Изобретение относится к области непрерывного или полунепрерывного металлов.
Известны устройства для полунепрерывного литья труб из чугуна с шаровидным графитом, включающие наружный кристаллизатор, формирующий внешнюю стенку трубы, и внутренний кристаллизатор (оправка, дорн), формирующий внутреннюю стенку. В верхней части, в зоне, соответствующей началу кристаллизации и формированию поверхностного слоя отливки, наружный и внутренний кристаллизаторы имеют цилиндрические стенки. Однако они неприемлемы. Чугун с шаровидным графитом без структурно свободного ценентита в литом состоянии характеризуется значительной величиной предусадочного расширения, в 8-10 раз превосходящей предусадочное расширение серого чугуна.
Цель изобретения - улучшение .условий теплоотвода и повышение качества труб.
Для ЭТОГО В предлагаемом ycTройстве конусность выполнена на участке, составляющем. 30-70% высоты внутреннего кристаллизатора, при этом увеличение диаметров внутреннего и наружного кристаллизаторов равно 0,5-2,0/, а отношение приращений диаметров наружного н внутреннего кристаллизаторов равно 1,0-1,2.
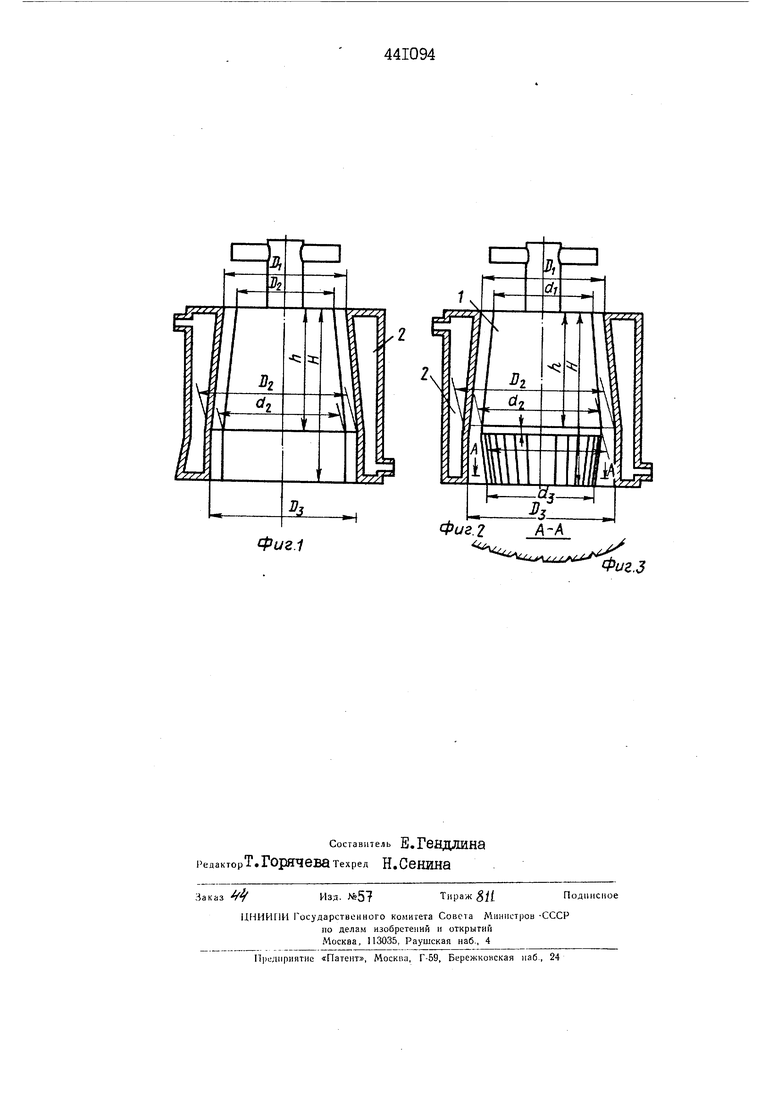
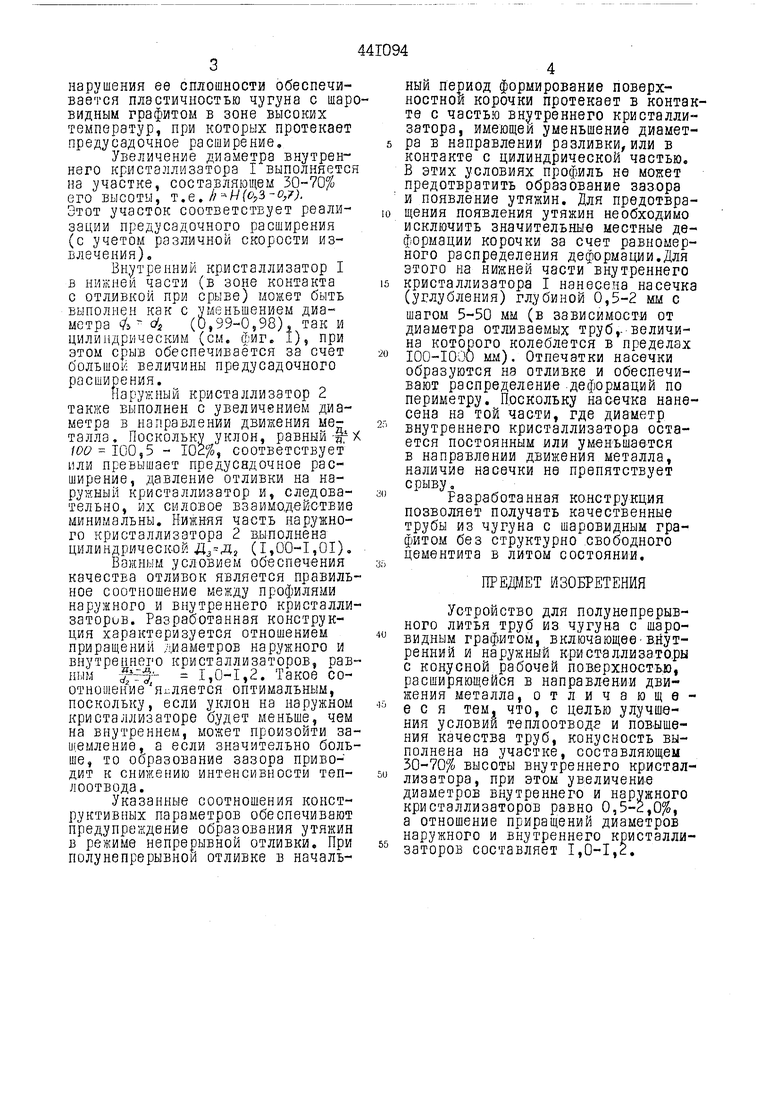
На фиг. I изображено описываемое устройство, первый вариант; на фиг. - то же, второй вариант; на фиг. 3 - разрез по А-А на йиг. 2.
Увеличение диаметра внутрбннего кристаллизатораХнаходится в пределах, соответствующих величине предусадочного расширения чугуна с шаровидным гранитом, и состевля ет IUD /fo, 6 iisr,.
Увеличение диаметра может быть доведено до 2, т.е. до величины, превышающей предусадочное расширение. В этом случае небольшое растяжение стенки трубы без
нарушения ее сплошности обеспечивается пластичностью ч ;гуна с шаровидным графитом в зоне высоких температур, при которых протекает предусадочное расширение.
Увеличение диаметра внутреннего кристаллизатора I выполняется на участке, составляющем 30-70 его высоты, т.е.//-Ь(срЗ-о,7Л Этот участок соответствует реализации предусадочного расширения (с учетом различной скорости извлечения) «
