Изобретение относится к области штамповки, в частности к устройствам для вырубки особотонких заготовок с толщиной от 0,1 мм до 0,7 мм с последующим их перемещением между позициями пресса - автомата или многопозиционного штампа, и может применяться в машиностроении, приборостроении и других отраслях промышленности.
Известен вырубной штамп многопозиционного пресса - автомата, содержащий нижнюю плиту с матрицедержателем, матрицей, съемником, направляющей для ленты, верхнюю плиту с пуансонодержателем, пуансоном и отлипателем.
Недостаток данного штампа заключается в том, что он не предусматривает технических средств по предотвращению деформации заготовки при перемещении ее с позиции вырубки на последующие позиции, с применением транспортных средств шиберного, грейферного и другого типа. Захват заготовки во всех случаях осуществляется за поверхность ограниченную лишь
толщиной заготовки, в данном случае в пределах от 0,1 мм - 0,7 мм, что приводит х деформации ее или к остановке пресса - автомата, вследствие заклинивания заготовки на рабочей позиции.
Из технической информации известны и другие технические решения, направленные на устранение данного недостатка, в которых совершенствуются транспортные средства, их узлы и детали, но они не обеспечивают надежности работы пресса - автомата по перемещению особотонких заготовок между позициями пресса, т. к. принцип захвата заготовки остается прежним.
Цель изобретения - расширение функциональных возможностей штампа, путем увеличения площади захвата заготовки.
