(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Кромко-строгальный станок для обработки кромок неподвижного обрабатываемого листа | 1953 |
|
SU99291A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2002 |
|
RU2236936C2 |
| Станок для продольной окорки бревен | 1973 |
|
SU512919A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРЕИМУЩЕСТВЕННО ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ КРУГЛЫХ ДЕТАЛЕЙ | 2006 |
|
RU2316415C1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ИЗДЕЛИЙ | 1972 |
|
SU435076A1 |
КРОМКОСТРОГАЛЬНЫЙ СТАНОК,
4
4;;:
ел
Изоьретение касается станков для обработки кромок стальных листов под сварку и может быть использовано в метёшлургической промышленности на трубопрокатных заводах в механизированных поточных линиях для произ водства электг эсварш.1х труб большого диаметра (820-2500 мм).
Известны кромкоетрогальные станки для обработки листов под сварку неподвижными листовыми головками.
Описываемый станок отличается от известных тем, что на станине размещен ряд корпусов, каждая пара которых соединена одна с другой балками, несущими резцы и предварительно напряженными посредством размещенной в них клиновой пары.
Это позволяет повысить жесткость системы станок - деталь - инструмент
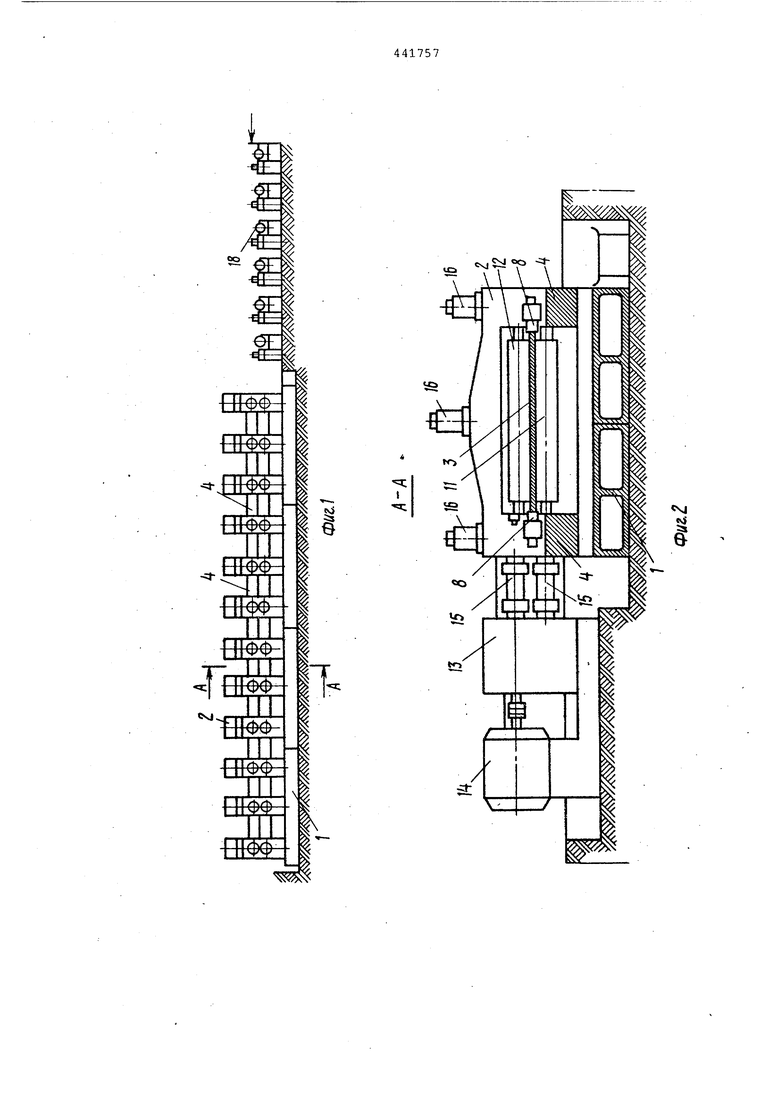
