I Известны способа автоматического регулирования ширины полимерных материалов, получаемых методом экструзии, путем определения изменения ширины с послед ицим воздействием на величину давления в головке экструдера или изменения зазора меящу валками каландра. при осуществлении операцш механического проката. Однако они недостаточно эффективны, так как не определяют изменение общей ширины листа без определения изменений слева и справа и не кпнтролирувэт одновременно профиль щели между валками каландра по высоте.
Цель изобретения - увеличение производительности экструзильных машин с одновременным повышением качества листового полимерного материала.
Для этого по предлагаемому способу определяют скорость и величицу изменения ширины листа слева и справа и воздействуют на темпе|ратурный режим головки акструдера
в соответствующей зоне по ее ширине.
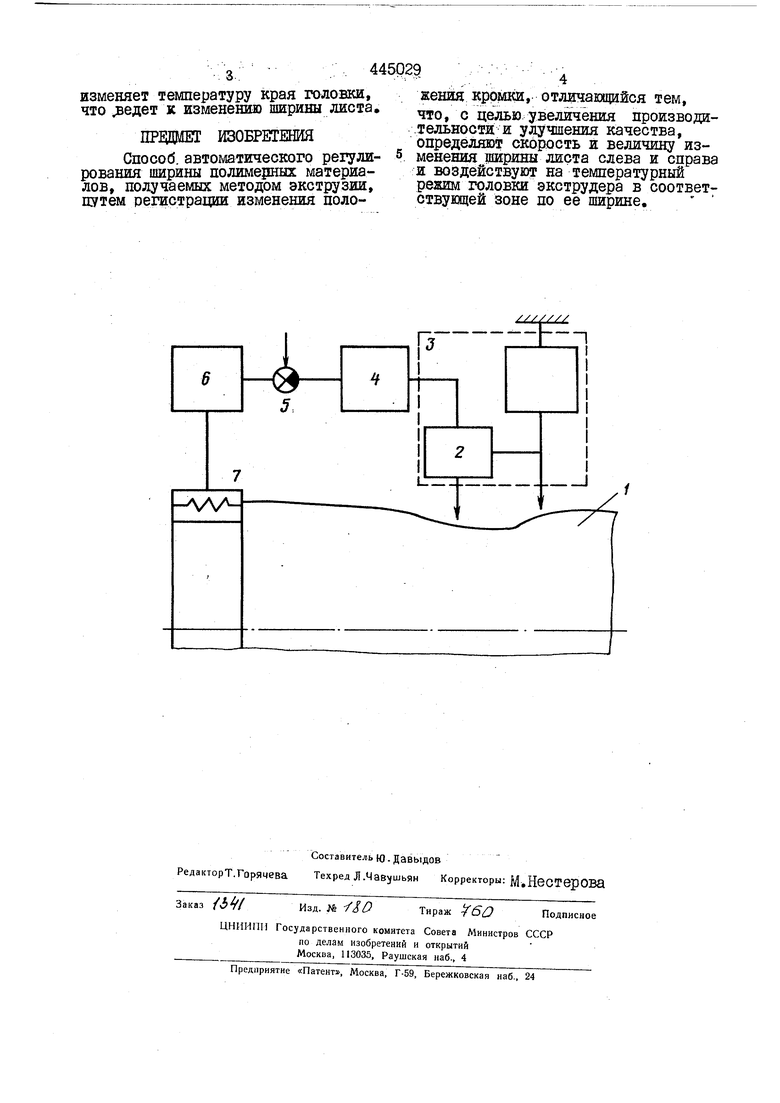
На чертеже показана блок-схема, реализущая описываемый способ,
Схема содержит технологический лист I, датчик 2 скорости изменения ширины листа с одного края, интегратор 3, элемент 4 сравнения, регул тор 5 и нагреватель 6 части Скрая головки экструдера. 7,
Схема по предлагаемому способу работает следуюцим образом.
При изменении положения кроажи листа I следящий узел датчика 2 формирует сигнал, пропорциональный скорости изменения ширины. Ейходной сигнал следящего узла поступает на вход интегратора, на выходе которого формируется текущее значение ширины, и далее это значение сравнивается на элементе сравнения с заданным значением, а рассогласование подается на регулятор.
Управляющее воздействие с регулятора подается на крайний нагрева тель головки экструдера 7, который
изменяет температуру края головки, что едет к изменению ширины листа,
VM - г
Способ, автоматического ре17лирования ширины полимер ых материалов, получаемых методом экструзии, щгтем регистрации изменения положения кромки, о тличающийся т ем,
что, с целью увеличения производи.тельности и улучшения качества, определяют скорость и величину изменения щрины листа слева и справа и воздействуют на температурный режим головки экструдера в соответствущей зоне по ее ширине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования параметров листовиз ТЕРМОплАСТОВ пРи иХ изгОТОВлЕНии | 1978 |
|
SU830326A1 |
| Способ автоматического управленияпРОцЕССОМ эКСТРузии | 1977 |
|
SU802062A1 |
| Установка для формования лент из пластических материалов | 1980 |
|
SU929443A1 |
| МАССИВНОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПОЛИКАРБОНАТА С УЛУЧШЕННЫМИ ОПТИЧЕСКИМИ СВОЙСТВАМИ И СПОСОБНОСТЬЮ К ТЕХНОЛОГИЧЕСКОЙ ПЕРЕРАБОТКЕ | 2004 |
|
RU2366580C2 |
| Система регулирования геометрических размеров листов из термопласта | 1984 |
|
SU1282090A1 |
| СВЕТОРАССЕИВАЮЩАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ С ВЫСОКОЙ ЯРКОСТЬЮ И ЕЕ ПРИМЕНЕНИЕ В ПЛОСКИХ ЭКРАНАХ | 2006 |
|
RU2429258C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПОЛИМЕРНОЙ КРОВЕЛЬНОЙ ЧЕРЕПИЦЫ | 2011 |
|
RU2483873C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТИРОВАННОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 2004 |
|
RU2293021C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ КРОМКИ И ЭЛЕМЕНТА МЕБЕЛИ | 2017 |
|
RU2716191C1 |
| ПОЛИКАРБОНАТ ДЛЯ ПОЛУЧЕНИЯ ПУТЕМ ЭКСТРУЗИИ ПЛЕНОК ФАКТИЧЕСКИ БЕЗ ДЕФЕКТОВ ПОВЕРХНОСТИ | 2007 |
|
RU2448989C2 |
1