Внутренний кристаллизатор I в нижней части (в зоне контакта с отливкой при срыве) может быть выполнен как с уменьшением диаметра /5- (0,99-0,98), так и цилиндрическим (см. фиг. 1), при этом срыв обеспечивается за счет большок; величины нредуседочного расширения.
Наружный кристаллизатор 2 также выполнен с увеличением диаметра в направлении движения металла. Поскольку уклон, равный-f X /Of 100,5 - 102, соответствует или превышает предусадочное расширение, давление отливки на наружный кристаллизатор и, следовательно, их силовое взаимодействие минимальны. Нижняя часть наружного кристаллизатора 2 выполнена цилиндрической (1,00-1,01),
Важным условием обеспечения качества отливок является правильное соотношение между профилями наружного и внутреннего кристаллизаторов. Разработанная конструкция характеризуется отношением приращений диаметров наружного и внутреннего кристаллизаторов, равным 1,0-1,2. Такое соотношение является оптимальным, поскольку, если уклон на наружном кристаллизаторе будет меньше, чем на внутреннем, может произойти заш,емление, а если значительно больше, то образование зазора приводит к снижению интенсивности теплоотвода.
Указанные соотношения конструктивных параметров обеспечивают предупреждение образования утяжин в режиме непрерывной отливки. При полунепрерывной отливке в начальный период формирование поверхностной корочки протекает в контакте с частью вн;утреннего кристаллизатора, имеющей уменьшение диаметра в направлении разливки, или в контакте с цилиндрической частью, В этих условиях профиль не может предотвратить образование зазора и появление утяжин. Для предотвращения появления утяжин необходимо исключить значительные местные деформации корочки за счет равномерного распределения деформации,Для зтого на нижней части внутреннего кристаллизатора I нанесена насечка (углубления) глубиной 0,5-2 мм с
шагом 5-50 мм (в зависимости от диаметра отливаемых труб,--величина которого колеблется в пределах ЮО-ЮСЮ мм). Отпечатки насечки образуются на отливке и обеспечивают распределение .деформаций по периметру. Поскольку насечка нанесена на той части, где диаметр внутреннего кристаллизатора остается постоянным или уменьшается в направлении движения металла, наличие насечки не препятствует срыву.