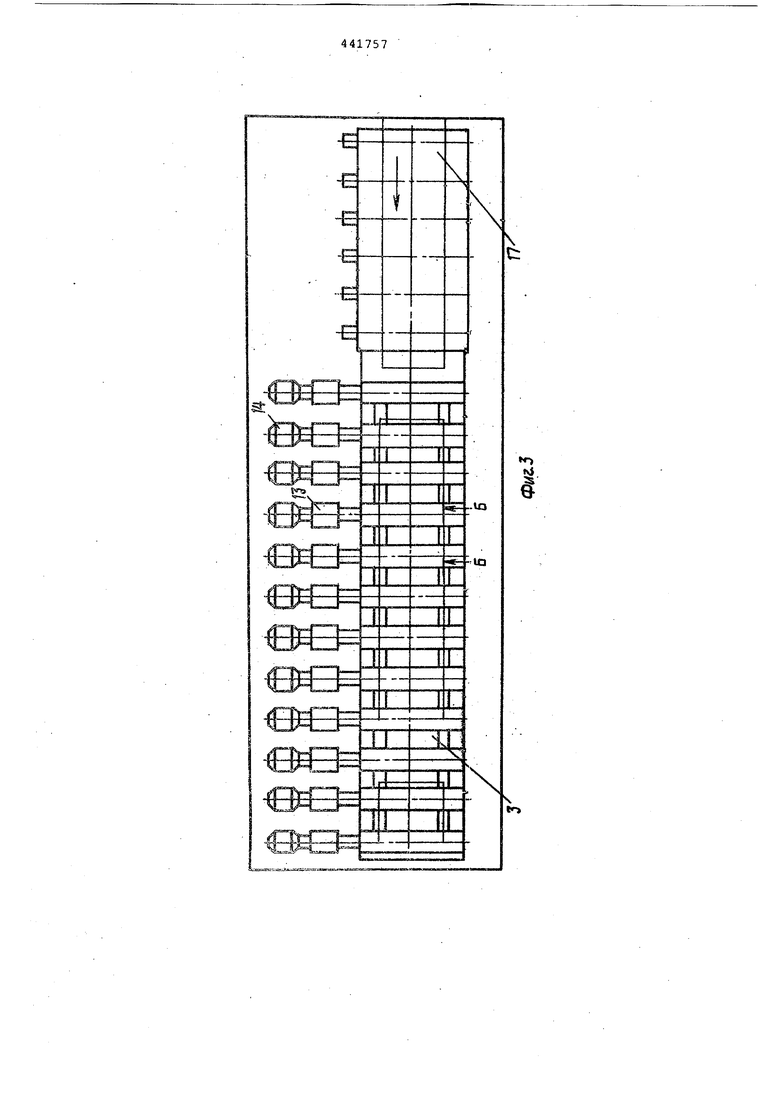
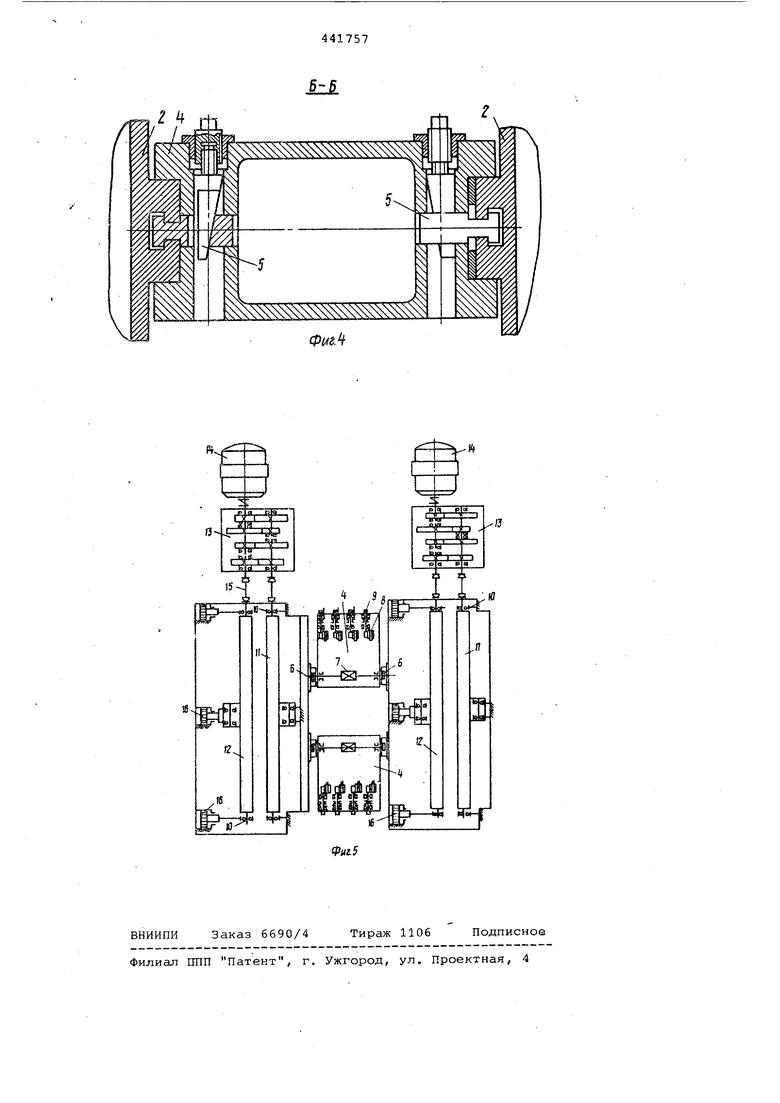
На фит.1 показан описываемый станок, вид спереди; на фиг.2 - разрез по А-А на фиг.1; на фиг.З - станок, план; на фиг.4 - разрез Б-Б на фиг.З на фиг.5 - кинематическая схема двух соседних корпусов.
Станок содержит ряд установленных на станине 1 корпусов 2, которые расположены последовательно по днижению листа 3 в линию. Эти корпуса 2 соединены между собой парами балок 4, предварительно напряженных, например, клиновыми парами 5, обеспечивая тем caNfiJM замыкание сил резания равномерно на каждый корпус 2.
Балки 4 имеют установочное перемещение в зависимости от ширины обрабатываемого листа с помощью реечных передач б и квадратов 7. На балках 4 вдоль обрабатываемых кромок листа 3 установлены резцы 8, которые имеют регулировку по глубине резания с помощью винтов 9.
Механизм движения обрабатываемого листа 3 выполнен в виде, вмонтированных в каждом корпусе 2 на опорах 10 опорного 11 и нажимного 12 валков, которые попарно получают вращение от редуктора 13, имеющего индивидуальный электродвигатель 14, через шарнирные валы 15.
Для исключения проскальзывания обрабатываемого листа 3 и обеспечения тяговых усилий на опоры нажимного валка 12 воздействуют гидроцилиндры 16, закрепленные в корпусе 2
