1
Изобретение относится к листовой штамповке изделий в многопозиционных штампах с револьверным диском.
Известны вытяжные матрицы многопозиционных штампов с револьверным станом для штамповки пустотелых деталей с внутренним торцовым бутом, например, типа распорных втулок. Недостатком таких матриц является невозможность их использования для выполнения формоизменяюш,их операций на последуюших позициях штамповки.
Цель изобретения - обеспечение возможности использования матрицы для выполнения последуюш,их формообразующих операций с использовапием различных пуансонов и увеличения производительности штампа.
Для этого цилиндрическая рабочая поверхность матрицы выполнена по меньшей мере двухступенчатой с радиусными рабочими кромками, число которых соответствует числу ступеней.
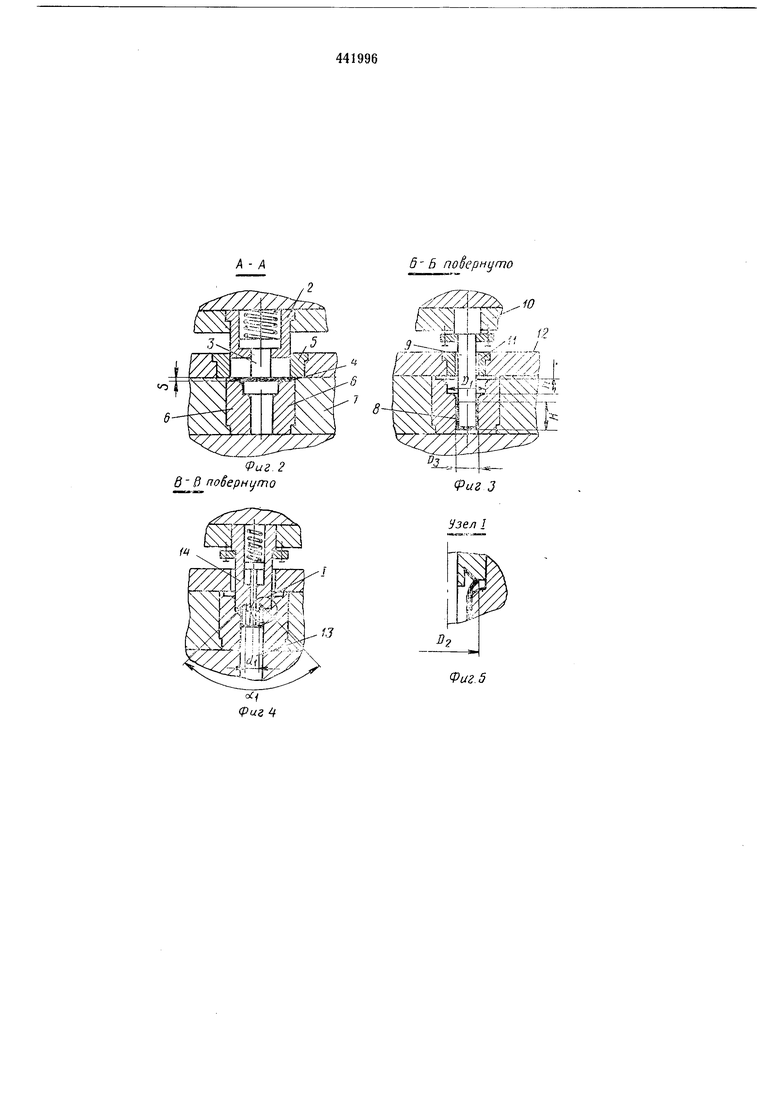
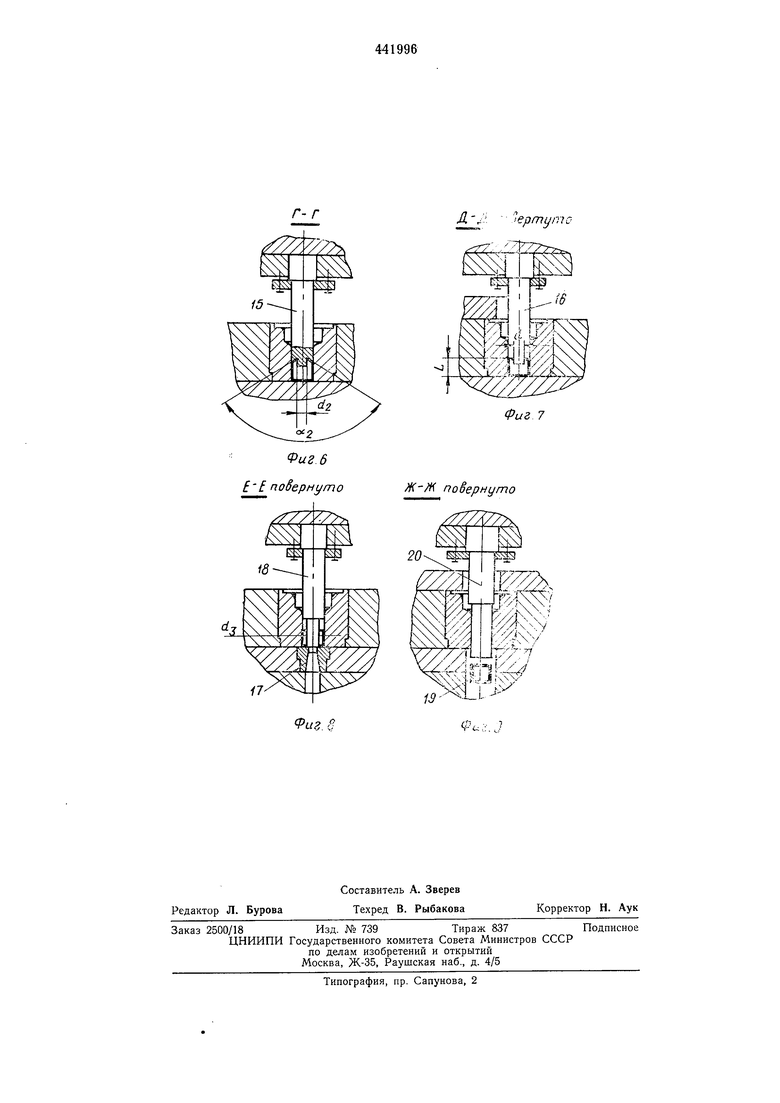
На фиг. 1 изображен штамп с револьверным столом, вид в плане на нижнюю плиту; на фиг. 2 - сечение по А-А па фиг. 1; на фиг. 3 - сечение Б-Б па фиг. 1; па фиг. 4 - сечепие В-В на фиг. 1; па фиг. 5 - узел I на фиг. 4; на фиг. 6 - сечение Г-Г на фиг. 1; на фиг. 7 - сечение Д-Д на фиг. 1; на фиг. 8 - сечепие Е-Е на фиг. 1; на фиг. 9 - сечение Ж-Ж на фиг. 1.
Матрица содержит лепту 1, вырубной пуансон 2, отлипатель 3, заготовку 4, вырубную матрицу5, матрицу 6 для вытяжки и обжимаподсадки торца, револьверный стол 7, стаканполуфабрикат 8, получаемый после операции вытяжки, вытяжпой пуансон 9, пуансоподержатель 10, съемник 11, промежуточную плиту 12, выталкиватель 13, пуансон 14 первого обжима - подсадки, пуансон 15 второго
обжима - подсадки, пуансон калибровочный 16, матрицу пробивную 17, пуансон пробивной 18, готовое изделие 19, пуансон выталкивающий 20.
Подачу ленты 1 производят либо вручную,
либо универсальным подающим устройством, являющимся частью пресса. В штампе выполняют несколько операций. На первой позиции пуансоном 2 производят вырубку заготовки 4 и ее проталкивание отлипателем 3 через вырубную матрицу 5 в центрируюш.ий поясок матрицы 6, которая установлена в револьверном столе 7. Высота центрирующего пояска несколько превышает толщину заготовки 5.
На второй позиции происходит вытяжка стакана-полуфабриката 8, заготовку перемещают револьверным столом, вращающимся по часовой стрелке. Операцию вытяжки производят пуансоном 9, закрепленным в пуансо1юдержателе 10.
Жестким съемником И, установленным в промежуточной плите 12, полуфабрикат снимают с пуансонодержателя 10. При этом стакан-полуфабрикат 8 не выходит полностью из отверстия матрицы 6 с диаметром Di, а, еледовательно, не нарушается его центровка относительно осн матрицы.
На третьей позиции производят операцию предварительного обжима края стакана-полуфабриката 8, совмещенную с операцией подсадки неровностей его торца. Для этого стакан-полуфабрикат 8 выталкивателем 13 перемещают вверх так, что его торец выдвигается из отверстия матрицы 6 с диаметром DS в отверстие с диаметром DI. При этом стаканполуфабрикат полностью не выходит из отверстия с диаметром Di. Затем с помощью нуансона 14, имеющего угол cci при вершине конической поверхности и диаметр di, производят обжим торца стакана-полуфабриката 8, совмещенный с подсадкой его неровностей, причем выступающая часть цилиндрической поверхности стакана-полуфабриката приобретает форму кольцевого уступа, наружный диаметр которого DZ, а внутренний диаметр равен диаметру цилиндрической рабочей поверхности пуансона 14.
На четвертой позиции второго обжима-подсадки неровностей торца стакан-полуфабрикат 8 пуансоном 15, имеющим угол при вершине конической поверхности и диаметр dz.di заталкивают в матрицу 6. При этом
кольцевой уступ, имевший диаметр DZ приобретает форму цилиндрической поверхности диаметра Оз. Поскольку диаметр полуфабриката DS ограничен стенкой матрицы 6, а диаметр отверстия обжатого торца - цилиндрической поверхностью диаметра dz пуансона 15, избыток металла, имеющий место в результате подсадки неровностей торца, перемещается в толщину стенки полуфабриката.
На пятой позиции с помощью пуансона 16 калибруют диаметр и высоту полуфабриката соответственно до размеров ds и а.
Затем при помощи матрицы 17 и пуансона 18 у полуфабриката пробивают отверстие диаметром в донышке.
На последней позиции готовое изделие 19 удаляют пуансоном 20.
Предмет изобретения
Матрица многопозиционного штампа с револьверным станом для штамновки пустотелых деталей с внутренним торцовым буртом, например, типа распорных втулок, отличающаяся тем, что, с целью обеспечения возможности использования матрицы для выполнения последующих формообразующих операций с использованием различных пуансонов и увеличения производительности штампа, цилиндрическая рабочая поверхность матрицы выполнена по меньшей мере двухступенчатой с радиусными рабочими кромками, число которых соответствует числу ступеней.
А- А
Фиг. 2 вВ потери(jmo
6- В поёернуто
(риг 3
Узел 1
Фиг. 5
Г- Г
,;
иг. 8
. ерту/т
Ж- поёернуто
1Ш77Г:7
4
XN. т ..V
.J