1
Изобретение относится к области, сварки, в частности к устройствам для стыковки кромок цилиндрических изделий и может быть использовано при изготовлении сосудов в химичес- 5 ком машиностроении, автомобилестроении и других отраслях промышленности
Известно устройство сборки кольцевых стыков секций цилиндрического корпуса,содержащее станину с 10 толкающим механизмом .
Недостатком устройства является то, что продольное перемещение стыкуемого изделия производится за счет проскальзывания его по роликоопорам, 5 что является трудоемкой операцией.
Известно также устройство для стыковки кольцевых кромок цилиндрических изделий, наиболее близкое к данному изобретению по технической 20 сущности, содержащее подвижную С-образную станину, на верхней и нижней полках которой закреплены соответственно верхний и нижний прижимные цилиндры с башмаками на их штоках, и 25 толкающий механизм, состоящий из силового цилиндра, шток которого соединен с ползуном 2 .
Однако известное устройство не дает возможности сборки изделий различ-зо
ной длины, кроме того процесс стыковки изделий на данном устройстве затруднен тем, что требует перестановки ползуна при осуществлении сборки секций изделия.
Целью данного изобретения является обеспечение возможности сборки секций разной длины и уменьшение трудозатрат при их сборке.
Для этого башмаки верхнего и нижнего прижимных цилиндров закреплены шарнирно, в верхнем башмаке выполнены цилиндрические гнезда и он снабжен подпружиненными опорами, установленными в этих гнездах, в нижней полке станины выполнены цилиндрические направляющие, в которых размещен нижний башмак, а толкающий механизм снабжен., подпружиненным конденсатором. Кроме того, устройство снабжено путевым выключателем и кинематически связанной с ним штангой, установленной на задней стенке станины с возможностью взаимодействия с ползуном толкающего механизма.
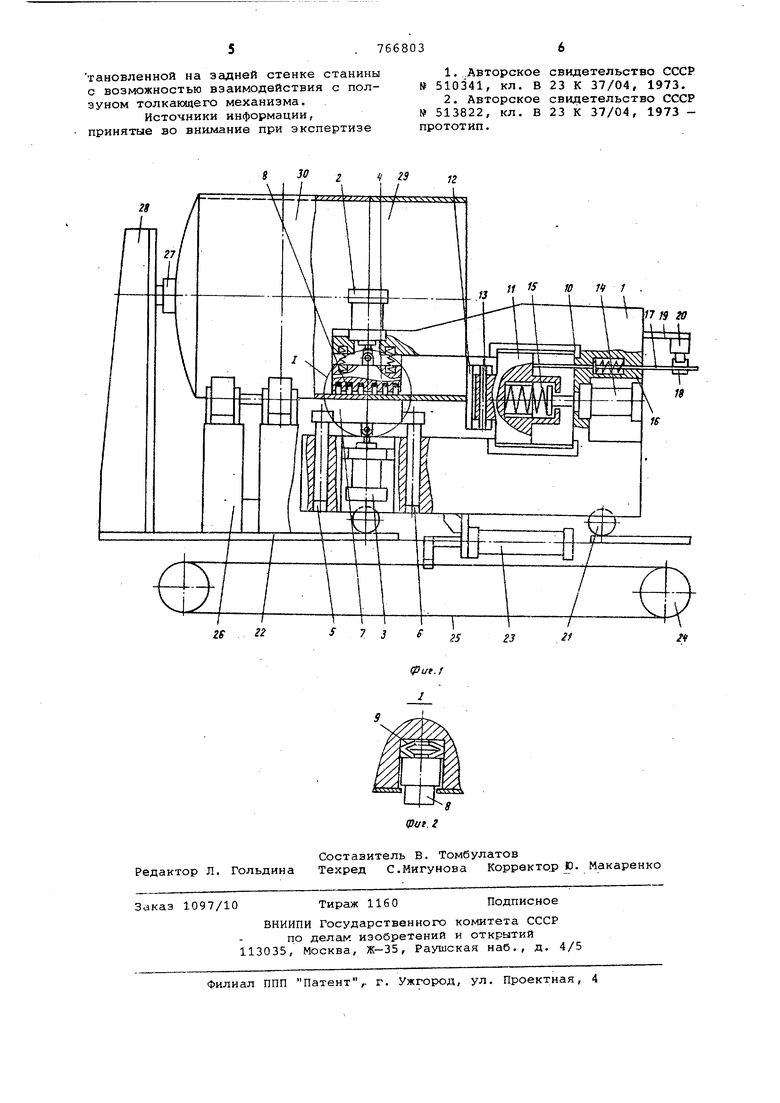
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - узел Т на фиг. 1.
Станина 1 С-образной форма состоит из верхней, нижней и задней полок, в верхней и нижней закреплены соответственно верхний 2 и нижний 3 вертикальные прижимные гидроцилиндры. На штоке верхнего вертикального прижимного гидроцилиндра 2 шарнирно закреплен с возможностью самоустановки верхний башмак 4. В цилиндрических направляющих 5 и 6 нижней полки станины 1 установлен с возможностью перемещения нижний башмак 7. Нижний башмак 7 шарнирно соединен со штоком нижнего вертикального гидроцилиндра 3. Верхний башмак. 4 состоит из корпуса с цилиндрическими гнездами, в которых установлены опоры 8. Между дном цилиндрического гнезда и опорой 8 установлены тарельчатые пружины 9. В направляющих 10 с возможностью перемещения установлен ползун 11. На ползуне 11 шарннрно закреплен подвиж ной башмак 12 на оси 13. Ползун 11 соединен со штоком силового горизонтального гидроцилиндра 14 толкающего механизма через пружины компенсатора 15. Силовой горизонтальный гидроцилиндр 14 закреплен на задней стенке станины 1. На зеодней стенке станины 1 установлена с возможностью перемещ ния в направляющих 16 штанга 17. На штанге 17 установлен флажок 18. На кронштейне 19 установлен путевой выключатель 20. Флажок 18 входит в прорезь путевого выключателя 20 при перемещении штанги 17. Станина 1 установлена на ролики 21 с возможностью перемещения по рел сам 22. На станине 1 закреплен отвод ной гидроцилиндр 23. Перемещение станины 1 осуществляе ся от электропривода через приводные звездочки 24, цепь 25. Шток отводног гидроцилиндра 23 связан с цепью привода 25. С торца роликовых опор 26 установлен упор 27 подвижной стойки 28. Устройство работает следующим образом. В исходном положении станина 1 от водится вправо. Н.а роликовые опоры 26 устанавливается пристыковываемая секция 29. Включается привсд 23 пере мещения станины 1, Станина 1 перемешается влево, поджимая башмак 12, упирается в пристыковываемую секцию 2 и перемещает ее до упора в ранее собранную секцию 30. После упора в ранее собранную секцию ползун 11 с башмаком 12 перемещается в направляквдих ГО вправо и воздействует на шта ГУ 17, которая перемещается в направ ляющих 16. Флажок 18 входит в прорез путевого выключателя 20, который отключает привод. Станина 1 останавливается. Включением толкччкщего гидроцилиндра 14 производится дополнитель ный поджим секции 29. Включаются вер тикальные прижимные гидроцилиндры 2 и 3. Башмаки 4 и 7 сходятся и зажима ют торш-J секций. Производится прихватка в зоне поджима. После прихватки включаются вертикальные гидроцилиндры 2 и 3. Башмаки 4 и 7 расходятся. Включается толкающий горизонтальный гидроцилиндр 14, шток которого при этом отходит вправо,и пружинный компенсатор 15 частично разжимается. Включается отводной гидроцилиндр 23,и станина 1 отходит вправо. Пружинный компенсатор 15 при