Перед станком установлено центрирующее устройство 17 для ориентации листа 3 относительно резцов 8, имеющее приводной рольга41г 18.
Обрабатываемый лист 3, двигаясь по рольгангу 18, поступает в центрирующее устройство 17, где он во врем движения центрируется для равномерного распределения припуска на обеих его кромках относительно резцов 8 станка Затем, перемещаясь, лист 3 захватывается вращающимися валками 11 и 12 первого корпуса 2. При этом нажимной валок 12 с помощью гидроцилиндров 16 создает необходимое прижимное усилие, а вращение валки 11 и 12 получают от электродвигателя 14 через редуктор 13 и шарнирные валы 15.
Таким образом, лист, 3 двигаясь последовательно, захватывается следующими парами валков 11 и 12. При этом происходит нарастание тяговых усилий, которые равномерно распределяются на все корпуса 2 через бал ки 4.
Одновременно с движением листа 3 происходит срезание слоя металла на его кромках резцами 8, расположенными последовательно со ступенчатЕом смещенИем рекущих кромок.
Таким образом, при непрерывном движении листа 3 со скоростью резания 15-30 м/мин в одном направлении происходит полная обработка его двух, продольных кромок, причем каждый из, например, 120 резцов снимает одинаковый слой металла, равный глубине резания.
cxjSid .
tfs
Щ
.4
Ф:
