1
Изобретение относится к устройствам для производства абразивных инструментов гальваническим способом.
Известна установка для изготовления абразивного инструмента гальваническим способом, включающая гальваническую ванну, шпиндельный узел, привод вращения, узел подвода тока, электронагреватели и матрицу.
Предложенная установка отличается тем, что матрица выполнена герметичной с отверстиями для входа и выхода электролита, закрытыми пористыми диафрагмами, входные отверстия расположены ближе к оси вращения, чем выходные, последние снабжены дроссельными шайбами для регулирования скорости протока электролита, а входные - трубками для забора электролита.
Установка обеспечивает постоянный контакт абразивных зерен с покрываемой поверхностью и регулирование протока электролита в межэлектродном пространстве.
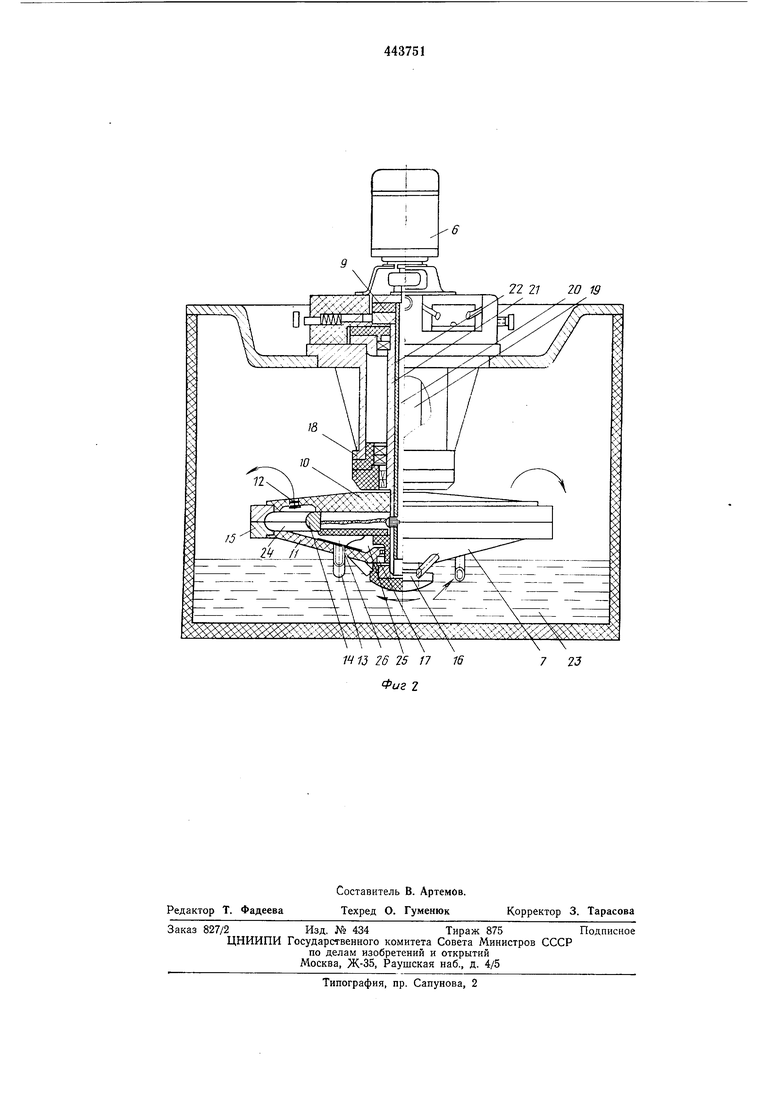
Па фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - разрез по оси шпиндельного узла и матрицы.
Установка состоит из гальванической ванны 1 с рубашкой обогрева 2, поворотной крышки 3 с приводом поворота 4, шпиндельного узла 5 с приводом 6 вращения матрицы, матрицы 7 и пульта управления 8. Сверху шпиндельного узла 5 расположен коллектор 9 для подачи напряжения к матрице 7, состоящей из верхней 10 и нижней 11 крышек с дроссельными шайбами 12 и напорными трубками 13, анода 14 и катода 15. Для предотвращения попадания электролита в шпиндельный узел предусмотрены гайка 16 с прокладкой 17 и армирова)шые кольца 18. Шпиндель 19 состоит из двух токопроводящих трубок 20 и 21, разделенных диэлектриком 22. По трубке 20 напряжение подается на анод 14, по трубке 21 -на катод 15. При включении привода 6 начинают вращаться шпиндель 19 с матрицей 7. Трубки 13 благодаря скоростному напору подают электролит 23 в межэлектродное пространство 24.
Под действием центробежной силы электролит, захватывая абразивные зерна 25, устремляется к периферии межэлектродного пространства, где создается область повьпиепного давления, и выбрасывается в ванну через
дроссельные шайбы 12. После подачи напряжения на анод и катод начинается фоцесс заращивания абразива ионами метал.г1а на поверхности катода. Уносу из межэлектродпого пространства
абразивных зерен 25 препятствуют пористые диафрагмы 26, вклеенные с внутренней стороны верхней и нижней крышек матрицы.
Регулирование и контроль числа оборотов привода и электрических параметров процесса заращивания осуществляется с пульта
управления 8. Скорость протока электролита регулируется как числом оборотов привода, так и проходным сечением дроссельных шайб 12.
Предмет изобретения
Установка для изготовления абразивного инструмента гальваническим способом, включающая гальваническую ванну, шпиндельный узел, привод враш,ения, узел подвода тока, электронагреватели и матрицу, отличающаяся тем, что, с целью обеспечения постоянного контакта абразивных зерен с покрываемой поверхностью и регулирования протока электролита в межэлектродном пространстве, матрица выполнена герметичной с отверстиями для входа и выхода электролита, закрытыми пористыми диафрагмами, входные отверстия расположены ближе к оси вращения, чем выходные, последние снабжены дроссельными шайбами для регулирования скорости протока электролита, а выходные - трубками для забора электролита.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1992 |
|
RU2043911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРО-АБРАЗИВНЫХ КРУГОВ | 1973 |
|
SU368969A1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1004086A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1407783A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1328179A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1250449A1 |
| Способ изготовления алмазного инструмента на гальванической связке | 1990 |
|
SU1757807A1 |
| Устройство для электрохимической регенерации окисленного электролита железнения | 1987 |
|
SU1502668A1 |
2S 25 17 167 23
V л
Фиг 2
