1
Изобретение относится к области автоматизации сборочных процессов и может быть использовано в машиностроении, приборостроении и других отраслях промышленности.
Известны способы относительного ориентирования деталей при сборке путем нахождения величины и направления смещения их сопрягаемых поверхностей с последуюш,им устранением смеш.ения.
По предлагаемому способу, с целью повышения точности и быстродействия процесса сборки, а также обеспечения дистанционного управления, область кромок сопрягаемых поверхностей деталей облучают потоком энергии, например электромагнитной, сканируют указанную область приемником этой энергии и измеряют длительность импульсов на выходе приемника в каждой строке сканирования.
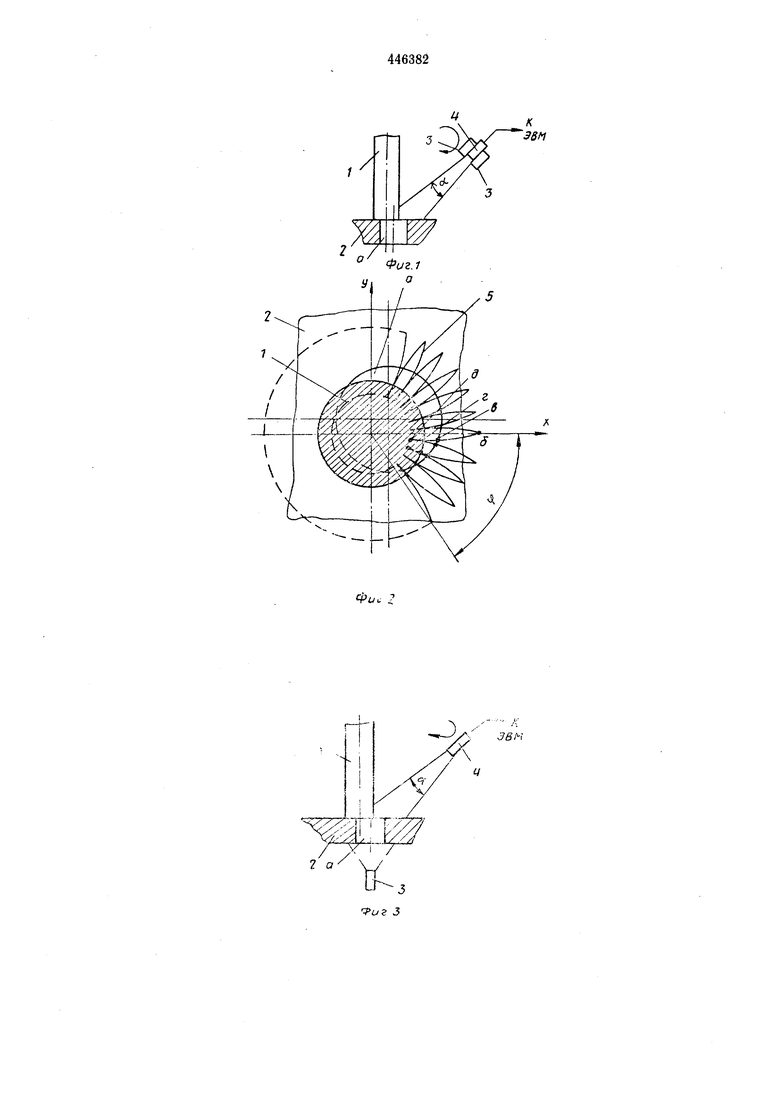
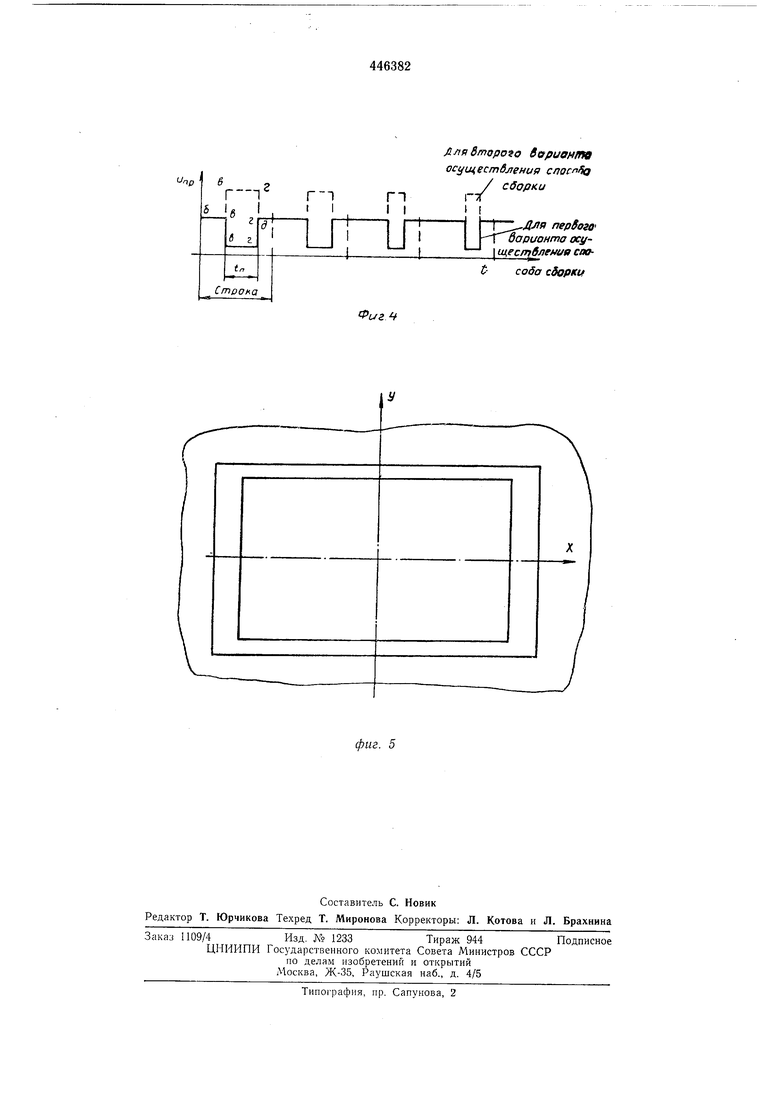
На фиг. 1 изображен первый вариант осуществления способа; на фиг. 2 показана проекция траектории сканирования зоны сборки на плоскость торца втулки; на фиг. 3 изображен второй вариант осуш,ествления способа; на фиг. 4 показаны сигналы приемника энергии; на фиг. 5 показано относительное ориентирование деталей прямоугольного сечения.
В общем случае на рабочей позиции станка сопрягаемые поверхности вала 1 и детали 2
с отверстием а смещены одна относительно другой. Поэтому до сопряжения вала с деталью необходимо совместить их оси (т. е. произвести их относительное ориентирование). Для этого вал и деталь сближают до соприкосновения торцов, а зону стыка вала и детали облучают источником 3 энергии, например электромагнитной. При этом часть энергии улавливается приемником 4. Приемник вместе с источником 3 вращается непрерывно и равномерно вокруг оси вала 1.
Приемник сканирует, т. е. исследует своим лучом, колеблющимся на угол а в радиальном направлении, место стыка. Поэтому результирующее движепне луча приемника представляет собой розеточную траекторию 5 (см. фиг. 2). Участки траектории внутри контура вала 1 показаны условно, поскольку они располагаются в действительности на боковой поверхности вала.
По другому варианту осуществления способа источник 3 энергии помещают под деталью 2 (см. фиг. 3). При этом приемник 4 улавливает часть энергии, прошедшей сквозь зазор
в стыке деталей 1 и 2, а не отраженной, как. в первом случае, показанном на фиг. 1.
