1
Изборетение относится к ycx pOjricTBaM для фацетрфования листового стекла, содержащим шлифоваяьные и полировалыше инструменты, конвейер для перемещения стекла в виде установленных в направляющей столиков с ресиверами, сообщающимися с вакуум-системой.
Известное устройство не обеспечивает хорошего качества обработки и ненадежно в работе.
Изобретение позволяет устранить этот недостаток.
Достихвется это тем, что направляющая расположена наклонно и снабжена в верхней и нижней частях упорами, столики установлены вплотную друг к другу в горизонтальной плоскости, а вакуумсистема снабжена барабаном-ресивером, связанным гибким шлангом с ресиверами столиков,
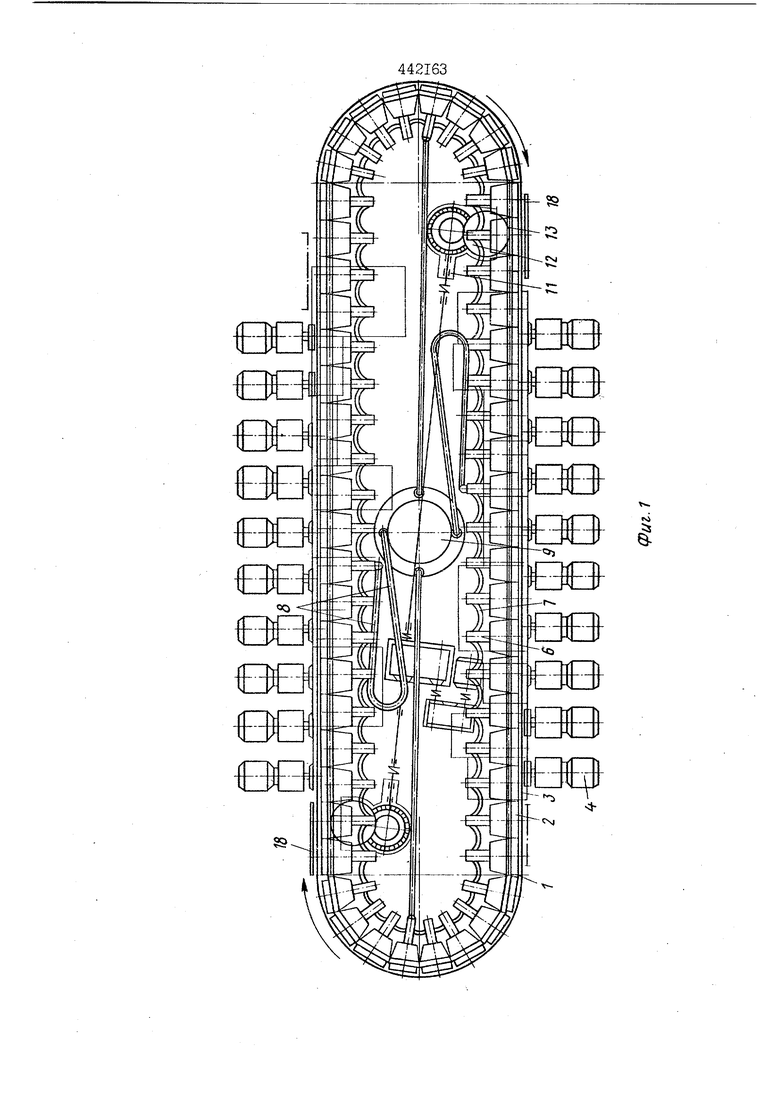
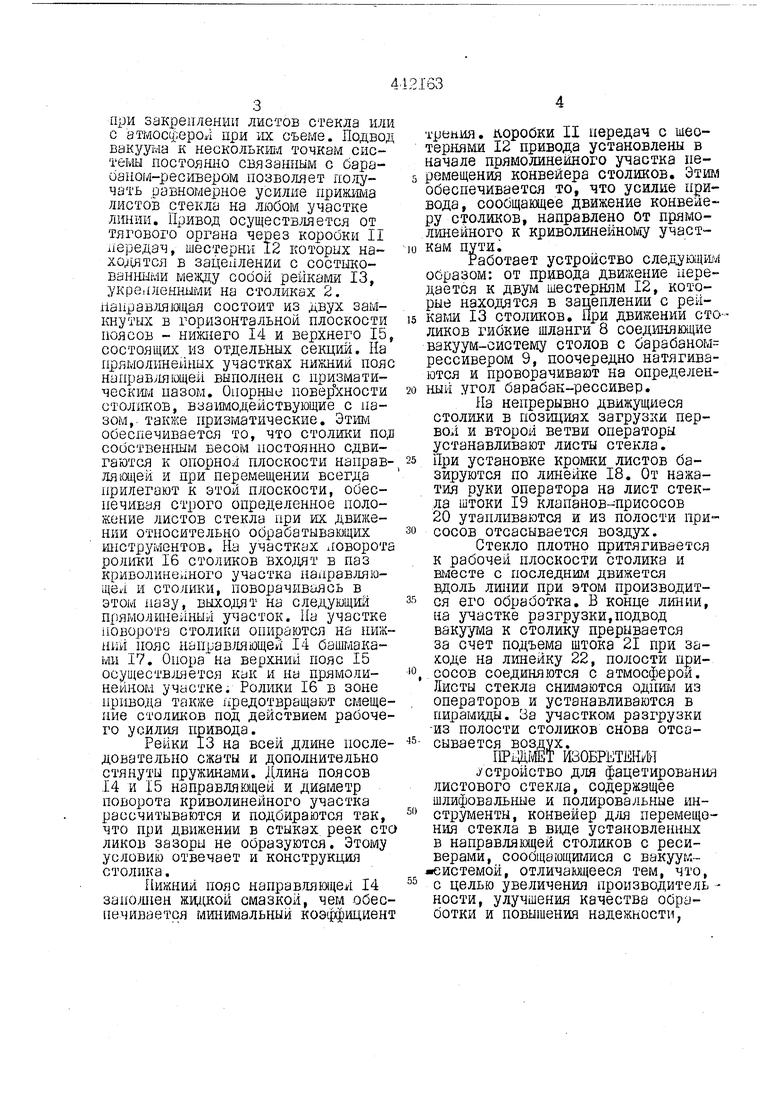
. На фиг.1 изображено предложенное устройство для фацетирования листового стекла в плане: на
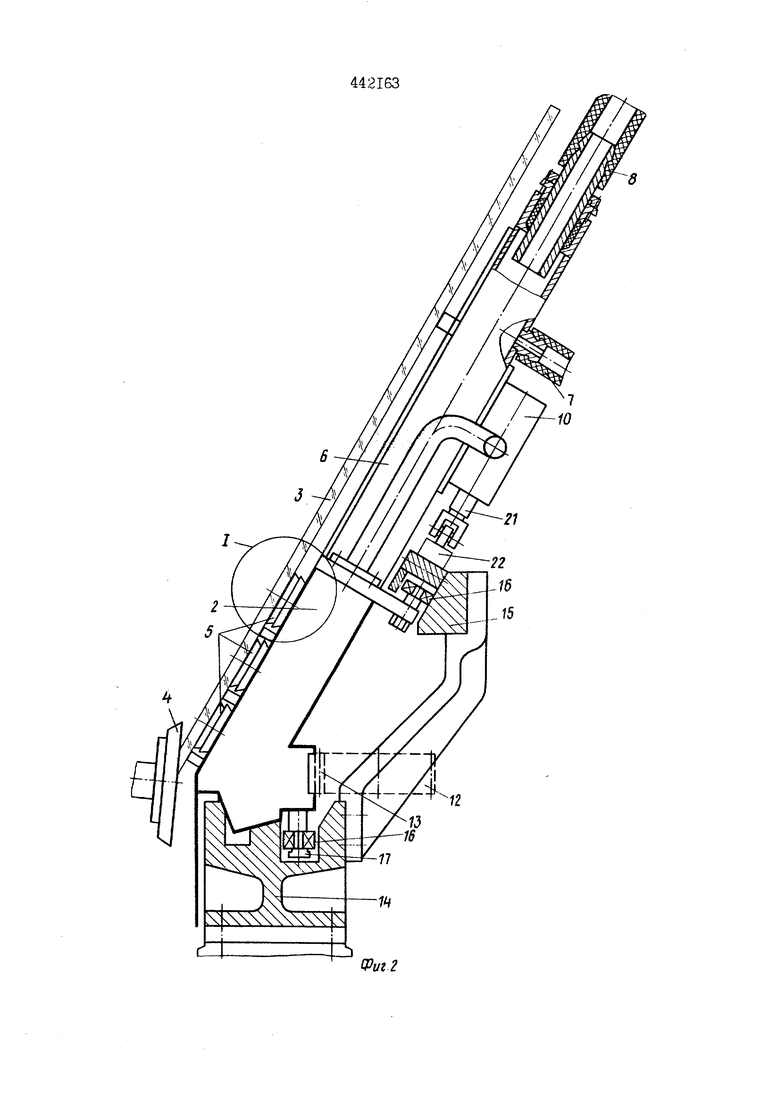
1ФИГ, ; - направляющая, поперечный разрез и вид сбоку: на г. да (р1г.2
Предлагаемое устройство представляет собой горизонтальнозамкнутый конвейер, в состав которого входят направляющая I, по которой движутся столики 2, перемещащие закрепленные на них листы стекла 3 вдоль обрабатывающих станков 4. Вакуум-система линии включает столики 2 с вакуум-присоскайди 5, которыми она удерживает листы стекла. На столиках крепятся ресиверы 6, соединенные последовательно гибкими шлангами 7 в замкнутую вакуум-систему. Подвод вакуума к системе осуществляется несколькими гибкими шлангами 8, соединяющими систему с поворотным барабаном-ресивером 9. Каждый столик 2 снабжен золотником 10, для соединения с вакуум-системой
при закреплении листов стекла или с атмосфероу при iix съеме. Подвод вакуума к несколькжл точкам систеьш постоянно связанным с бараоаном-ресивером позволяет получать равномерное усилие пригоша листов стекла на любом участке линии. Привод осуществляется от тягового органа через коробки li передач, шестерни 12 которых нахо штся в зацеплении с состыкованными между собой рейками 13, укре11яенны1ли на столиках 2. иаиравлящая состоит из двух замки тых в горизонтальной плоскости ноясов - нижнего 14 и верхнего 15, состоящих из отдельных секций. На прямолинейных участках нижний пояс направ;шющей выполнен с при зматическшл пазом. Опорные повер°хности столиков, взаимодействующие с пазом,, также призматические. Этим обеспечивается то, что столики по,и собственьшм весом постоянно сдвигаются к опорной плоскости напревляющей и при перемещении всегда прилегают к этой плоскости, обеспечивая строго определенное положение листов стекла при их движении относительно обрабатывающих шютрументов. На участках поворота ролики 16 столиков входат в паз криволинейного участка паяравляюще. и