(54) АВТОКЛАВ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО
СТЕКЛА
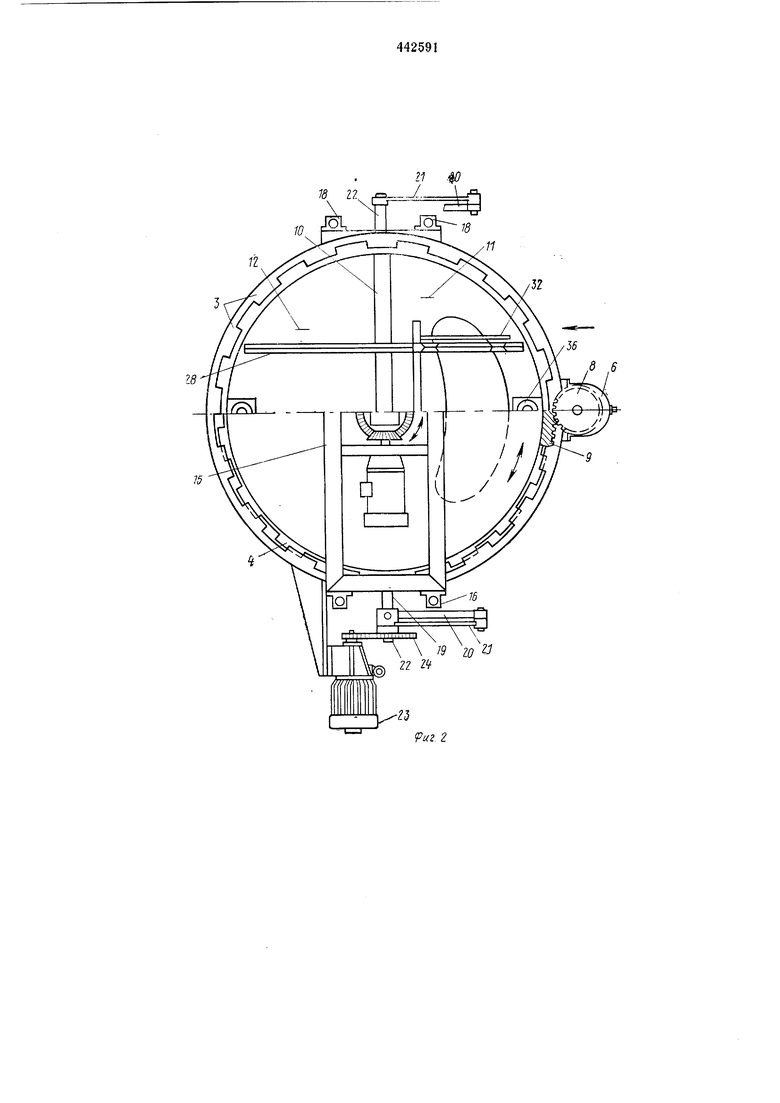
сти в подпятниках 18, закрепленных снаружи по бокам автоклава. На фронтальной части рамки 15 находятся конпы валов 19, связанных с шатунами 20. Шатуны 20 при своем повороте приводят в движение кривошипы 21. Кривошипы 21 скреплены чекой с краями вала 22. Вал 22 пересекает автоклав в горизонтальном направлении и расположен в верхней части разделительной перегородки 10. Мотор 23 перемеш,ает шатунно-кривошипный механизм 20, 21 вверх и вниз через промежуточный вал 22 и зубчатую шестерню 24, при этом крышка 2 также поднимается и опускается.