этом полностью разжимается, а башмак 12 отходит от секции 29. Включается привод роликового стендами секции поворачиваются на УГОЛ 180°. Включается гидроцилиндр 23,и станина 1 перемещается влево. Башмак 12 поджимает секцию 29. Включением толкающего горизонтального гидроцилиндра 14 производится дополнительный поджим секции 29. Включаются вертикальные гидроцилиндрь 2 и 3. Башмаки 4 и 7 сходятся и зажимают торцы секций. Происходит прихватка в зоне поджима. Аналогичным образом производится сборка стыка в других точках. Флажок 18 установлен на штанге 17 с таким расчетом, чтобы расстояние было равно средней длине собираемых секций. Башмаки 4 и 7 позволяют собирать секции, отличающиеся по длине не более половины ширины башмаков. При использовании данного устройства уменьшаются трудозатраты при сборке за счет применения бгиимака с опорами, благодаря которому секции при- жимаются с первой установки и не требуют дополнительного времени на переустановку, а использование подпружиненного компенсатора обеспечивает досылку секций к месту прихватки и отключение привода прихватки станины. Формула изобретения 1.Устройство для стыковки кольцевых кромок цилиндрических изделий, содержащее подвижную С-образную станину, на верхней и нижней полках которой закреплены соответственно верхний и нижний прижимные цилиндры с башмаками на их штоках, и толкающий механизм, состоящий из силового цилиндра, щток которого соединен с ползуном, отличающееся тем, что, с целью обеспечения возможности сборки секций разной длины и уменьшения трудозатрат при их сборке, башмаки верхнего и нижнего прижимных цилиндров закреплены шарнирно, в верхнем б.ашмаке выполнены цилиндрические гнезда и он снабжен подпружиненными опорами,установленными в этих гнездах, в нижней полке станины выполнены цилиндрические направляющие, в которых размещен нижний башмак, а толкающий механизм снабжен подпружиненным компенсатором. 2.Устройство по п. 1, отличающееся тем, что оно снабжено путевым выключателем и кинематически связанной с ним штангой, ус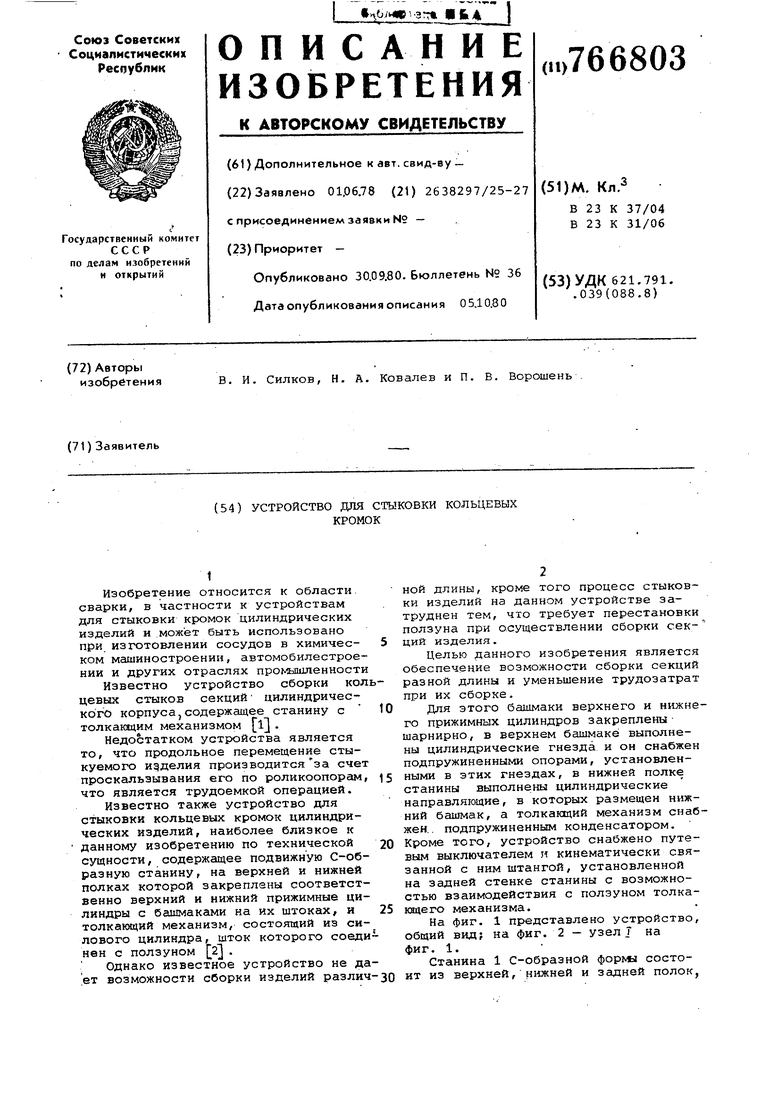

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТЫКОВКИ КОЛЬЦЕВЫХ КРОМОК | 1970 |
|
SU276287A1 |
| Устройство для стыковки кольцевых кро-MOK цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU804315A1 |
| Устройство для стыковки кольцевых кромок | 1973 |
|
SU510341A1 |
| Устройство для стыковки кольцевых кромок | 1973 |
|
SU513822A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| Устройство для пробивки отверстийВ пОлыХ дЕТАляХ | 1978 |
|
SU799866A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| ВЫСОКОМОМЕНТНЫЙ ТРУБНЫЙ КЛЮЧ | 1991 |
|
RU2019677C1 |
| Устройство для сборки под сварку балок корабельного набора с полотнищем | 1980 |
|
SU933344A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