столики, поворачиваясь в этом пазу, выходят на следующей прямолинейный участок. Па участке поворота столики опираются на нижний нояс направдающей 14 башглаками 17, Опора на верхний пояс 15 ocyu ecтвляeтcя как и на прямолинейном участке. Ролики 16 в зоне привода также предотвращают смещение столшсов под действием рабочего усилвд привода.
Рейки 13 на всей длине последовательно сжаты и дополнительно стянуты пружинами. Длина поясов 14 и 15 направляющей и диаметр поворота криволинейного участка рассчитываются и подбираются так, что при движении в стыках реек сто ликов зазоры не образуются. Этому условию отвечает и конструкьщя столика.
Нижний пояс напраБ.)1яю(цей 14 запошюн жидкой смазкой, чем обеспечивается минимальный коэсрфициент
трен11я, лоробки II передач с шестернями 12 привода установлены в начале прямолинейного участка iia5 ремещения конвейера столиков. Этим обеспечивается то, что усилие привода, сообщающее движение конвейеру столиков, направлено от прямолинейного к криволинейному участкам пути,
Работает устройство следушиш образом: от привода движение передается к ДВУ1Л шестерням 12, которые находятся в зацеплении с рей5 каш 13 столжов. При движении столиков гибкие шланги 8 соедш1яющие вакуум-систему столов с барабаном рессивером 9, поочередно натягиваются и проворачивают на определенный угол барабак-рессивер.
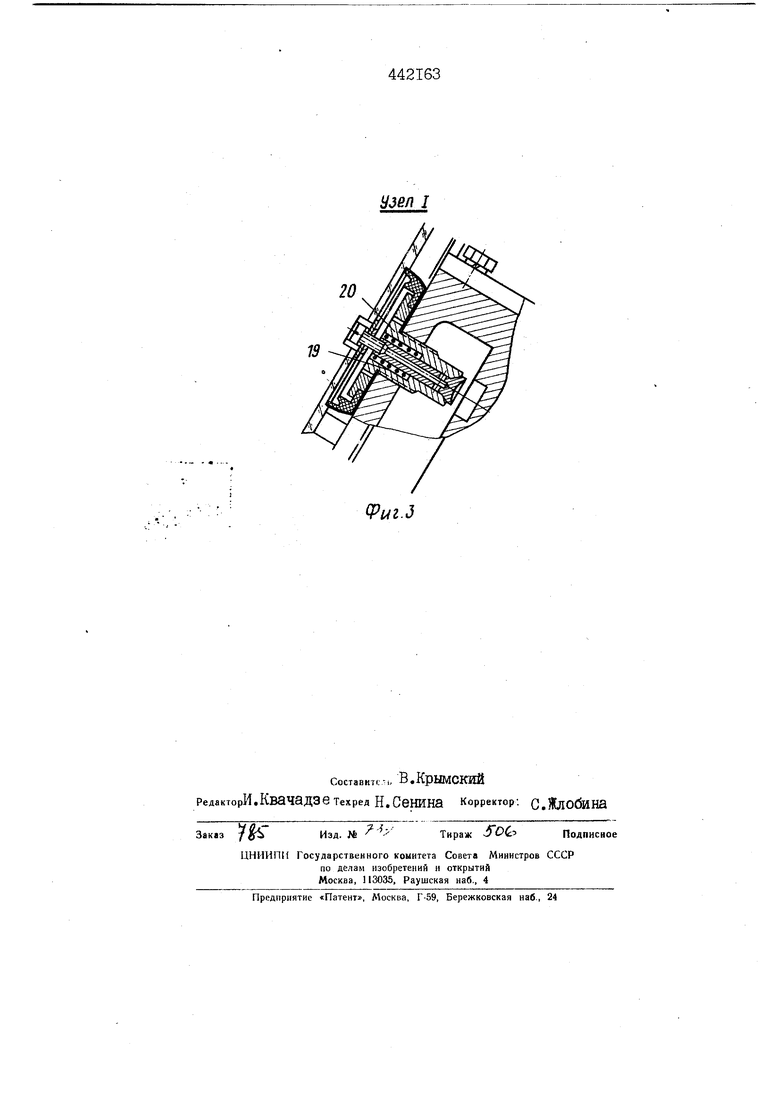
Па непрерывно движущиеся столики в позициях загрузки первой и второй ветви операторы устанавливают листы стекла. При установке кромки листов ба5зируются по линейке 18, От нажатия руки оператора на лист стекла штоки 19 клапанов-присосов 20 утапливаются и из полости при0сосов отсасывается воздух.
Стекло плотно притягивается к рабочей плоскости столика и шюсге с последним движется вдоль линии при этом производится его обработка, В конце линии, на участке разгрузки,подвод вакуума к столику прерывается за счет подъема штока 21 при заходе на линейку 22, полости присосов соединяются с атмосферой. Листы стекла снимаются однлш из операторов и устанавливаются в пирамиды. За участком разгрузки -из полости столиков снова отса5сывается воздух.
ПРхДЖТ ИЗОБРЕТЕНИИ Устройство для фацетирования листового стекла, содержащее шлифовалыше и полировальные ин0струменты, конвейер д;1я перемещения стекла в врще установленных в направляющей столиков с ресиверами, сообщающшлися с вакуукеистемой, отличающееся тем, что,
5 с целью увеличения производитель ности, улучшения качества обработки и повышения надежности, напоавляющая расположена наклон1о и HaSa в верхней и нижней частях тоорамиТ столики установлены вплойую друг к другу в горизонтальной плоскости; евакуум-система снабжена барабаном-ресивером, связанным гибкими шлангами с ресиверами столиков.
Риг2
20
19
yjen I
fPui.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фацетирования прямоугольных листов стекла | 1977 |
|
SU676572A1 |
| Устройство для фацетирования листов стекла | 1979 |
|
SU918039A1 |
| Устройство для фацетирования листовогоСТЕКлА | 1979 |
|
SU837780A1 |
| Устройство для обработки торцов и фасок листового стекла | 1984 |
|
SU1255399A1 |
| Устройство для фацетирования прямоугольных листов стекла | 1986 |
|
SU1404483A2 |
| Устройство для фацетирования прямоугольных листов стекла | 1986 |
|
SU1404484A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2041789C1 |
| Перегрузочное устройство для листового материала | 1973 |
|
SU529980A1 |
| Грузозахватное устройство | 1990 |
|
SU1791321A1 |
| УСТРОЙСТВО для ОТДЕЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОКот стопь[ | 1973 |
|
SU377184A1 |