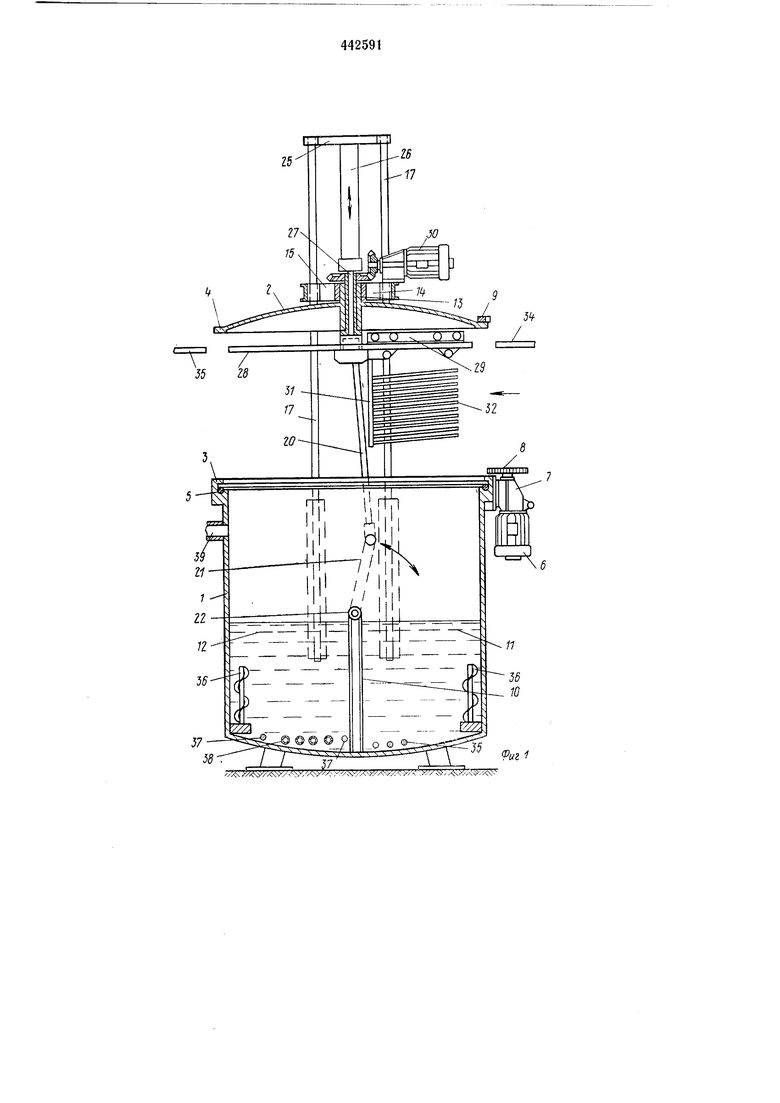
В верхней части тяг 17 расположена поперечная рама 25, несуш,ая домкрат 26. Тяга 27 домкрата пересекает Полую цилиндрическую муфту крышки 2, в которой она может скользить. В нижней части тяги домкрата закреплены рельсы 28. Под действием домкрата 26 рельсы 28 также могут быть подняты или опуш,ены вместе с тележкой 29, несушей стеклянные пластины, в зависимости от положения крышки. Рельсы 28 могут враш,аться с тягой 27 домкрата от мотора 30. Враш,ение рельсов возможно только в верхнем их положении по отношению к крышке 2.
Тележка 29 перемешается по рельсам 28, и к ней прикреплены держатели 31 загрузки пластин, на которых имеются пластины 32, Предназначенные для заготовок 33 стекла.
При заполнении автоклава тележка 29 перемеш,ается с рельсов 34 на рельсы 28, а после окончания обработки - с рельсов 28 на рельсы 35. Внутри камеры 11 расположены нагревательные элементы 35, поддерживаюш,ие температуры около 140°С.
Мешалки 36 предназначены для интенсивного перемешивания жидкости.
В камере 12 расположены нагревательные элементы 37 и охлаждаюшие элементы 38, которые также регулируются термостатом, поддерживая температуру равной 60°С.