Разработанная конструкция позволяет получать качественные трубы из чугуна с шаровидным графитом без структурно .свободного цементита в литом состоянии,
ПРЕДАЕТ ИЗОБРЕТЕНИЯ
Устройство для полунепрерывного литья труб из чугува с шаровидным графитом, включающеевнутренний и наружный кристаллизаторы с конусной рабочей поверхностью, расширяющейся в направлении движения металла, отличающееся тем, что, с целью улучшения условий теплоотводг и повышения качества труб, конусность выполнена на участке, составляющем 30-70 высоты внутреннего кристаллизатора, при этом увеличени-е диаметров внутреннего и наружного кристаллизаторов равно 0,5-2,0, а отношение приращений диаметров наружного и внутреннего кристаллизаторов составляет 1,0-1,, Фиг.1 Фиг.З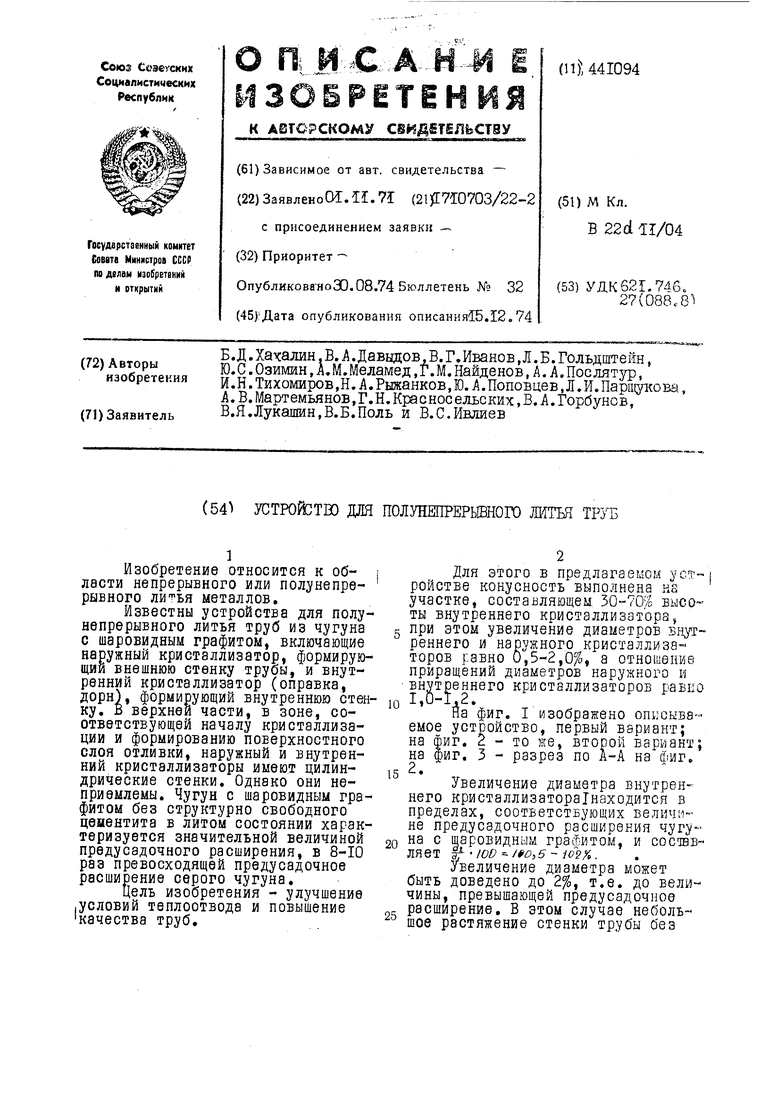
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вертикального полунепрерывного литья труб из чугуна с шаровидным графитом | 1971 |
|
SU468691A1 |
| Способ полунепрерывного литья труб | 1986 |
|
SU1440603A1 |
| Способ полунепрерывного литья труб | 1978 |
|
SU789216A1 |
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| Способ полунепрерывного литья труб | 1984 |
|
SU1235632A1 |
| Способ определения усадки полых слитков из металлов и сплавов | 1984 |
|
SU1271636A1 |
| Способ непрерывного литья труб из серого чугуна | 1976 |
|
SU647058A1 |
| Способ подготовки литейных форм под заливку и опорный наполнитель для формовки | 1979 |
|
SU876288A1 |
| СПОСОБ ПОДАЧИ МЕТАЛЛА ПРИ ПОЛУНЕПРЕРЫВНОМЛИТЬЕ | 1971 |
|
SU420384A1 |
| Способ полунепрерывного литья труб | 1978 |
|
SU685417A1 |