства для регулирования температуры по полосы на выходном рольганге; на фиг фиг. 2 - блок-схема решающего устройст.ва, на фиг, 3 - блок-схема вычислительного устройства; на-фиг. 4 - фор. мы металла при неправильном соотношении расходов после прохождения под установкой охлаждения, когда количест во воды подаваемое через секции нижне го охламодения, больше чем через секци верхнего охлаждения (фиг. 4 а) и после прохох дения под установкой охлаждения, когда количество водыр подаваемое через секции нижнего охлаждения меньше, чем через секции верхнего охлаждения (фиг. 46). Устройство для регулирования темп ратуры полосы на рольганге непрерывного стана горячей прокатки состоит из последней клети 1 чистовой группы стана, из.которой выходит полоса 2, прокатанная до требуемых геометричес ких размеров, секций верхнего 3 и нижнего 4 охлаксдения, предназначенных для понижения температуры металла, водяной магистрали 5, пирометра 6 конца прокатки, измеряющего температуру металла при выходе из последней клети, тахогенератора 7 на валу двигателя последней клети, предназначенного для получения сигнала, про порционального скорости этой клети, толпщномера 8, измеряющего толщину мет;алла после выхода из последней , пирометра 9 смотки, измеряющего температуру средней части прокатанной полосы, задатчика 10 температуры смотки, вычислительного уст ройства 11, поддерживающего температуру смотки, путем изменения расхода воды через регуляторы расхода, секци верхнего 12 и нижнего 13 охлаждения, пирометров -14, /измеряющих температуру кромок прокатанного металла перед смоткой, регулятора 15 расхода воды через корректирующую секцию 16 верхнего охлаждения, регулятора 17 расхода воды через корректирующую секцию 18 нижнего охлаждения, решающего устройства 19. Решающее устройство 19 состоит из сумматора 20, предназначенного для получения средней температуры кромок полосы, узла 21 сравнения, необходимого для сравнивания температуры кромок и средней части полосы, дешифратора 22, выбирающего направление сигнала управления, усилителей 23 и 24, предназначенных для согласования сигнала дешифратора с. сигналом управления регуляторами расхода, Вичислйтельное устройство 11 содержит вычитающее устройство 25, определяющее температуру на которую . должна быть охлаждена полоса на отводном рольганге, множительно-делительное устройство 26, производящее расчет алгоритма, охлаждения, выход-, ной усилитель 27, которым выбирается необходи1мый коэффициент передачи, вычитающее устройство 28, определяющее отклонение необходимой температуры смотки от фактической, дешифратор 29, с выхода которого сигнал поступает или на выходной усилитель 30 уменьшения расхода, или на выходной усилитель 31 увеличения расхода. Вычислительное устройство 11 работает следующим образом,: На входы вычитающего устройства 25 поступают сигналы заданной температуры смотки (TcMi ) с задатчика 10 и температуры конца прокатки (Т, ) с пирометра 6 конца прокатки. С выхода устройства 25 на первый вход множительн о-делительного устройства 26 поступает сигнал разности температур конца прокатки и заданной температуры смотки ( TCM, ) На второй вход множительно-далительного устройства 26 с тахогенератора 7 поступает сигнал пропорциональный скорости .прохождения полосы по отводному рольгангу (V), На третий вход множительно-делительного устройства 26 поступает сигнал пропорциональный толщине полосы (h) с толщиномера 8. В множительно-делительном устр- йстве происходит перемножение.первых двух величин и деление на третью ( ) . Этот сигнал подается на вход корректирующего усилителя, на выходе получаем величину, соответствующую количеству охладителя , которая подается в регуляторы расхода 12 и 13, На входы устройства 2 .поступают сигналы, соответствую1диё Ьаданной температуре смотки ( ) и действительной () , измеренной пирометром 9 смотки, , В случае неравенстваэтих величин на выходе вычитающего устройства 28 появляется сигнал,, полярность которого меняется в зависимости от того,
выше или ниже заданной температуры является действительная температура полосы. С выхода устройства 28 сигнал поступает на вход даиифратора 29, который в зависимости от палярности входного сигнала выдает сигнал или на g усилитель 30, управляющий уменьшением расхода, или на усилитель 31, управляющий увеличением расхода. Изменение расхода прекращается когда температура полосы, измеренная пирометром 9 смон-з. ки, сравнивается с температурой смотки, поступадощей с задатчика 10.
Устройство для регулирования температуры полосы на выходном рольганге репрарывного суана горйчей прокатки работает следующим образом.5
После выхода из клети 1 полоса 2 проходит под секциями верхнего 3 и нижнего 4 охлаждения, к которым по водяным магистралям 5, в зависимости от температуры конца прокатки, измеря- 0 емой пирометром.G, скорости, измеряемой тахогенератором 7, толщины металла, измеряемой толщинометром 8 температуры смотки, измеряемой пирометром 9 смотки, заданной температуры 25 смотки, поступающей с задатчика -10 температуры смотки, с игнала вычислительного устройства 11 г через регуляторы расхода секций верхнего охлаждения 12 и секций нижнего охлаждения 30 13 поступает вода.