Когда крышка 2 находится в верхнем положении, тележку 29 переводят на рельсы 28, при этом заготовки 33 (два стекла с вложенным между ними слоем поливинилбутироля) предварительно дегазированы, покрыты слоем пластичного материала и нагреты до температуры, немного меньшей 140°С. После этого крышка 2 опускается ведущими тягами 17 под действием мотора 23. При включении мотора 6 крышка 2 совершает небольшое врашательное движение для герметичного закрытия автоклава. Затем с помош,ью домкрата 26 тележка 29 с укрепленным на ней держателем 31 и пластинами 32 опускается в камеру И и выдерживается в находящейся в ней жидкости до нагрева заготовок до заданной температуры. Одновременно через штуцер 39 вводят в автоклав воздух иод давлением до тех пор, пока давление в автоклаве не достигнет 10 атм. Когда заготовки нагреваются до заданной температуры, рельсы 28 вместе с тележкой 29 поднимаются, а затем с помош,ью
мотора 30 рельсы 28 поворачиваются на 180°. После этого с помошью домкрата 26 рельсы 28 вместе с тележкой 29 вновь опускаются вниз, и заготовки погружаются в охлаждающую жидкость, находяшуюся в камере 12. После того, как стекло остынет до температуры порядка 60°С, давление сбрасывают. Затем открывают крышку 2, поднимают рельсы 28 до уровня рельс 35 и переводят тележку 29 па
эти рельсы.
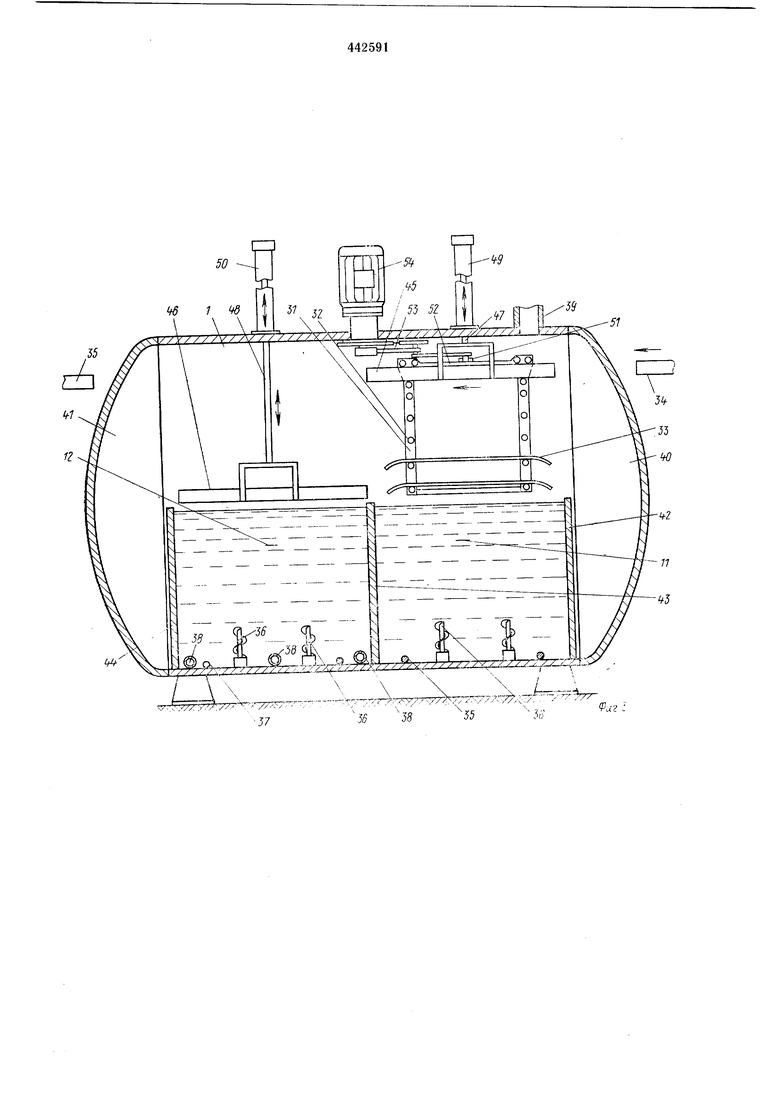
Автоклав 1 горизонтального типа (фиг. 3) включен в производственную линию. Автоклав спереди закрыт крышкой 40, сзади - крышкой 41. Механизм закрывания аналогичен соответствующему механизму, представленному на фиг. 1 и 2. В нижней половине автоклава 1 имеются поперечные стенки 42, 43, 44, которые образуют две камеры 11 и 12, содержащие жидкость для обработки. В камере 11 расположены нагревательные элементы 35, управляемые термостатом, которые нужны для поддержания постоянной температуры нагревающей жидкости. Мешалки 36 обеспечивают хорошую гомогенность жидкости. Внутри камеры 12 имеются нагревательные 37 и охлаждающие 38 элементы. Эти устройства также управляются термостатом и поддерживают постоянную температуру охлаждающей жидкости, которая интепсивно перемешивается мешалками 36. Через штуцер 39 в автоклав вводят поток газа под давлением.
