Изобретение относится к области сварки, а именно к конструкции устройства для сборки под сварку узлов таврового сечения, которое вяожет быть использовано в судостроительной промышленности, а также в машиностроении при изготовлении металлоконструкций.
Известно устройство для сборки под сварку узлов таврового сечения, содержащее станину, на которой расположены горизонтальные опоры для стенки и полки, а также корпус, в котором с возможностью поворота вокруг вертикальной оси смонтирована плита с выполченными, на ней горизонтальными направляющими для перемещения по ним ползуна, снабженного упором для поджима полки к стенке,
Дяя повышения качества сборки узлов под сварку предлагаемое устройство оснащено дополнительной закрепленной на станине плитой, на
которой с возможностью поступательного перемещения по предусмотрен- ным на ней горизонтальным надравлятт смонтирован корпус, причем направление перемещения корпуса по дополнительной плите перпендику. лярно направлению перемещения пол зуна с упором по основной штате.
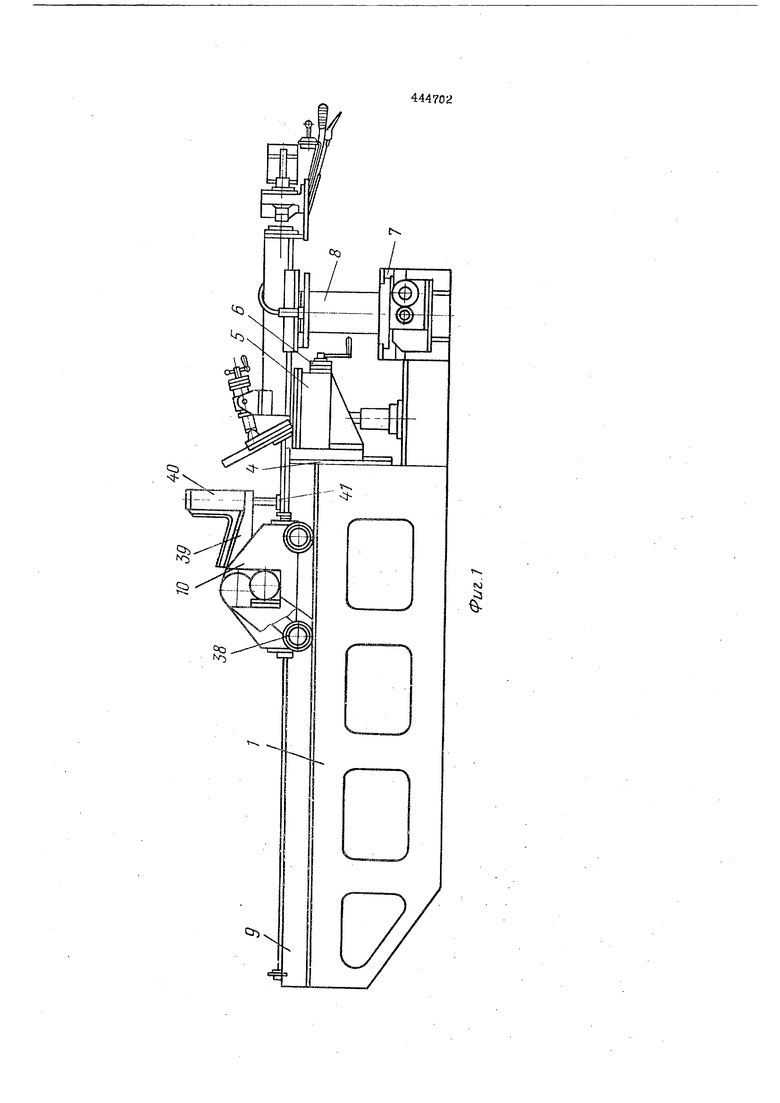
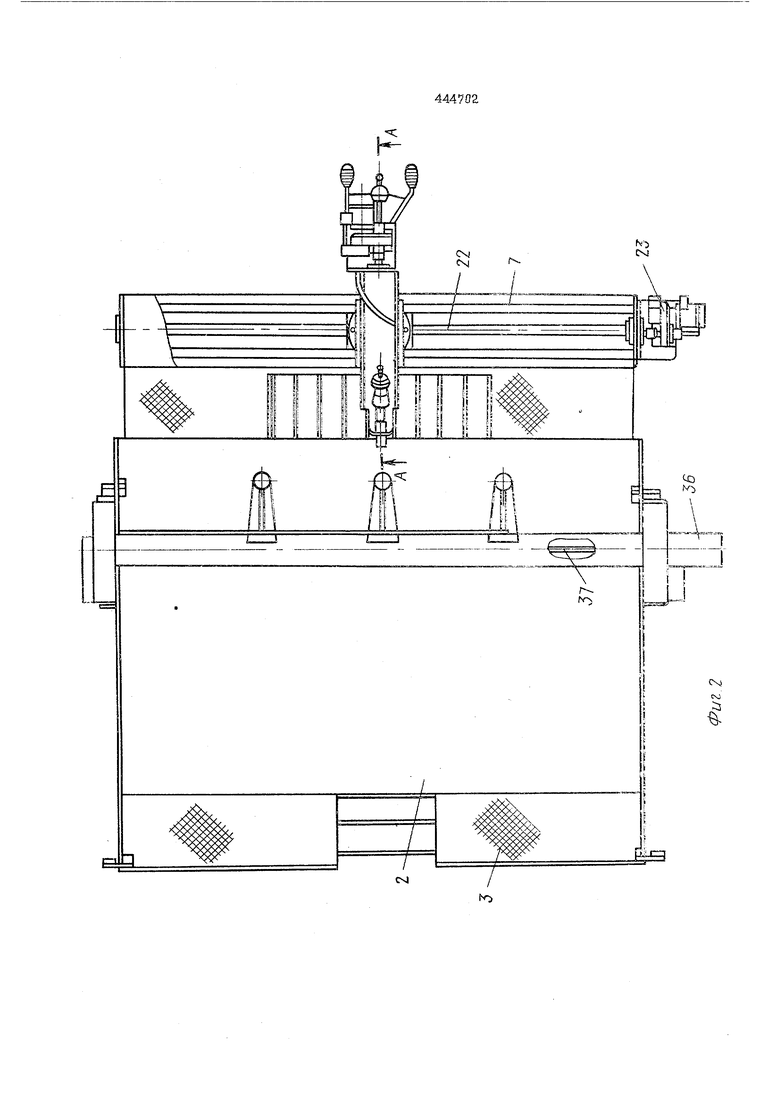