В обоих случаях количество энергии, регистрируемой приемником, зависит от величины относительного смещения собираемых деталей 1 и 2. Сигналы приемника передаются известными способами на электронно-вычислительную машину (ЭВМ), которая управляет исполнительными механизмами (UfA), производящими относительное ориентирование и сборку (ЭВМ и ИМ на фигурах не ноказаны). Выходной сигнал f/np приемника зависит от относительного смещения осей вала и детали. На участке бв уровень сигнала остается практически одинаковым при любом варианте расноложения источника 3 энергии. Когда луч источника попадает на щель ее, сигнал нриемника скачкообразно изменяется. Аналогичные изменения сигнала происходят и в других точках перехода траекто.рии 5 сканирующего луча нриемника 4. При Этом продолжительности импульсов /II пропорциональны длинам частей строк (траекторий), пересекающих щель. Сигналы t/np приемника 4 поступают в ЭВМ, которая по величинам длительностей импульсов п и углов ф поворота (см. фиг. 2 и 4), соответствующих этим импульсам, вычисляет величину и направление необходимого перемещения собираемых деталей и выдает команды на исполнительные механизмы сборочного устройства. Угол поворота определяется известными методами. Результаты воздействия иснолнительных механизмов на собираемые детали проверяются при каждом последующем двилсении (обороте) приемника, а ЭВМ вырабатывает соответствующие корректирующие команды, осуществляя тем самым роль обратной связи между деталями и исполнительными механизмами. Движеиие относительного ориентирования заканчивается, когда длительность всех импульсов на выходе приемника становится постоянной, т. е. /п const. Таким способом можно производить относительное ориентирование при автоматической сборке деталей и некруглого поперечного сечения, с той лишь разницей, что уравниваются не длины участков строк, приходящихся на щели (зазоры) между торцами деталей, а проекции этих участков на нормали к граням. Подсчет размеров проекций производит ЭВМ. Предлагаемый способ позволяет ускорить процесс относительного ориентирования, поскольку быстродействие приемников энергии, например электромагнитной, а также ЭВМ гораздо выще быстродействия других, например пневматических, чувствительных и усилительных элементов. Кроме того, освобождается рабочая зона станка-автомата, носкольку замеры относительных смещений деталей производятся дистанционно. Предмет изобретения Способ относительного ориентирования деталей при сборке путем нахождения величины и направления смещения их сопрягаемых поверхностей с последующим устранением смещения, отличающийся тем, что, с целью повышения точности и быстродействия процесса сборки, а также обеспечения дистанционного управления, область кромок сопрягаемых поверхностей деталей облучают потоком энергии, например электромагнитной, сканируют указанную область приемником этой энергии и измеряют длительность импульсов на выходе приемника в каждой строке сканирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки металлических деталей | 2024 |
|
RU2838041C1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОПОГРАФИИ ПОВЕРХНОСТИ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208370C2 |
| ЛАЗЕРНЫЙ МАЯК | 2002 |
|
RU2248299C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2401727C2 |
| СПОСОБ КОРРЕКЦИИ ГЕОМЕТРИЧЕСКИХ ИСКАЖЕНИЙ ГИПЕРСПЕКТРАЛЬНЫХ ИЗОБРАЖЕНИЙ | 2023 |
|
RU2806667C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ ОБЪЕКТА ПРИ ЛУЧЕВОЙ ТЕРАПИИ | 1991 |
|
RU2016591C1 |
| СПОСОБ УВЕЛИЧЕНИЯ СРОКОВ АКТИВНОГО СУЩЕСТВОВАНИЯ КОСМИЧЕСКИХ АППАРАТОВ | 1996 |
|
RU2166464C2 |
| СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЭНЕРГЕТИЧЕСКОГО ЛУЧА | 2017 |
|
RU2758425C2 |
| Способ автоматической обработки крупногабаритных тонкостенных изделий | 2018 |
|
RU2679859C1 |
| РЕНТГЕНОГРАФИЧЕСКАЯ УСТАНОВКА ДЛЯ МЕДИЦИНСКОЙ ДИАГНОСТИКИ | 2007 |
|
RU2343836C1 |