Изобретение относится к листовой штамповке и предназначено для изготовления весьма глубоких цилиндрических деталей.
Известен способ многопереходной вытяжки цилиндрических деталей, при котором каждый последующий переход вытяжки предваряют транспортировкой полуфабрикатов из матричного блока в блок обжима с осуществлением в последнем обжима их стенок со стороны открытых торцов до диаметра стенок последующих переходов в их придонных частях (см. авт. св. СССР N 1279708, кл, B 21 D 22/30, Б.И. N 48,1986).
Однако это техническое решение не подкреплено разработкой устройства, обеспечивающего рациональное осуществление указанных в аналоге приемов вытяжки.
Известно также выбранное в качестве прототипа устройство для многопереходной вытяжки цилиндрических деталей, содержащее матричные и пуансонные блоки для осуществления соответствующих переходов вытяжки, а также револьверный диск с трубопроводами для соединения соответствующих отверстий в последнем, обеспечивающих автоматическую транспортировку полых заготовок к пуансонному и матричному блокам вытяжных переходов [1]
Недостаток этого технического решения заключается в сложности осуществления автоматической транспортировки заготовок для последующей вытяжки, что приводит к браку отштампованных заготовок и к нарушению ритмичности работы устройства, а также к повышенной металлоемкости устройства.
Указанная цель достигается тем, что в устройстве для многопереходной вытяжки цилиндрических деталей по [2] содержащем магазин для размещения плоских заготовок, пуансонный блок с приводом его осевого перемещения, размещенный под пуансонным блоком блок вытяжных матриц со сквозными вытяжными отверстиями и с приводом перемещения его в окружном направлении, а также систему автоматического перемещения заготовок и полуфабрикатов на соответствующие позиции вытяжки, предложено блок вытяжных матриц снабдить неподвижно закрепленными под и над последним блоками выталкивателей, обжимных матриц и выталкивателей по переходам вытяжки, равно расположить их в окружном направлении, магазин разместить на блоке обжимных матриц, а систему автоматической транспортировки заготовок и полуфабрикатов для каждого цикла изготовления детали обеспечить фиксированной поворотностью блока вытяжных матриц на два дискретных угловых шага по часовой стрелке и на один сдвоенный угловой шаг против часовой стрелки.
В результате анализа известных технических решений при проведении патентных исследований заявитель не обнаружил решений с признаками, сходными с заявляемым решением, поэтому предлагаемое изобретение обладает существенными отличиями.
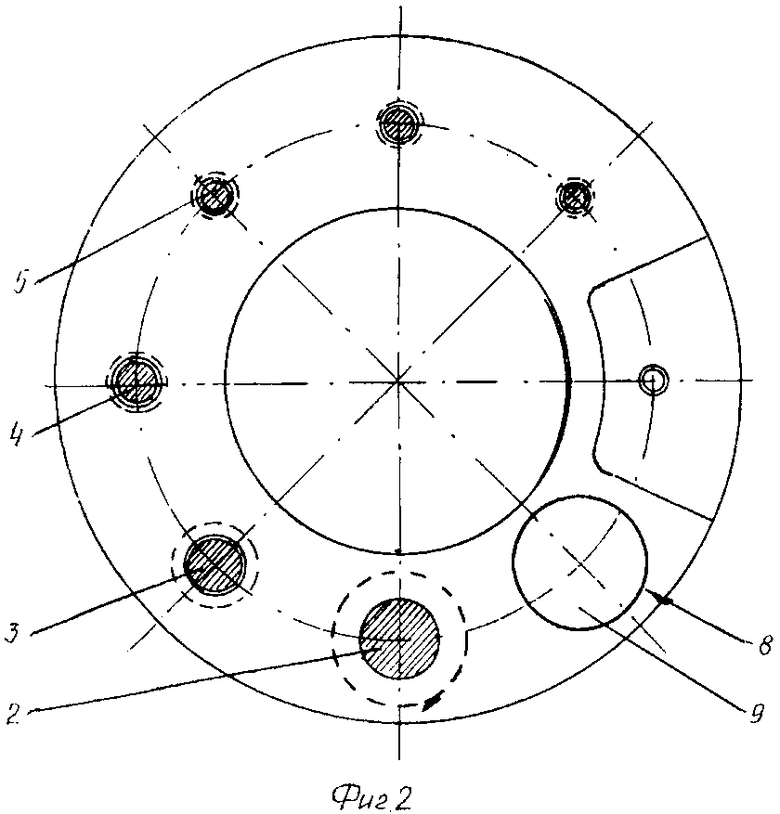
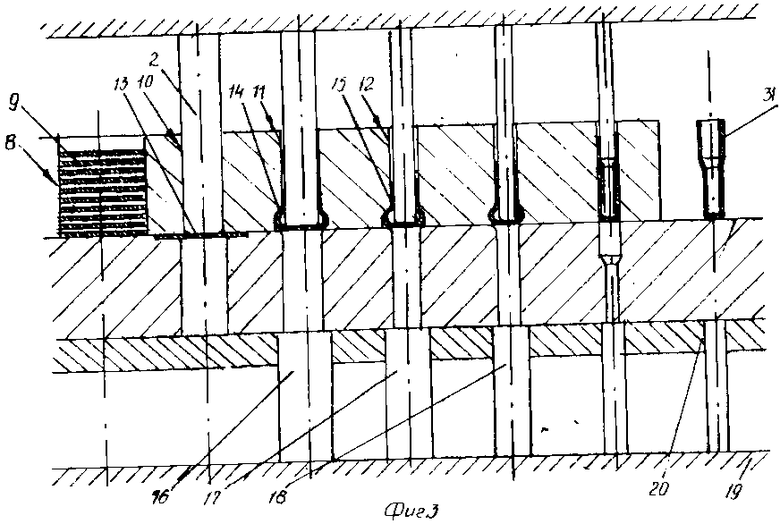
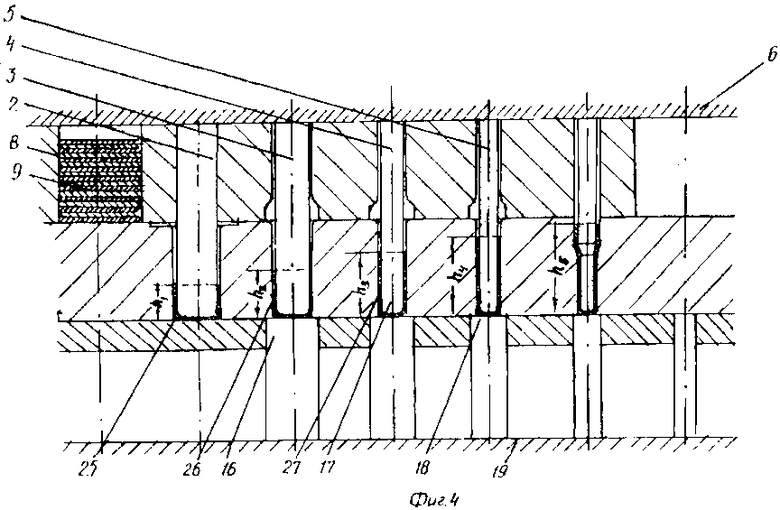
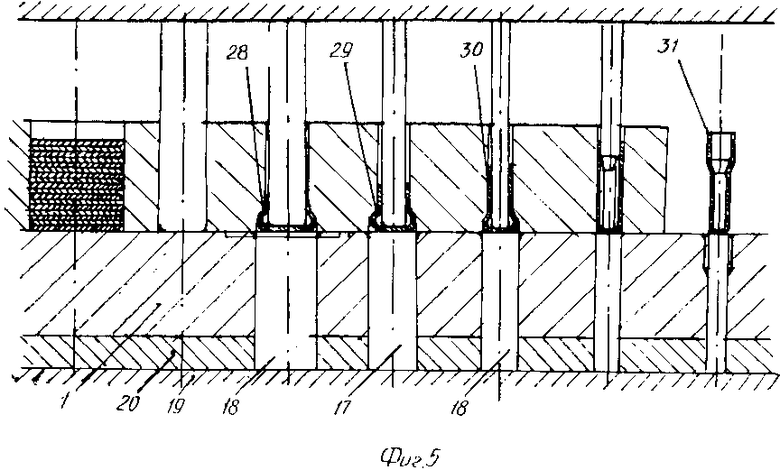
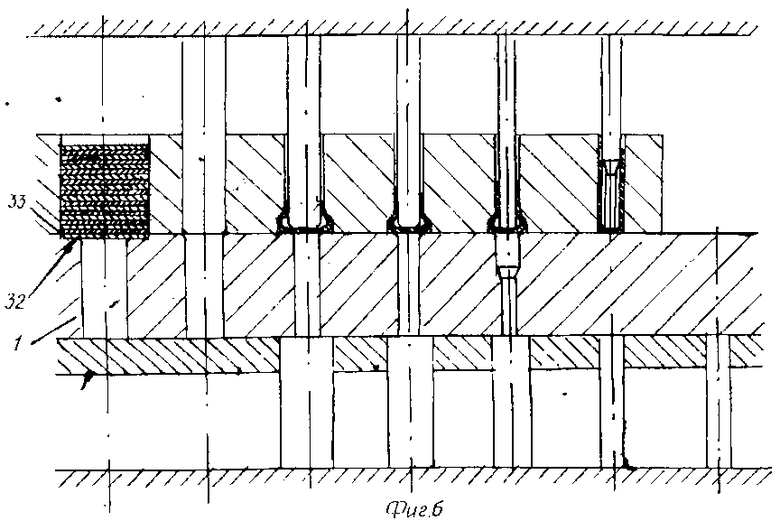
Сущность предложенного технического решения поясняется фигурами, где на фиг. 1 изображено продольное сечение устройства, проходящее через магазин и один из штампов; на фиг. 2 изображен вид сверху (по А-А); на фиг. 3 показана развертка устройства по переходам вытяжки перед осуществлением вытяжных операций; на фиг. 4 то же после осуществления операций вытяжки; на фиг. 5 показана развертка устройства по переходам после транспортировки полуфабрикатов на один угловой шаг и вталкивания последних в блок обжимных матриц; на фиг. 6 то же после поворота блока вытяжных матриц против часовой стрелки на сдвоенный угловой шаг.
Устройство включает в себя следующие основные детали и узлы:
блок вытяжных матриц в виде матричного кольца 1 с вытяжными сквозными отверстиями;
блок вытяжных пуансонов 2,3,4,5. которые закреплены на неподвижной верхней плите 6;
блок обжимных матриц в виде кольца 7, в котором выполнены отверстие магазина 8 для размещения пакета заготовок 9, а также профилированные отверстия 10, 11, 12. для размещения в них пуансонов 2,3,4,5. и заготовок 13,14,15. 1-го, 2-го, З-го. переходов вытяжки;
блок выталкивателей 16,17,18. закрепленных в нижней подвижной плите 19, причем верхние части этих выталкивателей размещены в кольце 20;
стержень-основание 31, к которому при помощи болтов 22 прикреплены блок обжимных матриц 7 и кольцо 20 вместе с матричным кольцом 1, причем последнее выполнено с возможностью фиксированного поворота вокруг оси устройства по поверхностям 23 и 24.
Работа устройства заключается в следующем.
Исходная плоская заготовка 13 для первого перехода вытяжки и полуфабрикаты 14,15. второго, третьего. переходов вытяжки размещены в блоке обжимных матриц 7 (см. фиг. 3).
При рабочем ходе подвижной верхней плиты 6 (привод условно не показан) с вытяжными пуансонами 2,3,4,5. осуществляется вытяжка заготовок 13,14,15. при соответствующих переходах (см. фиг. 4) в полуфабрикаты 25,26,27. в результате чего они получают высоту вытяжки h1, h2, h3.
После осуществления рабочего хода пуансонов 2,3,4,5. последние возвращаются в исходное верхнее положение, а матричный блок 1 поворачивают на один фиксированный угловой шаг по часовой стрелке (привод поворота условно не показан), в результате чего отштампованные и размещенные в его матричных отверстиях полуфабрикаты 25,26,27. устанавливаются в соответствующем положении под блоком обжимных матриц 7, а затем (при подъеме вверх блока выталкивателей 16,17,18.) эти полуфабрикаты обжимаются в блоке обжимных матриц 7 в полуфабрикаты 28,29,30. (см. фиг. 5).
Полученное на последнем переходе изделие 31 выталкивается из матричного отверстия и удаляется из рабочей зоны устройства, например, сдуванием его сжатым воздухом.
Для того чтобы осуществить следующий цикл многопереходной вытяжки изделия 31, необходимо на вытяжную матрицу 1-го перехода вытяжки установить плоскую заготовку 13 из магазина 8, для чего выполняют следующее:
матричное кольцо 1 из положения на фиг. 5 поворачивают против часовой стрелки на фиксированный сдвоенный угловой шаг (см. фиг. 6), чем обеспечивают размещение выемки 32 в матричном отверстии первого перехода под отверстием магазина 8 и опускающаяся нижняя заготовка 33 из пакета заготовок 8 попадает на плоскую рабочую поверхность матрицы;
плоскую заготовку 33 при фиксированном повороте матричного кольца 1 на один угловой шаг по часовой стрелке перемещают под вытяжной пуансон 2 первого перехода вытяжки согласно фиг. З, в результате чего устройство готово для осуществления следующего цикла изготовления детали 31.
В отличие от прототипа в предложенном устройстве система автоматической транспортировки заготовок и полуфабрикатов значительно проще, т.к. в ней, во-первых, отсутствуют трубопроводы для передачи заготовок полуфабрикатов от выполненного перехода вытяжки к следующему переходу и, во-вторых, исключена возможность застревания отштампованных полуфабрикатов в упомянутых трубопроводах в зонах их изгиба, приводящая к переналадке этой системы.
Кроме этого металлоемкость предложенного устройства значительно ниже, чем в устройстве по прототипу, т.к. выполнение вытяжных переходов в штампах с расположением их в окружном направлении позволяет использовать вытяжные матрицы этих штампов для транспортировки полуфабрикатов.
И, наконец, предложенное устройство обеспечивает осуществление способа многопереходной вытяжки по а.с. N 1279708, что приводит к существенному сокращению числа вытяжных переходов при изготовлении весьма глубоких цилиндрических деталей и, как следствие, к еще большему упрощению этого устройства и дальнейшему снижению его металлоемкости.
Использование: для изготовления полых, весьма глубоких цилиндрических изделий, обеспечивает упрощение транспортировки заготовок и полуфабрикатов на соответствующие позиции вытяжки и снижение металлоемкости устройства. Существо изобретения: устройство для вытяжки содержит магазин для размещения пакета плоских заготовок, пуансонный блок с приводом его осевого перемещения, размещенный под ним блок вытяжных матриц в виде кольца со сквозными вытяжными отверстиями и с приводом перемещения его в окружном направлении, а также систему автоматической транспортировки заготовок и полуфабрикатов на соответствующие позиции вытяжки. Блок вытяжных матриц снабжен неподвижно закрепленными соответственно под и над последними блоками выталкивателей и обжимных матриц. Оси вытяжных отверстий, пуансонов, обжимных матриц и выталкивателей по переходам вытяжки равнорасположены в окружном направлении. Магазин для пакета заготовок размещен на блоке обжимных матриц, а система автоматической транспортировки заготовок и полуфабрикатов для каждого цикла изготовления деталей обеспечена фиксированной поверхностью блока вытяжки матриц на два дискретных угловых шага по часовой стрелке и на один сдвоенный угловой шаг - против часовой стрелки. 6 ил.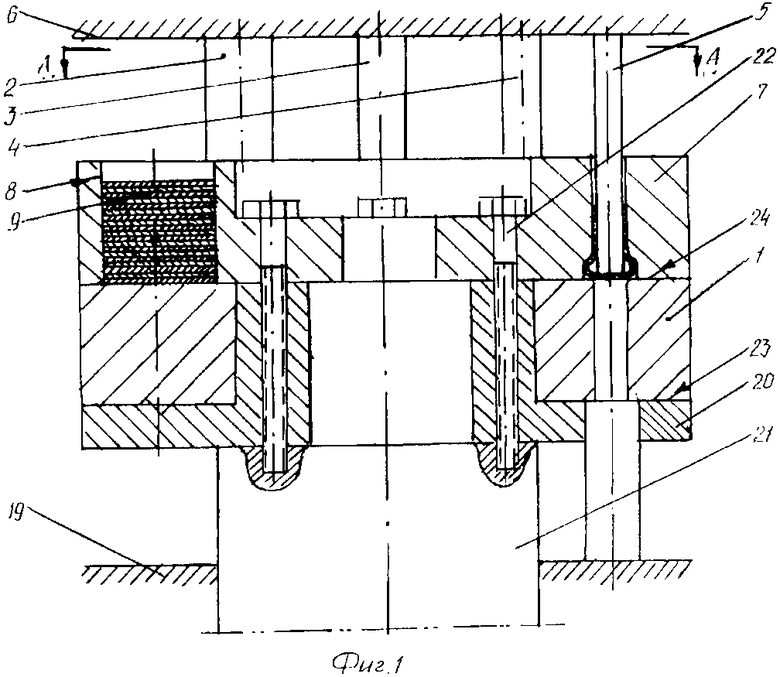
Устройство для многопереходной вытяжки цилиндрических деталей, содержащее магазин для размещения плоских заготовок, пуансонный блок с приводом его осевого перемещения, установленный под пуансонным блоком блок вытяжных матриц со сквозными вытяжными отверстиями и с приводом перемещения его в окружном направлении, а также систему автоматической транспортировки заготовок и полуфабрикатов для их вытяжки, отличающееся тем, что блок вытяжных матриц снабжен неподвижно закрепленными соответственно под и над ним блоками выталкивателей и обжимных матриц, причем оси вытяжных отверстий пуансонов, обжимных матриц и выталкивателей по переходам вытяжки равно расположены в окружном направлении, магазин размещен на блоке обжимных матриц, а система автоматической транспортировки заготовок и полуфабрикатов для каждого цикла изготовления деталей обеспечена фиксированной поворотностью блока вытяжных матриц на два дискретных угловых шага по часовой стрелке и на один сдвоенный угловой шаг против часовой стрелки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мещерин В.Т | |||
| Атлас схем "Листовая штамповка" | |||
| - М.: Машиностроение, 1975, с | |||
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления полых цилиндрических изделий | 1985 |
|
SU1279708A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