Над камерами 11 и 12 размещены рельсы 45 и 46. Эти рельсы фиксированы на поршневых штоках 47 и 48 соответственно, приводимых в действие домкратами 49 и 50 между верхним и нижним положениями. В верхнем положении рельсы 45 (или 46) находятся на высоте рельс 34 (или 35). На этих рельсах могут перемешаться держатели 31, горизонтальные -пластины 32 которых поддерживают заготовки 33 стекла. Держатели 31 снабжены в своей верхней части соединительным узлом 51, связанным с ведущим шпинделем 52 двуплечевого шатуна 53. Шатун 53 приводится в
движепие мотором 54. Ведущий шпиндель 52 участвует в возвратно-поступательном линейном движении, при котором держатель 31 может быть перемещен с рельс 45 на рельсы 46. Для загрузки автоклава открывают крышку
40. В этом случае рельсы 34 приводятся в контакт с рельсами 45, и держатель 31, который находится на рельсе 34, перемещается на рельс 45. Затем закрывают крышку 40. С помощью домкрата 49 рельс 45 опускают вместе
с держателем 31, и в автоклав через штуцер 39 вводят газ под давлением. Когда заготовки 33 стекла примут температуру окружающей жидкости, рельс 45 и держатель 31 поднимают до верхнего положения с помощью домкрата 49. Благодаря шатуну 53 держатель перемещается на рельс 46. Затем с помощью домкрата 50 опускают рельс 46 в камеру 12, содержащую охлаждающую жидкость. Когда пластины стекла примут температуру охлаждающей жидкости, рельс 46 снова поднимают
в его верхнее положение и сбрасывают давление. Открывают крышку 41, рельс 35 приводят в контакт с рельсом 46 и перемещают держатель на рельс 35 с последующей передачей на дальнейшую обработку.
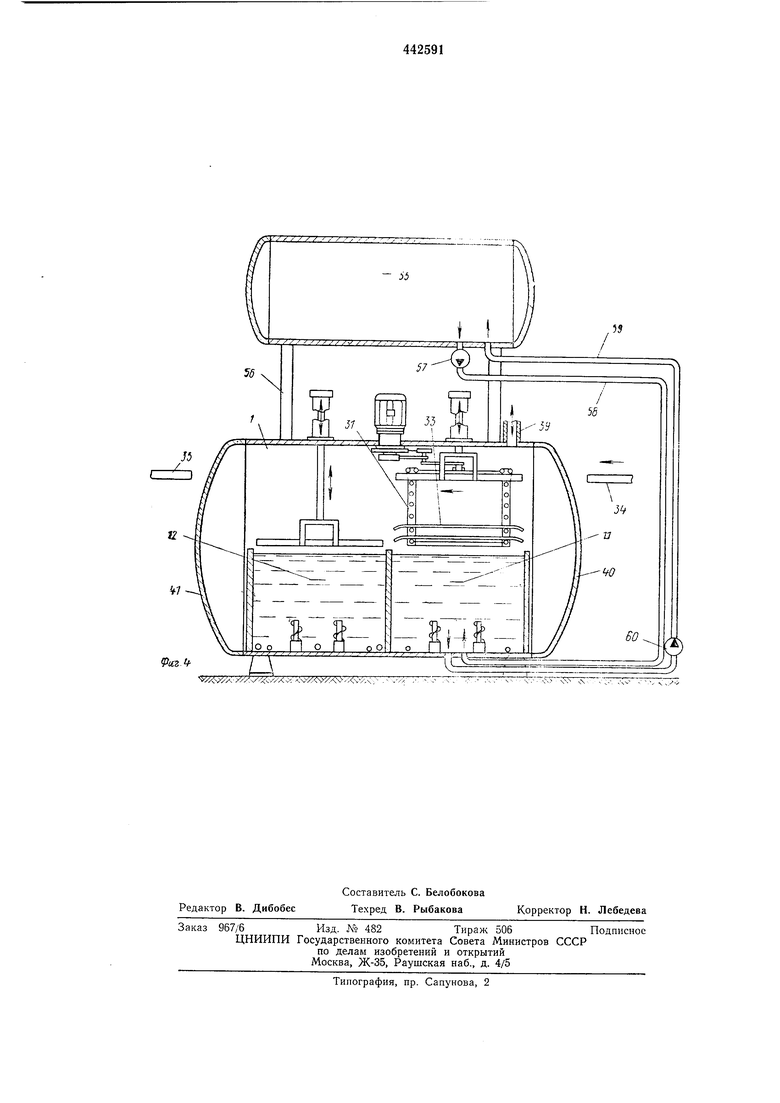
На фиг. 4 представлен вариант, позволяющий использовать воду в качестве нагревательной жидкости, постоянно поддерживая температуру 140°С. Для этого снаружи автоклава I, аналогично автоклаву на фиг. 3, устанавливают резервуар 55 под давлением. Резервуар 55 расположен на опорах 56, фиксированных на автоклаве 1. В этом резервуаре находится перегретая вода при требуемой температуре 140°С, нагревательное устройство поддерживает эту температуру. Как только держатель 31, загруженный заготовками 33, окажется в нижней части автоклава 1, и крышки 40 и 41 будут закрыты, вода, которая находится в резервуаре 55, накачивается с помощью насоса 57 по трубопроводу 58 в камеру 11. Повышенное давление в автоклаве получают при инжекции сжатого воздуха через штуцер 39 перед заполнением камеры 11.
Трубопровод 58 и трубопровод 59 для откачки имеют размеры, достаточные для быстрой загрузки и опорожнения камеры П. Как только камера наполнится, держатель 31 погружают в перегретую воду. Затем остальная часть автоклав работает так же, как автоклав по фиг. 3. Как только стеклянные пластины
извлекают из камеры II, в резервуар 55 подают сжатый воздух с помощью насоса 60. Автоклав может быть открыт, комплекс стеклянных пластин перемещают с держателя на рельсы 35, а новые заготовки, прибывшие на рельсе 34 загружают в автоклав.
Предмет изобретения
1. Автоклав для изготовления многослойного стекла, содержащий корпус с герметичной крышкой и приспособления для создания и поддержания заданного давления и температуры, отличающийся тем, что с целью
обеспечения термообработки при разных температурах, -корпус автоклава разделен на две камеры, в каждой из которых установлено приспособление для создания и поддержаппя заданных температур, а в газовом пространстве автоклава над камерами смонтировано устройство для переноса обрабатываемых изделий из одной камеры в другую.
2.Автоклав по п. 1, отличающийся тем, что корпус разделен на камеры перегородкой, высота которой равна половине высоты автоклава.
3.Автоклав по пн. 1 и 2, от л и ч а ю ц; и йс я тем, что, с целью последовательной обработки многослойных стекол, он выполнен
с загрузочными отверстиями, расположенными в торцах корпуса и закрытых крышками.
1
11
21 .0
лл /
22 2
Раг. г и й
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССОГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ГИБКИ СТЕКЛЯННОГО ЛИСТА | 1990 |
|
RU2031864C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКОЛ | 1990 |
|
RU2079455C1 |
| Манипулирующее устройство | 1974 |
|
SU615843A3 |
| Устройство для электролитического осаждения алюминия | 1982 |
|
SU1175362A3 |
| Способ изготовления многослойного стекла | 1974 |
|
SU735164A3 |
| Установка для изготовления предварительно напряженных бетонных элементов на стенде | 1973 |
|
SU741786A3 |
| Транспортный промышленный робот | 1987 |
|
SU1743845A1 |
| ЭЛЕКТРОВОЗ ПОСТОЯННОГО ТОКА "ЭЛЕКТРОВОЗ ПОСТОЯННОГО ТОКА В.С.ГРИГОРЧУКА" | 1996 |
|
RU2092347C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРФОСФАТА | 1931 |
|
SU43375A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |