Изобретение относится к области сварки, конкретнее, к устройствам для сборки и сварки балок таврового сечения.
Известны устройства для сборки под сварку балок таврового сечения, стенки которых размещены в вертикальной плоскости, а иолки - в горизонтальной, содержащие закреиленные на общей станине нриспособления для зажима и центрирования стенки и полки и приводы их перемещения.
Однако эти устройства не содержат накопителей стенок и полок, ie обеспечивают их подачу в зажимные приспособления и передачу собранных балок в сварочные устройства, что снижает производительность.
Цель предлагаемого изобретения - noBi iсить производительность. Это достигается тем, что устройство выполнено двухъярусным, на верхнем ярусе которого расположены наконители стенок, а на нижнем - накопители полок, снабженные механизмами подачи стенок и полок в приспособления для их фиксации и зажима, выполненными в виде подвижных в горизонтальном направлении рам, причем в станипе между нижним и верхним ярусами выполнена сквозная щель для подачи степок на смонтированный на нижнем ярусе симметрично щели рольганг, подающий собранные балки на установку для сварки.
Подвижная рама подачи степок выполнена со сквозными вертикальныл;и П1елями, фиксируемыми напротив смонтированного на станине нодпружиненного ролика, перекрываюН1,его ще.ть в станине и взаимодействующего с закрепленным на ней поворотпым рычагом, обеспечпвающим мягкую подачу стенки в установленные на нижнем ярусе зажимные прпспособления, расположенные симметрично относительно щели в станине.
Подвижная рама подачи полок снабжена выдвижной по ходу перемещения рамы балкой, па конце KOTopoii установлен с возможностью наклона в сторону выполненной в станине щели подпружиненный ролик с вертикальной осью вращения, обесиечивающий совместно с другим, закрепленным на станине с противоположной стороны щели роликом центровку и зажим полок собираемой балки.
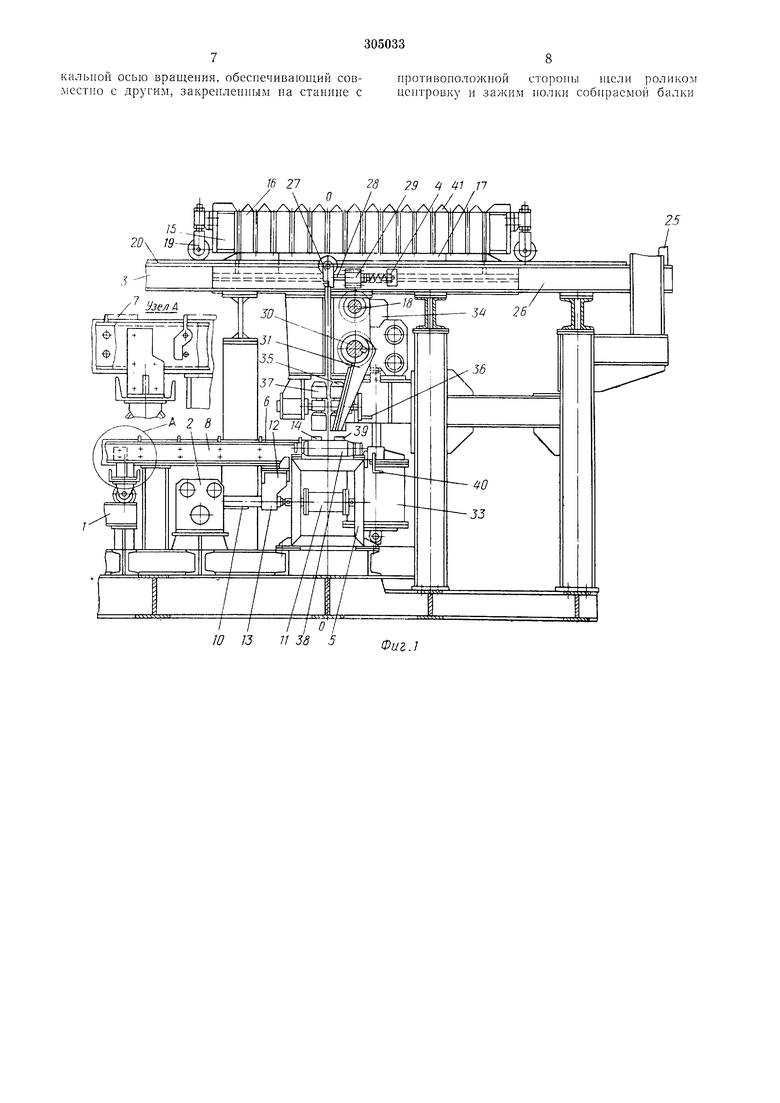
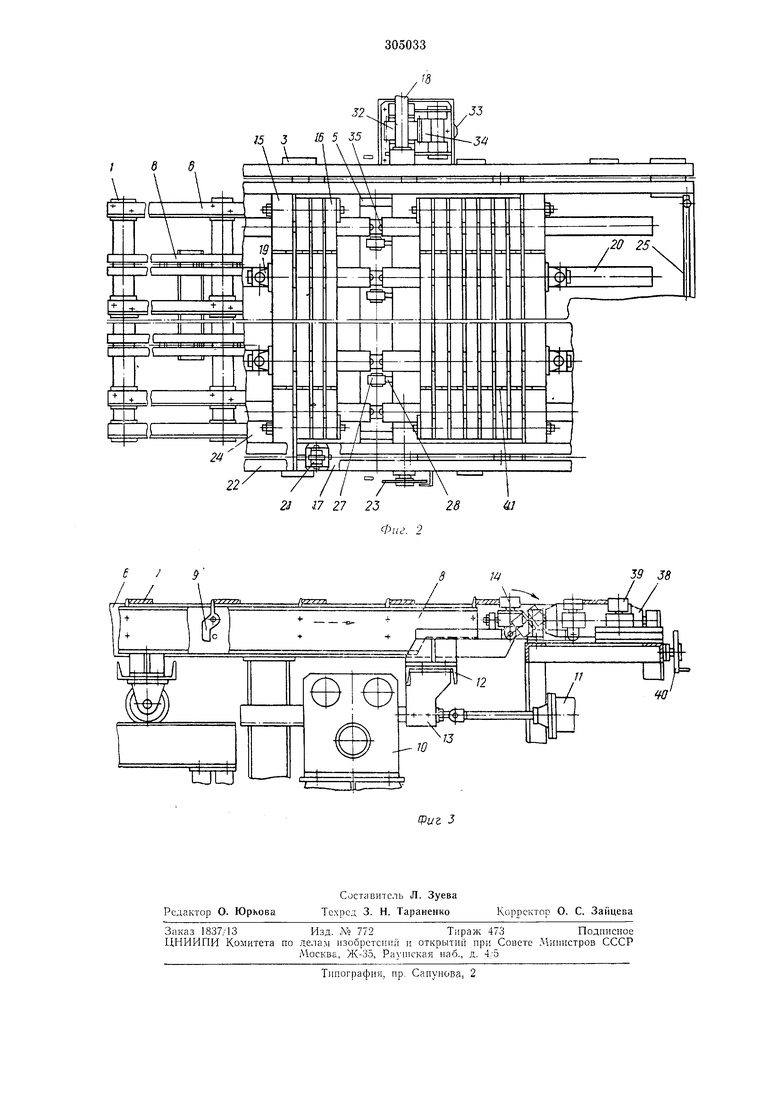
На фиг. 1 изображено предлагаемое устройство, общ1п 1 ВИД; на фиг. 2 - то же, вид в нлане; на фиг. 3-нодвижная рама подачи полок.
Устройство состоит из пакопптеля / полок с мехаппзмом 2 досылки и центровки полки, накопптеля 3 стенок с механизмом 4 блокировкп, опускания и центровки степки и обычного рольганга.
Накопитель / полок (см. фиг. 1) с механизмом досылки и центровки полок служит для размещения запаса заготовок полок тавровых балок, для подачи их к сборочному рольгангу 5, досылки на сборочный рольганг и для центровки относительно оси рольганга. Накопитель полок состоит из стапипы с продольными балками 6, на которые укла/Ujiваются заготовки 7 полок, и подвижной рамы 8 с закреплепными снизу обоймами с роликами. На балках подвижпой рамы закреплены собачки Я подающие заготовки полки к рольraiiry при прямом ходе рамы, имеющие протпвовесы для восстаповлепия вертикального положеипя после обрат к)го хода рамы. Верхняя кро.мка продольных балок 6, на которую укладываются заготовки полок, располол ена несколько выше балок подвижной рамы. Возвратно-иоступательпое движение рамы накопителя полок осуществляется от ппевмопилипдра через реечпо-зубчатые передач ;. Подвижпая рама подает полку только до сборочпого рольгапга 5. Посылка нолкп на роль1апг- и центровка ее относительно его продольной оси осуществляется механизмом 2 досылкп п центровки полки. Этот механизм состоит из двух реечно-зубчатых передач 10, работающих на один вал от нневмоцплиндра // и сообщаюидих возвратно-поступательное движение балке 12, связапиой с зубчатыми рейками концами 13. Сверху балки расположены кронштейны с роликами 14, которые отклоняются от вертикального нололсеиия па некоторый угол в сторону продольной оси сборочпого рольганга 5. 13 вертикальном ноложении ролики удерживаются усилием иружин кручеПИЯ, закрепленных одним кондом на горизонтальной оси корпуса, а другим па корпусе ролика. Накопитель 3 стенок, расположеппый на верхнем ярусе устройства, служит для размещения запаса заготовок стенок тавровых балок и для подачп их иа сборочный рольганг J. Накопитель степок состоит из жесткой рамы, собранной из балок 15 и 16, между которыми нри номощи прокладок образованы параллельпые, с постоянным щагом пазы, предпазпаченные для размещения заготовок стенок. Между крайними продольными балками J.5 с обеих стороп рамы установлены ноперечпые балки 17, которые жестко связапы с балками J5 кронштейнами. На поперечных балках сииЗУ закреплены зубчатые рейки, зацепляющиеся с шестернями приводпого вала 18, который получает вращение от электропривода, cHa6 j :eiiного электромагнитным тормозом (тормоз служит для фиксации остановки подвижной рамы). На балках 17 закренлены обоймы с роликами 19 (ролики подъемные с регулировкой по высоте для правильной установки зубчатореечного зацепления). Ролики ходят по плапкам 20, закреплепным на основании устройства. На поперечных балках 17 сверху устаповлепы обоймы с роликами 21 (см. фиг. 2), реборды которых входят в паз ограпичительпых балок 22, расположенных над роликами. Эти балки крепятся к основанию устройства. Таким образом, рама наконителя стенок движется в направлении, иериендикулярном осп О-О, при этом оси пазов рамы параллельны оси О-0. На конце вала 18 установлен днск 2в с делениями, иоказывающимп совмеигеппе оси паза рамы, с осью сборочпого рольrania О-0. Это осун1ествляется за счет кратности шага пазов длине начальной окружности шестерен, сценляюшихся с рейками рамы. Верхний ярус нако п-ггеля стенок для обслу;кивания имеет настил 24 и леерное oi-раждепие 25. Между торцами планок 20, ближайшими к оси О-(J, имеется сквозная щель, которая проходит через всю станину до сборочного рольганга. Щель нерекрвшается подиружиненнымн роликами механизма блокировки, онускапия и центровки стенки (см. фиг. Ij. Верхняя образующая ролика расположена несколько выше верхней плоскости планок 20, а ось вращения ролика находится в одной вертикальной плоскости с осью О-0. Этот механизм крепится к балкам 26 осповапия устройства (см. фиг. 1). Оп состоит из ролика с обоймой 27, закрепленных на штанге 28. Шта1п-а имеет буртик, который усилием пружины прижимается к корпусу подшипника 9 (см. фиг. Ij. Штанга движется только вдоль своей оси, но не новорачивается. Нод нриводным валом 18 расноложен вал 0, несущий рычаги 31, шестерня 32 (см. фиг. 2), которая от нневмоцилиндра Зо через рейку 34 сообщает валу с рычагами поворот на некоторый угол, необходимый для смещения ролика с обоймой 27 с оси щели при нажатии рычагов на обойму. Для центровки стенки служат (см. фиг. 1) установочные вертикальные ролики 35, которые при помощи маховичка 36 и винтовой передачи (вместе с траверсой, па которой уста 1овлены ролики) неремещаются в направле1и-1И оси О-О на величину половишл толщины заготовок стенок. На винте, рядом с маховп.чком, зстановлег льмб с делениями, соответствуюн,ими ,ппам стенок. Шаг винта равен разности между наибольшей и наименьшей толн;инами стенок, разделенной нополам, поэтому установочное перемещение роликов для всех толщин применяемых стенок находится в нределах одного оборота винта. Нрижимные вертикальные ролики 37 под воздействием иружишз при отсутствии заготовки стенки находятся от оси О-О на расстоянии, равном половине минимальной толщины стенки. Сборочный рольганг 5 служит для сборки на нем заготовок тавровых балок под сварку и для подачи их к станку для сварки. Сборочный рольганг состоит из основания ненриводных роликов 38 и установочных роликов 39, которые неремещаются нри номощи винта с маховичком 40 в направляющих салазках. Установочпые ролики имеют шкалу, но которой ролик устанавливается па размер ширины полки. подачи собранной под сварку тавровой балки к ведущему ролику станка для сварки. С помощью крана или другого грузоподъемного средства заготовки полок для тавровых балок укладываются па верхние кромки продольных балок 6 станины накопителя полок. Подается сжатый воздух в передпюю или заднюю полосы ппевмоцилиндров (на чертеже не показапы). При этом подвижная ралга 8 накопителя полок соверщает возвратно-поступательнЕле движения. При движении рамы в сторону рольганга все заготовки полок одновременно перемещаются собачками на величину шага. При возвратном движении рамы собачки при подходе к полкам отклоняются, проходя под полками п, выйдя по другую сторону полок, зани.мают вертикально положение (см. фиг. 1). Таким образом, полка подается до рольгапга. Пикл повторяется. Установочные ролики 39 (см. фиг. П сборочного рольганга 5 маховичком 40 уста пав.пиваются по тпкале на размер пгирины полок. Для досылки полки на сборочный рольганг и ее центровки относительно продольной оси рольганга подается сжатый воздух в задние нолости нневмопилиндров //. Балка 12 с роликами 4 отходит от рольганга 5. При подходе к полке ролики отклоняются в обратную сторону от нолки, проходят под полкой II прп выходе из-под пее занимают вертикальное положение. При возвратном движении (т. е. при подаче сжатого воздуха в переднюю полость пневмоцилиндров //) ролики 14 захватывают полку и подают ее до установочных роликов 39. Таким образом, полка отцентрована относительно нродольной оси рольганга, так как установочные ролики заранее поставлены на размер щирипьт полки. С помощью крапа в пазы подвижной рамы накопителя стенок в вертикальном положении укладываются заготовки стенок тавровых балок (для облегчения попадания стенки в пазы рамы предусмотрены направляющие 41. С помощью электропривода подвижная рама накопителя стенок перемещается вместе с уложенными в ее пазы стенками до нодачи необходимой стенки на продольную ось О-О (см. фиг. 1), что контролируется с помон1ыо диска 23, риска которого совпадает с указателем (см. фиг. 2). Стенка, находящаяся в пазу подвижпой рамы, опирается на ролики механизма блокировки, опускания и центровки стенки (см. фиг. 1). Установочные вертикальные ролики 35 с помощью маховичка 36 и лимба устанавливаются на размер толпшны стенки. Сжатый воздух подается в передпюю полость пневмоцилиндра 33, шток которого тянет зубчатую рейку 34 вниз, нри этом вал 30 вместе с рычагами 31 поворачивается до соприкосновепия с обоймой 27. Штанги 28, перемещаясь, cjKHMaioT пружины, и стенка, которая ранее опиралась па ролики, попадает в ель, опираясь па концы рычагов 31. После этого сжатый подается в заднюю полость пневмоцилиндра, и рычаги вместе с опирающейся на них степко опускаются. По мере опускания стенка проходит между всртикальнымн роликами, попадает на полку, лежащую МП сборочном рольганге, и оказывается отцентрированной относительно оси рольганга, так как установочные всртика.чьные ролпкн нредварптслыю установлены на размер толщины стенки, а прижимные вертикальные ролнкн прижимают ее к установочным. После электроприхватки (в одной точке) собранная таким об15азом нод сварку тавровая балка с помон1ыо нрпвода, встроенного в рольганг, подается для сварки в сварочный станок. При захвате балки приводными роликами станка привод отключается. Привод состоит пз двух приво. po.iiiKOB, получающих вращение от электро.авнгатсля через червячный редуктор, с пневлюприжнмом приводных ро,тиков к полке таврово балки снизу и прижимом полки сверху к приводным роликам с помощью пневмонплнндров и рычагов. мет и 3 о о р е т е н и я 1.Устройство .т,ля сборки нод сварку балок таврового сечения, стенки которых размещены к вертикальной плоскости, а нолки - в горизонтальной, со.т,ержан1ее закренленные на общей станине нрнспособления для зажима i центрирования стенки и нолкн и приводы их перемен1ения, отличающееся тем, что. с целью повыщения пропзвод1 телыюстп, устройство выполнено двухьярусным, на верхнем ярусе расположены накопптелн стенок. а на нижнем - накопптелн нолок, снабженные механизмами нолачи стенок и нолок в прнснособление для их фиксации и зажима, выполненнымп в виде подвижных в горизонтальном направлении рам, причем в станине между нижним и верхним ярусами выполнена сквозная Н1ель для подачи стенок на смонтированный на нижнем ярусе снмметрнчно одели рольганг, подаюнп-п собранные балки на установку для сварки. 2.Устройство по п. 1, отл11чающесс.я тем, что подвижная рама нодачи стенок выполнена со сквозными вертикальными щелями, фиксируемыми напротив смонтированного на станине подпружиненного ролика, перекрывающего щель в CTaniiiie п взаимодействуюп1его с закреплениыл на пей новоротным рычагом, обеспечивающим мягкую по.т,ачу стенки в устаповлепные па нижнем ярусе зажимные нрнспособления, расположенные снмметрнчно относительно щели в станине. 3.Устройство но н. 1, отличающееся тем, что нодвнжная рама подачи полок снабжена выдвпжпой по ходу перемещепня рамы балкой, на конце которой установлен с возможностью наклона в сторону вынолненной в станине щели иоднрхжнкснный ролик с вертикалыюй осью вращения, обеспечивающий совместно с другим, закрепленным на станине с
протиЕюположной стороны Н1ели роликом центровку и зажим нолки собираемой балки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для непрерывного изготовления двутавровых балок | 1947 |
|
SU83709A1 |
| СТАНОК ДЛЯ СБОРКИ И СВАРКИ ПРЯМОЛИНЕЙНЫХ ТАВРОВЫХ БАЛОК | 1969 |
|
SU243755A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Агрегат для сборки и сварки тавровых балок | 1978 |
|
SU747666A2 |
| Модульная судовая надстройка | 1979 |
|
SU870239A1 |
| Устройство для сборки под сварку двутавровой балки из стенки и двух полок | 1979 |
|
SU872140A1 |
| Стенд для сборки и сварки изделий | 1977 |
|
SU653068A1 |
| "Устройство для сборки под сварку и сварки балок из двух продольных элементов,между которыми расположены с определенным шагом соедини2 тельные планки4 | 1976 |
|
SU649532A1 |
20 W T-I JO /J ГП77 7/ 58 5 /8 8. / 23 17 27 25 IUU
Фиг. 2 28Ш 39 J8