Поставленная цель достигается тем. что в вырубном штампе, содержащем нижнюю плиту с матрицедержателем, матрицей, съемником, направляющей для ленты, верхнюю плиту с пуансонодержателем, пуансоном и отлипателем, на рабочем торце пуансона закреплен формующий пятак, выел С
vi
00
VI
о ю
CJ
полненный в виде вставки с фланцевой частью, наружный диаметр которой меньше наружного диаметра пуансона, а высота не превышает 0,03 его диаметра, причем пятак снабжен резьбовым упором, соосным отли- пателю.
Вырубной штамп с формующим пятаком, смонтированным на рабочем торце пуансона позволяет получать заготовки с ко нусньЫ фланцем по всему диаметру, что повышает .надежность работы транспортных средств по перемещению особотонких заготовок, за счет увеличения площади захвата, При этом не требуется дополнитель- ных затрат, связанных с изменением конструкции захватов транспортных органов и их узлов, т, к, перемещение заготовок осуществляется с помощью стандартных узлов и деталей. Соотношение размеров пуансона и формующего пятака получено экспериментальным путем, и в случае несоблюдения этого соотношения нарушается целостность заготовки (разрывы, гофры), или происходит заклинивание ее на рабочей позиции.
Таким образом предлагаемое в качестве изобретения техническое решение соответствует критерию изобретения - новизна.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволяет выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию изобретения - существенные отличия.
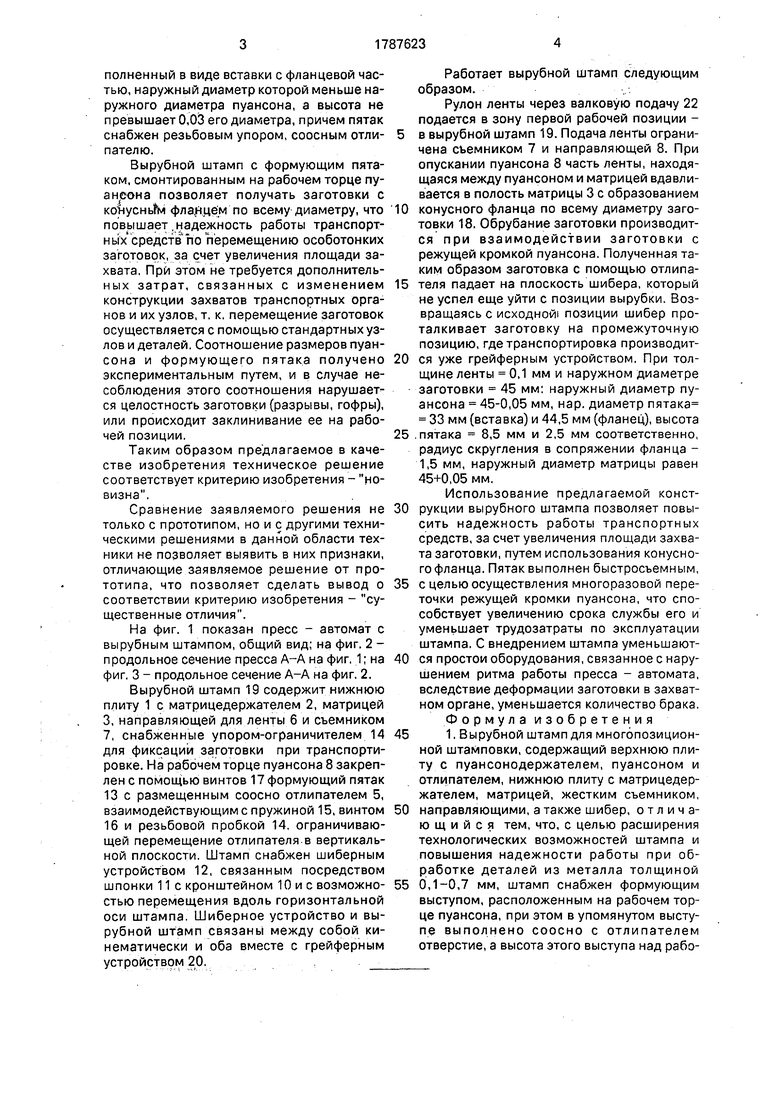
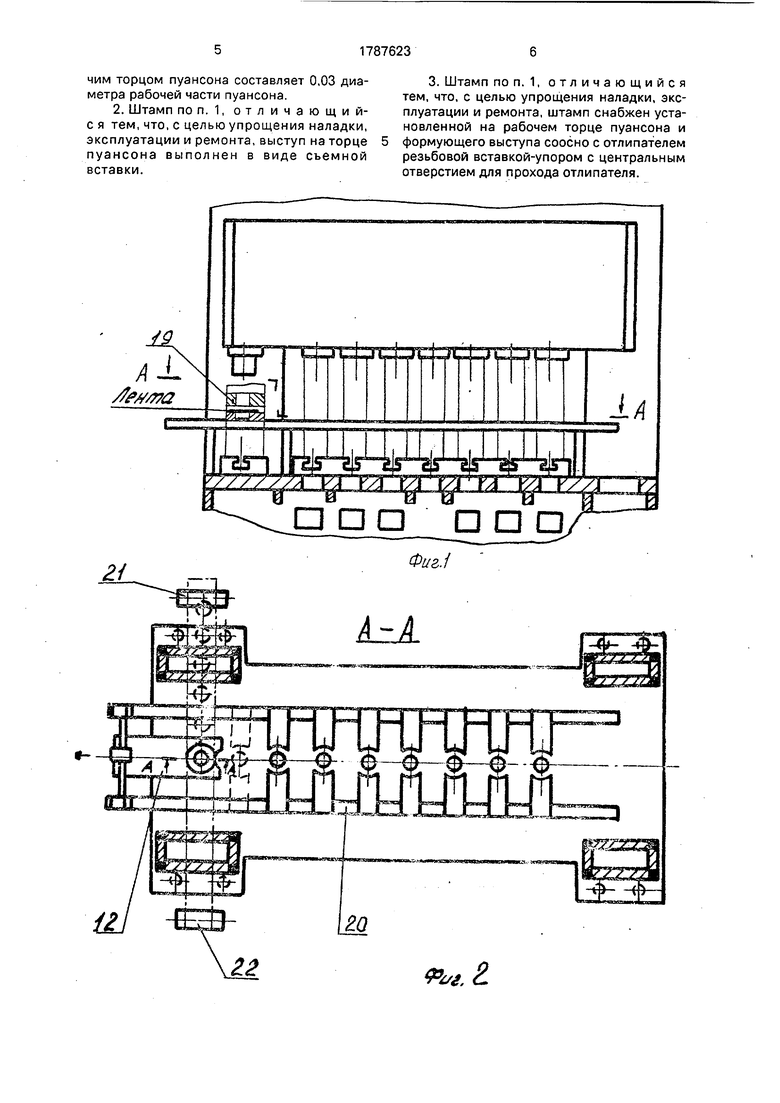
На фиг. 1 показан пресс - автомат с вырубным штампом, общий вид; на фиг. 2 - продольное сечение пресса А-А на фиг. 1; на фиг, 3 - продольное сечение А-А на фиг. 2.
Вырубной штамп 19 содержит нижнюю плиту 1 с матрицедержателем 2, матрицей 3, направляющей для ленты 6 и съемником 7, снабженные упором-ограничителем 14 для фиксации заготовки при транспортировке. На рабочем торце пуансона 8 закреплен с помощью винтов 17 формующий пятак 13 с размещенным соосно отлипателем 5, взаимодействующим с пружиной 15, винтом 16 и резьбовой пробкой 14, ограничивающей перемещение отлипателя в вертикальной плоскости. Штамп снабжен шиберным устройством 12, связанным посредством шпонки 11 с кронштейном 10 и с возможностью перемещения вдоль горизонтальной оси штампа. Шиберное устройство и вырубной штамп связаны между собой кинематически и оба вместе с грейферным устройством 20,, .
Работает вырубной штамп следующим образом.
Рулон ленты через валковую подачу 22 подается в зону первой рабочей позиции в вырубной штамп 19. Подача ленты ограничена съемником 7 и направляющей 8. При опускании пуансона 8 часть ленты, находящаяся между пуансоном и матрицей вдавливается в полость матрицы 3 с образованием
конусного фланца по всему диаметру заготовки 18. Обрубание заготовки производится при взаимодействии заготовки с режущей кромкой пуансона. Полученная таким образом заготовка с помощью отлипателя падает на плоскость шибера, который не успел еще уйти с позиции вырубки. Возвращаясь с исходной позиции шибер проталкивает заготовку на промежуточную позицию, где транспортировка производится уже грейферным устройством. При толщине ленты 0,1 мм и наружном диаметре заготовки 45 мм: наружный диаметр пуансона 45-0,05 мм, нар. диаметр пятака 33 мм (вставка) и 44,5 мм (фланец), высота
.пятака 8,5 мм и 2,5 мм соответственно, радиус скругления в сопряжении фланца - 1,5 мм, наружный диаметр матрицы равен 45+0,05 мм.
Использование предлагаемой конструкции вырубного штампа позволяет повысить надежность работы транспортных средств, за счет увеличения площади захвата заготовки, путем использования конусного фланца. Пятак выполнен быстросъемным,
с целью осуществления многоразовой переточки режущей кромки пуансона, что способствует увеличению срока службы его и уменьшает трудозатраты по эксплуатации штампа. С внедрением штампа уменьшаются простои оборудования, связанное с нарушением ритма работы пресса - автомата, вследствие деформации заготовки в захватном органе, уменьшается количество брака, Формула изобретения
1, Вырубной штамп для многопозицион- ной штамповки, содержащий верхнюю плиту с пуансонодержателем, пуансоном и отлипателем, нижнюю плиту с матрицедержателем, матрицей, жестким съемником,
направляющими, а также шибер, отличающийся тем, что, с целью расширения технологических возможностей штампа и повышения надежности работы при обработке деталей из металла толщиной
0,1-0,7 мм, штамп снабжен формующим выступом, расположенным на рабочем торце пуансона, при этом в упомянутом выступе выполнено соосно с отлипателем отверстие, а высота этого выступа над рабочим торцом пуансона составляет 0,03 диаметра рабочей части пуансона.
2. Штамп по п. 1, отличающий- с я тем, что, с целью упрощения наладки, эксплуатации и ремонта, выступ на торце пуансона выполнен в виде съемной вставки.
3. Штамп поп. 1, отличающийся тем, что, с целью упрощения наладки, эксплуатации и ремонта, штамп снабжен установленной на рабочем торце пуансона и формующего выступа соосно с отлипателем резьбовой вставкой-упором с центральным отверстием для прохода отлипателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Матрица многопозиционного штампа | 1972 |
|
SU441996A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп для многопереходной вытяжки | 1984 |
|
SU1232333A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
Использование: обработка металлов давлением. Сущность изобретения: формующий выступ на рабочем торце пуансона обеспечивает при вырубке из плоской ленты или листа получение заготовки с бортиком, Наличие этого бортика, отформованного выступом на заготовках из металла толщиной 0,1-0,7 мм, позволяет обеспечивать передачу заготовок из тон кого .металла на следующую позицию шиберной подачей, исключает их заклинивание и повышает надежность работы штампа. 2 з. п. ф-лы, 3 ил.
/A/ 5aLJfc2--LflJEZlfea
И ИЕГ
п п a D п а,
А-А
| Дурандин М.М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| - М.: Машиностроение, 1978, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
