Изобретение относится к металлургии к литейному производству, в частности, к полунепрерывному литью раструбных труб из серого чугуна и чугуна с шаровидным графитом.
Цель изобретения - повышение качества труб.
Способ полунепрерывного литья осуше- ствляется следующим образом.
Изготовляют трубы из серого чугуна диаметром 600 мм и длиной 10 м. В начальный момент отливки трубы, т. е. в момент заполнения раструбной части кристаллизатора, скорость заполнения последней составляет 5,3 кг/с (масса раструба - 79,5 кг, среднее время заполнения раструба 15 с) В период отливки ствольной части трубы до срыва скорость заполнения металлом ствольной части кристаллизатора уменьшают в 1,6 раза до величины 3,53 кг/с. Скорость извлечения раструбной части трубы составляет 2,5 м/мин, т. е. в два раза больше средней скорости извлечения ствольной части трубы в начале отливки ее первого метра. После срыва скорость заполнения увеличивают на 1, 2, 5, 10 и 1 1°/о на каждый .метр длины отливаемой трубы, соответственПредла- 3,56; 5,59; 3,62; 3,65, г аемый
4,16; 4,23
но увеличивают и скорость вытягивания трубы.
Кроме того, отливают трубы с постоянной скоростью заполнения ствольной части кристаллизатора. По каждому варианту 50 труб.
Параметры литья приведены в таблице.
Как следует из таблицы, процесс литья при увеличении скорости заполнения кристаллизатора на 2 - 10°/о на каждый метр отливаемой трубы позволяет получить трубы без неслитин, спаев, свищей, сдвигов корочки, вытекания металла и обрывов. Увеличение скорости заполнения кристаллизаторов менее чем на на каждый метр отливаемой трубы практически не улучшает условий фор- .мирования трубы и не стабилизирует процесс литья, а увеличение скорости более чем на 10°/о на каждый отливаемый метр приводит к обрыву труб и вытеканию металла, вследствие того, что стенка трубы не успевает закристаллизовываться.
Использование предлагае.мого способа позволяет устранить на ствольной части труб, в особенности на последних метрах, такие дефекты как неслитины, спаи, завороты корочки, свищи и снизить брак за счет этого на 0,5%.
На 8-10 м отли- ;заемой трубы со стороны, противоположной раструбу, имеются неслитины, неплотности, свищи, спаи
Де(1)ек1 ов нет
Дефектов нет
Дефектов нет
3,93; 4,33; 4,73; 5,13; 5,53; 5,9з; 6,33; б,73;
7,13; 7,53
Постоянная скорость заполнения крнста.п. тизатора
ВНИИПИ . Заказ 3042/9 Тираж 757 Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Вытекание металла, обрыв труб
;1ачиная с 5 .м со сторонь;, противоположной раструбу, труба поражена не- слиткнами, неплотностями, свищами и спаями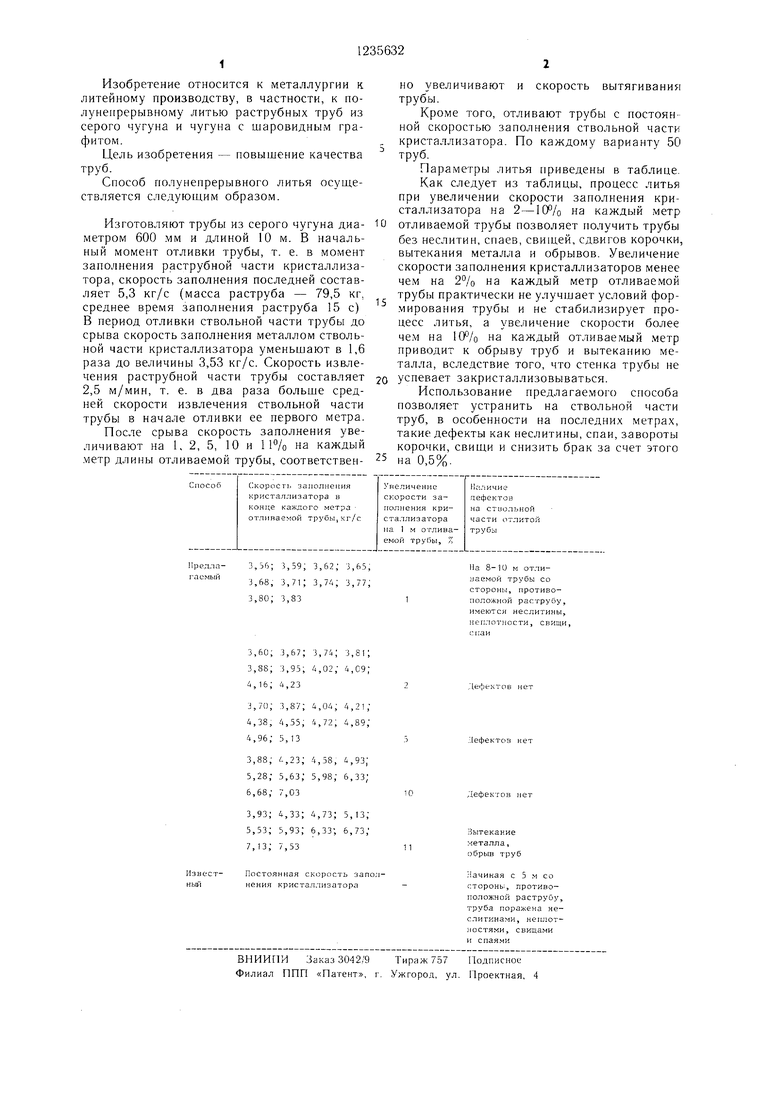
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полунепрерывного литья труб | 1978 |
|
SU685417A1 |
| Способ полунепрерывного литья труб | 1986 |
|
SU1440603A1 |
| Способ полунепрерывного литья труб | 1978 |
|
SU789216A1 |
| Способ полунепрерывного литья труб | 1977 |
|
SU627908A1 |
| Способ центробежного литья чугунных труб | 1978 |
|
SU789226A1 |
| СПОСОБ ПОДАЧИ МЕТАЛЛА ПРИ ПОЛУНЕПРЕРЫВНОМЛИТЬЕ | 1971 |
|
SU420384A1 |
| Устройство для полунепрерывного литья труб | 1971 |
|
SU441094A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| Способ полунепрерывного литья чугунных труб | 1978 |
|
SU789215A1 |
| Машина для полунепрерывной отливки чугунных раструбных труб | 1960 |
|
SU131868A1 |
| СПОСОБ ПОЛУНЕПРЕРБШНОГО ЛИТЬЯ ТРУБНОЙ ЗАГОТОВКИ | 0 |
|
SU337191A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ полунепрерывного литья труб | 1978 |
|
SU685417A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