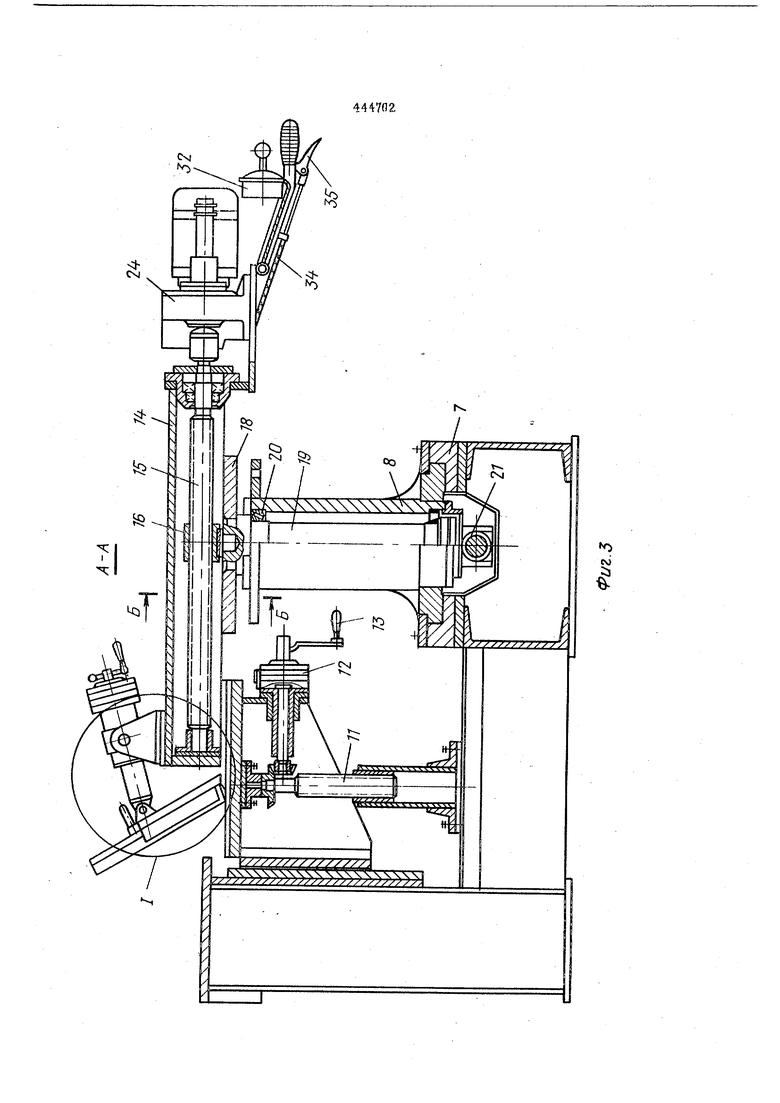
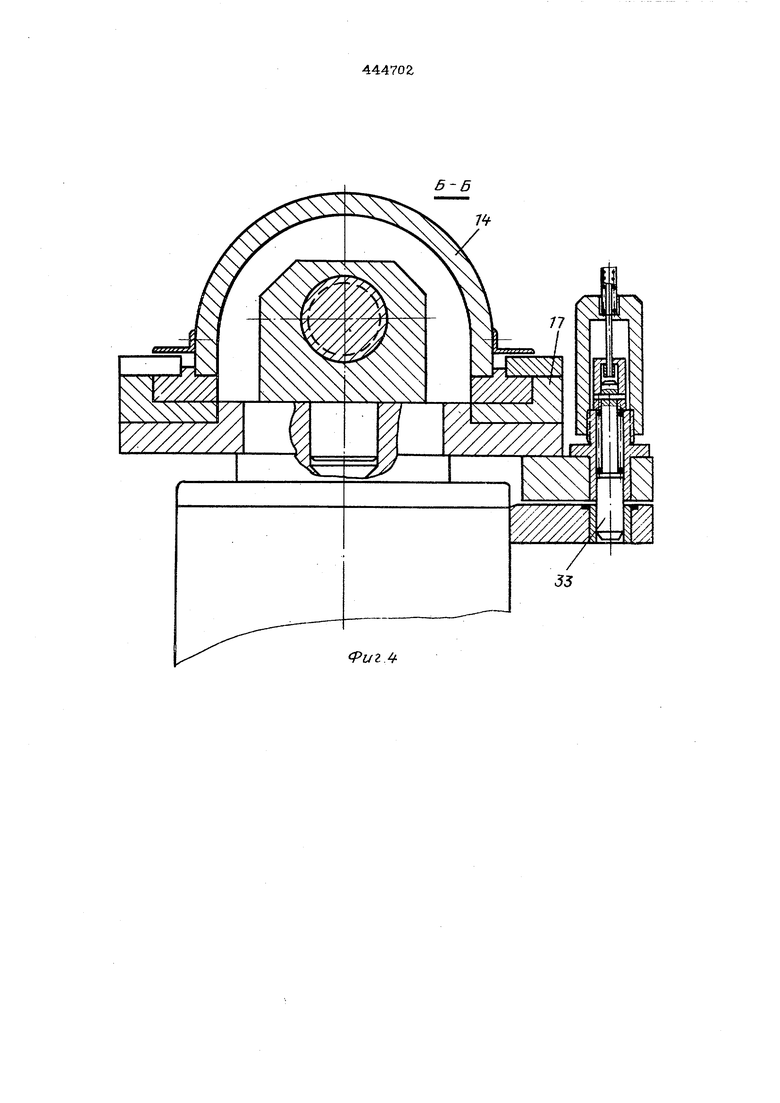
На фиг. I показано предлагаемое устройство, вид сбоку; на фиг, 2 - то же, вид в плане: на фиг. 3разрез по А-А на фиг, 2; на фиг. 4 - разрез по Б-Б на фиг, 3; на
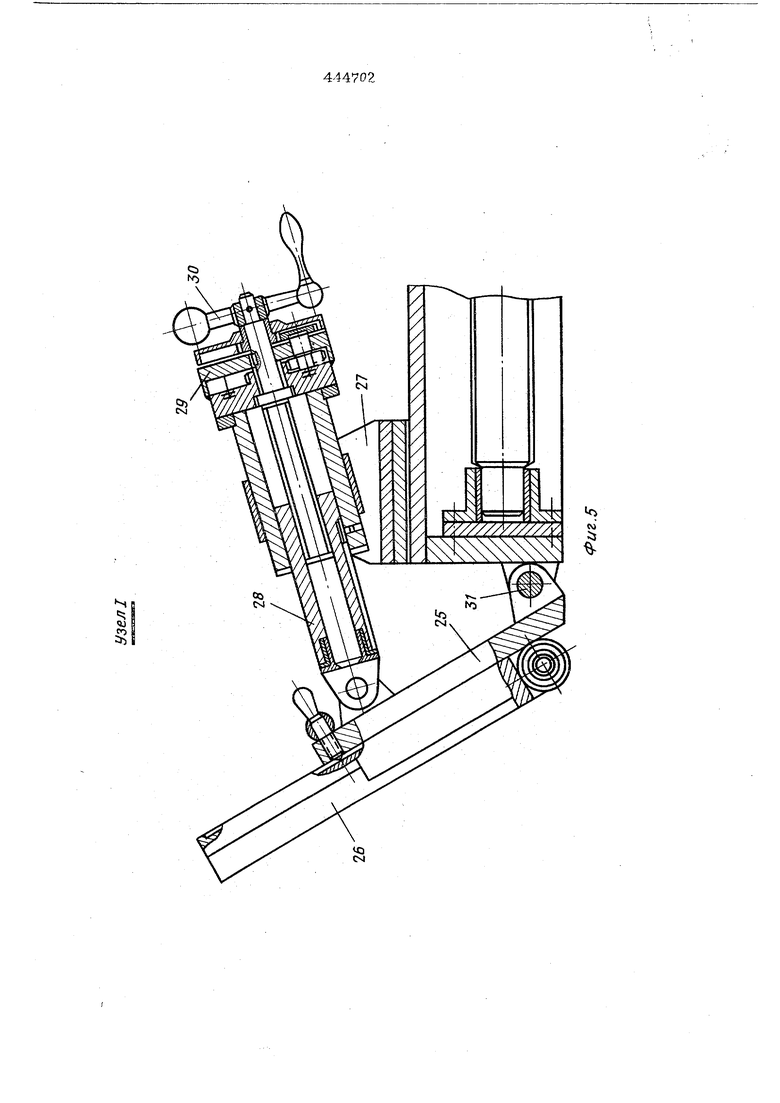
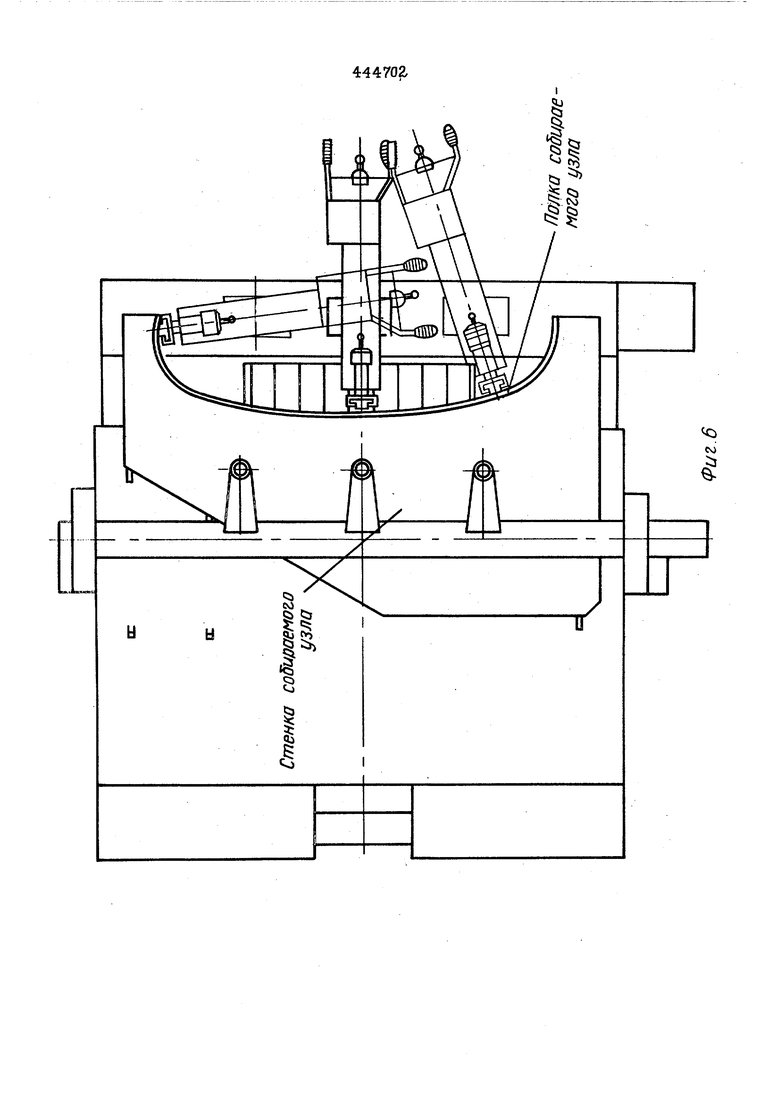
tиг. 5 - узел I на фиг, 3; на фиг - схема работы устройства при сборке узла таврового сечения с криволинейной полкой.
Устройство состоит из станины -1, верхняя поверхность которой
0 выполнена в виде неподвижного стола 2, в прорезях которой укрепле- ны утапливающиеся опоры 3, В передней части станины 1 имеются Вертикальные направляющие 4, на которых смонтирована подъемная опора 5 с механизмом подъема 6, На станине I закреплена дополнительная плита 7 с горизонтальнЕШИ направлящими, но которым перемещаетоя корпус 8, На боковых напра ляющих 9 станины I смонтирована прижимная балка 10. Подъемная опора 5 установлена на винте II механизма подъема 6, который посредством конической передачи кинематически связан с механизмом 12 отсчета высоты, Подъем и опускание опоры производится вручнзгю вращением рукоятки Ползун 14 посредством винта 15 и гайки 16 перемещаэтся в направлящих 17, закрепленных на пли те 18, смонтированной на вертикаль ной оси 19. Последняя установлена на подшипниках 20 в корпусе 8, в котором также смонтирована гайка 21, связанная с винтом 22, вращакщимя от электромеханического привода 23, Перемещение ползуна 14 по направляющим 17 осуществляется от привода 24 На передней части ползуна 14 смонтирован упор, которы состоит из поворотной плиты с направлящши для прижимной планки 26 и механизм 27 настройки утла, име щий выдвижную пнноль 28 и лимб 29отсчета. При вращении рукоятки 30плита 25 упора, поворачиваясь вокруг шарнира 31, изменяет свой угол наклона, Управление приводакш 23 и 24 оср ествляется переклшателем 32. Поворот плиты 18 с ползуном 14 на вертикальной оси 19 осуществляется вручную. Фиксация угла поворота плиты 18 производится фиксатором 33, который гибким валом 34 связан с рукояткой 35. Прижимная балка 10 выполнена в виде трубчатого моста, имещего привод 36. передакж1ий вращение через вал 37 на ходовые катки 38. На кронштейнах 39 смонтированы пневмоцилшщры 40, на штоках которых имеются прижимные пяты 41. Устройство работает следушщ образом. В исходном положении прижимная балка 10 находится в крайнем левом положении. Штоки пневмоцилиндров 40 подняты. Ползун 14.с ynopQM отведен в райнее правое положение. На собираемый узел производится настройка подъемной опоры 5 для обеспече ния неодходимого положения полкиотносительно стенки по высоте. Одновременно прижимная план- ка 26 упора в зависимости от высоты подъема опоры 5 смещается в направляшщх поворотной штаты 25 и фиксируется винтовым зажимом. При необходимости прижимная планка 26 упора рукояткой 30 настраивается на требуемый угол меаду стенкой и полкой узла. Стенка собираемого узла укладывается на стол 2 таким образом, чтобы ее передняя кромка несколько зависала над передней кромкой стола, а задняя или скошенные боковые упирались в опоры 3, которые, попав под нижнюю плоскость стенки, утапливаются и находятся на уровне плоскости стола 2, Затем на подъемную опору 5 на ребро устанавливается полка узла и производится ее ориентация относительно боковой кромки стенки. Подводится прижимная балка 10 и посредством пневмоодшиддров 40 с прижимными пятами 41 прижимает стенку узла к плоскости стола 2, что является дополнительной фиксацией стенки и исключает возможность потери устойчивости (вспучивания стенки) при поджиме полки к стенке. Ползун 14 вручную разворачи вается перпендикулярно направляющим дополййтельной плиты 7, включением привода 23 подводится к середине собираемого узла и включением привода 24 вперед производится прижшй полки к стенке. При этом прижимная планка 26 упора обеспечит получение необходимого угла между стенкой и полкой собираемого узла. В зоне прижима в заВИС1ШОСТИ от точности прилегания полки к стенке производится одна или несколько электроприхваток,Затем ползун -14 отводится несколько назад, разворачивается на нужный угол и снова осуществляется прижш полки к стенке. Производятся электроприхватки. Эти операции повторяются несколько раз в зависимости от габаритов узла и точности изготовления деталей, после чего ваеханизмы устройства выводятся в исход нов положение, а собранный узел транспортируется к месту сварки. ПРЕДМЕТ ИЗОБРЕТЕНИЯ Устройство для сборки под сварку узлов таврового сечения, co-t держащее станину, на которой распо
ложенн горизонтальные опоры дли стенки и полки, а также корпус, в котором с возможностью поворота вокруг вертикальной оси смонтирована плита с выполненными на ней горизональными направлящши для перемещения по ним полззща, снабженного упором для поджима полки к стенкеt отличающееся тем, чТо
С целью йовышения качества сборки узлов под сварку, устройство оснащено дополнительной закрепленной на станине плитой, на которой с возйожностью поступательного перемещения по выполненным на ней на-правляюпрш, расположенным вдоль опор для стенки и полки собираемо о узла, смонтирован корпус.
СЪ
i
Б
N
5
lO CM,
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ СБОРКИ ПОД СВАРКУ ТАВРОВЫХ БАЛОКИ КНИЦ | 1968 |
|
SU219722A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ТАВРОВОЙ БАЛКИ | 1969 |
|
SU254347A1 |
| Стенд для сборки и сварки кольцевых шве крупногабаритных конструкций | 1972 |
|
SU434698A1 |
| Устройство для стыковки кольцевых коромок | 1978 |
|
SU766803A1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Устройство для стыковки кольцевых кромок | 1973 |
|
SU510341A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |