Изобретение относится к металлургии, в частности к полунепрерывному литью труб из чугуна оно может быть использовано при изготовлений раструбных труб из серого чугуна и чугуна с шаровидным графитом.
При литье раструбных труб важными операциями являются первоначальное заполнение рабочей полости кристаллизатора и особенно выбор времени заполнения раструбной части рабочей полости й-ее ствольной части до момента срыва, после которого начинается литье в непрерывном режиме I
Целью изобретения является обеспечение стабильности процесса и повьЕиение качества отливок.
Цель достигается тем, что заполнение ствольной части рабочей полости кристаллизатора до момента срыва производят в 1,2-1,8 раза медленнее, чем заполнение раструбной части рабочей полости кристаллизатора .
Пределы изменения скорости заполнения раструбной и ствольной частей рабочей полости кристаллизатора определены экспериментально. Верхний предел изменения скорости заполнения ствольной части рабочей полости кристаллизатора должен соответствовать максимально допустимой температуре заливки металла. При уменьшении скорости заполнения ствольной части более чем в 1,8 раза происходит закозление раструбной части, а при угленьшении скорости заполнения менее чем в 1,2 раза металл
0 раструбной части не успеет затвердеть и происходит обрыв трубы при срыве или вытекание металла.
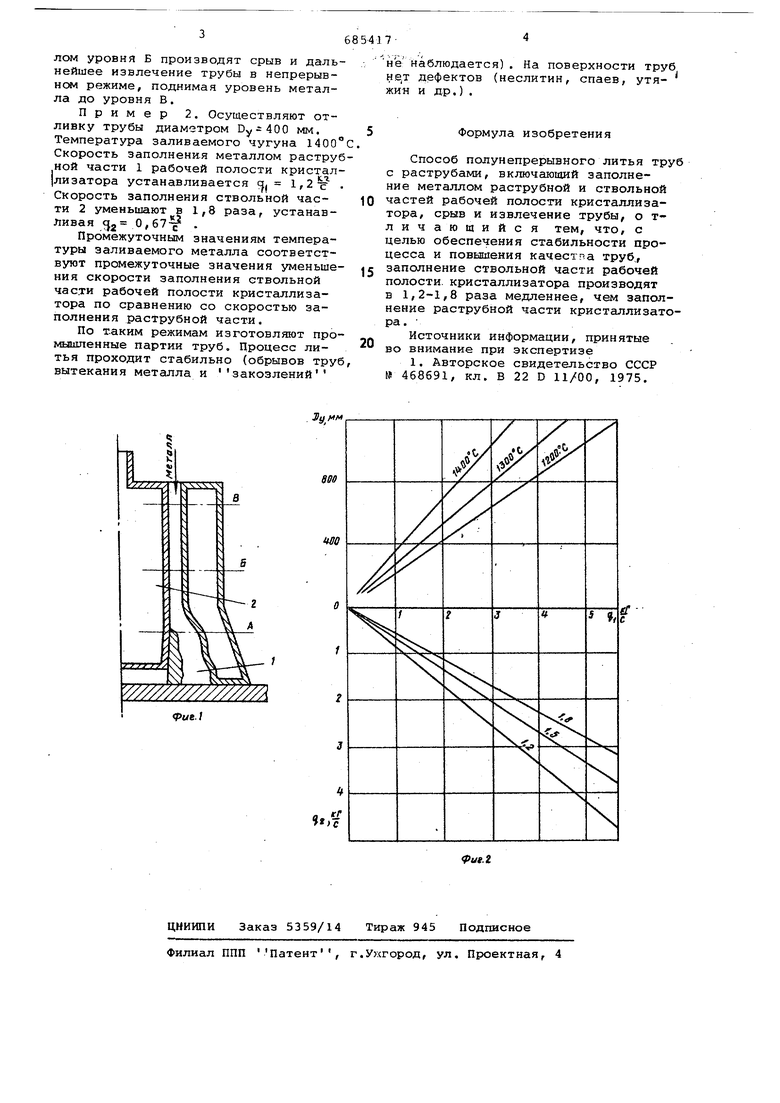
На фиг. 1 представлено устройство для осуществления описываемого
5 способа; на фиг. 2 - моногралвиа способа литья труб.
Пример 1. Производят отливку трубы диаметром Dy 1000 мм. Температура заливаемого чугуна
0 . Скорость заполнения металлом раструбной части-1 рабочей полости кристаллизатора согласно монограмме устанавливается с, 4,7 . По достижении уровня А границы меж5ду раструбной и ствольной частями 1 и 2 рабочей полости кристаллизатора скорость заполнения ствольной части уменьшали в 1,2 раза, т.е. дз 3,92 . После достижения метал-.
лом уровня Б производят срыв и дальнейшее извлечение трубы в непрерывнс 1 режиме, поднимая уровень металла до уровня В.
Пример 2. Осуществляют отливку трубы диаметром Dy-400 мм. Температура заливаемого чугуна 1400° Скорость заполнени-я металлом раструбной части 1 рабочей полости кристал|лиэатора устанавливается а, 1,2 . Скорость заполнения ствольной части 2 уменьшают в 1,8 раза, устанавливая 2
Промежуточным значениям температуры заливаемого металла соответствуют промежуточные значения уменьшения скорости заполнения ствольной части рабочей полости кристаллизатора по сравнению со скоростью заполнения раструбной части.
По т-аким режимам изготовляют промышленные партии труб. Процесс литья проходит стабильно (обрывов труб вытекания металла и закозлений
7////////////////Л
рие.}
не наблюдается). На поверхности труб не,т дефектов (неслитин, спаев, утяжия и др.).
Формула изобретения
Способ полунепрерывного литья тру с раструбами, включающий заполнение металлом раструбной и ствольной частей рабочей полости кристаллизатора, срыв и извлечение трубы, о тличающийся тем, что, с целью обеспечения стабильности процесса и повышения качестпа труб, заполнение ствольной части рабочей полости, кристаллизатора производят в 1,2-1,8 раза медленнее, чем заполнение раструбной части кристаллизатора.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 468691, кл. В 22 D 11/00, 1975.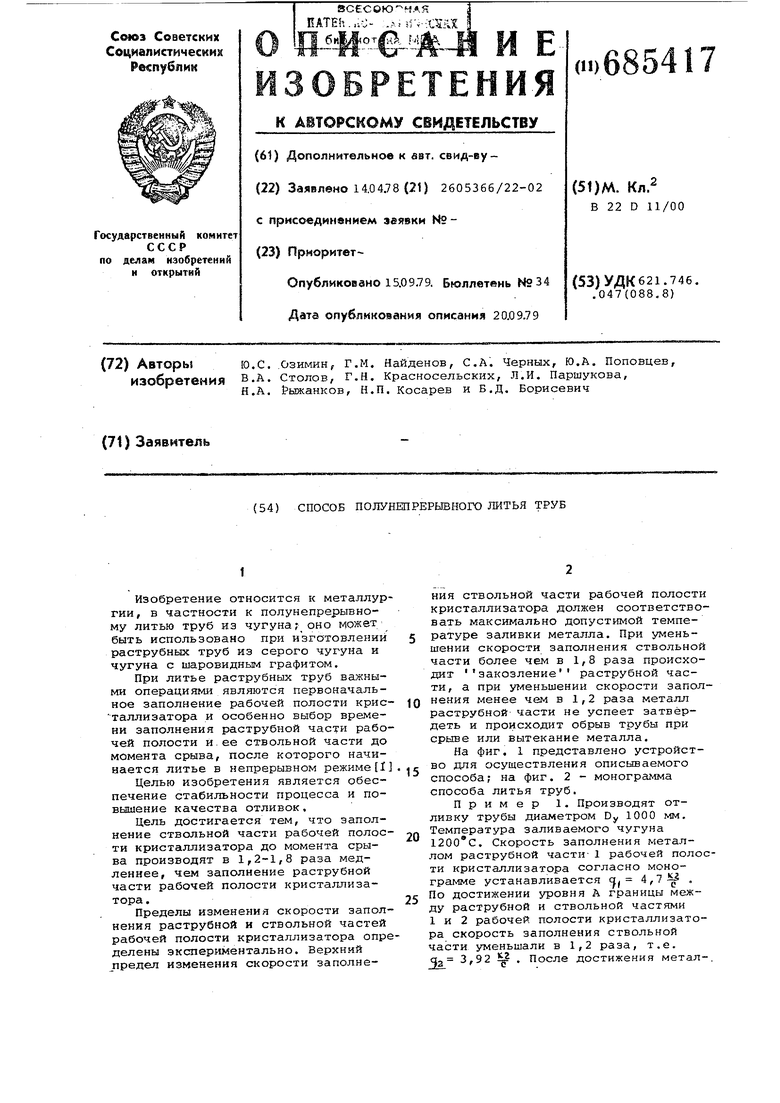
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полунепрерывного литья труб | 1978 |
|
SU789216A1 |
| Способ полунепрерывного литья труб | 1986 |
|
SU1440603A1 |
| Способ полунепрерывного литья труб | 1984 |
|
SU1235632A1 |
| Способ полунепрерывного литья чугунных труб | 1984 |
|
SU1174153A1 |
| Способ центробежного литья чугунных труб | 1978 |
|
SU789226A1 |
| Способ полунепрерывного литья труб | 1977 |
|
SU627908A1 |
| Способ полунепрерывного литья чугунных труб | 1978 |
|
SU789215A1 |
| СПОСОБ ПОДАЧИ МЕТАЛЛА ПРИ ПОЛУНЕПРЕРЫВНОМЛИТЬЕ | 1971 |
|
SU420384A1 |
| Машина для полунепрерывной отливки чугунных раструбных труб | 1960 |
|
SU131868A1 |
| Устройство для полунепрерывного литья труб | 1971 |
|
SU441094A1 |