Регулирование расхода воды ведет- ся вычислительным устройством 11 таким образ ом, чтобыподдерживать необходимую температуру смотки.
С пирометров 14 смотки, измеряющих температуру кромок, а также пирометра 9, измеряющего температуру средней асти полосы, в решающее устройство 19, поступают сигналы, которые после IQ соответствующей обработки подаются в регуляторы 15 и 17 расхода корректирующих секций верхнего 16 и нижнего 18 охлаждения.
В случае разницы температуры кро- .. мок и средней части полосы, что возможно при прогибе средней части полосы, в результате чего вода либо скатывается с полосы при прогибе средней части вверх, охлаждая сильнее кромки, либо собирается в среяней50
части при прогибе редней части вниз, охлаждая больше середину, в решающее устройство 19 поступают соответствующие сигналы с пирометров. 9 и 14 смотйи. Сигнал с выхода раиающего ycтpoйJ;;;; 55 та а поступает в регуляторы IS 17 расхода , которые регулиуют соотношение подачи воды по водяой магистрали 5 и корректирующим екциям верхнего нижнего 18 ох- 60 гикдения ааким обра&ом, чтобы после прохождения металла под установкой хлаждения металл получался ровный, без прогибов,
Сигналы пропорциональные темпера- 65 туре кромок, поступают на вход сумматора 20, на выходе сумматора появляется сигнал , пропорциональный средней температуре кромок, который по.дается на вход узла 21 сравнения, на второй вход которого подается сигнал, пропорциональный температуре. средней части полосы. В зависимости от величины и полярности этих сигналов на выходе узла 2 сравнения-появляется сигнал определенной полярности. В зависимости от полярности сигнала, поступающего с узла 21 сравнения, дешифратор 22 подает сигнал через усилители 23 и 24 на изменение расхода таким образом, чтобы при прохождении металла под пирометрами смотки, показания пирометров, измеря щих температуру кромок и средней части, совпадали.
Пример . Допустим соотношение расхода между секциями верхнего 3 и нижнего 4 охлаждения тако, что нижняя плоскость полосы, охлаждается больше, чем верхняя. При этом происходит прогиб средней части полосы вверх.
,Эода при этом скатывается с металла, охлаждая сильнее кромки, В зависимости от разницы в показаниях пирометров на выходе дешифратора появляется сигнал, который воздействует на регулятор 15 расхода корректирующей секции верхнего охлаждения, увеличивая подачу воды через эту секцию, в ре- .
зультате, после прохождения под всеми секциями охлаждения полоса выходит без прогиба с одинаковой температурой по ширине.
Формула изобретения
Устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки, содержащее вычислительное устройство, толщиномер, тахогенератор, два пирометра, установленные по оси прокатки перед и за секцией охлаждения, отличающееся тем, что, с целью повышения точности регулирования температуры по ширине полоСЖ1, оно дополнительно содержит два пирометра, измеряющих температуру кромок полосы и установленных за секцией охлаждения, корректирующие секции верхнего и нижнего охлаждения, регуляторы расхода, сумматор, узел сравнения, дешифратор, усилители, причем выход пирометра, измеряницего температуру левой кромки полосы, ;соединен с первым входом сумматора, выход пирометра, измеряющего температуру правой кромки полосы, соединен со вторым входом сумматора, выход, сумматора соединен с первым входом узла сравнения, второй вход узла сравнения соединен с выходомпирометра, установленного по оси прокатки за секцией охлаждения, выхоя которогоvсоединен
с входом дешифратора, первый выход дешифратора соединен с входом первого усилителя, второй выход дешифратора соединен с входом второго усилителя, выход первого усилителя соединен с входом регулятора расхода нижней корректирующей секции, выход второго усилителя соединен с входом регулятора расхода верхней корректирующей секции.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство С-ССР № 441057, кл. В 21 В 37/00, 1972.
2.Патент США № 3905216, кл.72-13, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования температуры полосы на рольганге стана горячей прокатки | 1980 |
|
SU969345A1 |
| Устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки | 1977 |
|
SU753512A1 |
| Устройство для регулирования температуры прокатываемого металла на реверсивном стане | 1976 |
|
SU598671A1 |
| Устройство управления температурой смотки горячекатаной полосы | 1985 |
|
SU1308414A1 |
| Способ автоматического управления комплексом механических свойств прокатываемых стальных листов и система для его осуществления | 1988 |
|
SU1547898A1 |
| Устройство управления охлаждением горячекатанной полосы | 1980 |
|
SU921652A1 |
| Система регулирования температуры смотки горячекатаной полосы | 1978 |
|
SU735352A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 2000 |
|
RU2177847C1 |
| Способ производства рулонной полосы на широкополосном прокатном стане | 2018 |
|
RU2686504C1 |
| Устройство для регулирования охлаждения листового проката | 1990 |
|
SU1696028A1 |
Г
г/
m
1
/5
Фиг.2
1 1
Фиг.Э
