Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к сварке с использованием энергетического луча, например, к лазерной сварке.
Предшествующий уровень техники настоящего изобретения
В уровне техники известно выполнение сварки с использованием энергетического луча, как правило лазерного луча, для создания соединения между деталями, например, для соединения двух деталей одного объекта или компонента. Например, лазерную сварку часто используют для соединения деталей в автомобильной промышленности. Как правило, для выполнения лазерной сварки проецируемое пятно лазерного луча перемещают вдоль поверхности контакта между двумя деталями с целью плавления участка на обеих деталях с последующим формированием соединения после отверждения расплавленного материала. Качество соединения, как правило, зависит от ряда факторов, к которым относится скорость перемещения пятна в направлении сварного шва, размер и форма пятна, мощность лазерного луча и распределение мощности или энергии в пределах пятна. Для контроля качества сварного соединения были разработаны сложные системы, включая системы на основе регулирования параметров в режиме реального времени, например, на основе сигналов датчиков или камер.
Во многих патентных документах описываются различные аспекты лазерной сварки. Например:
в документе DE-202014105648-U1 раскрывается лазерная сварка с использованием двухмерных колебаний. В документе речь идет о динамической регулировке параметров, в том числе колебания, в зависимости от высоты промежутка между соединяемыми деталями.
В документе DE-102014107716-В3 раскрывается динамическая регулировка предпочтительно одномерных колебаний лазерного луча, накладывающихся на общее движение вдоль сварочной траектории, во время сварки с учетом условий, в которых эта сварка выполняется. Здесь основная задача заключается в уменьшении сварных пропусков. Способ предусматривает мониторинг в режиме реального времени.
В документе DE-102013110523-A1 раскрывается, как два сканирующих движения: одно с более высокой частотой, второе с меньшей частотой, могут накладываться друг на друга. Для изменения характеристик расплавленного материала можно регулировать частоту и амплитуду. Эти два сканирующих движения могут накладываться на общее относительное движение между лазерным устройством и обрабатываемой деталью.
В документе DE-102014105941-A1 раскрывается лазерная сварка посредством колебаний лазерного луча параллельно и/или перпендикулярно сварному соединению, динамической регулировке во время сварки; об изменении параметров, таких как амплитуда и частота, уже говорилось выше. Упоминается одно-, двух- и трехмерное сканирование, в том числе гальванометрическое двухмерное сканирование. В документе раскрывается, inter alia, предпочтительная амплитуда, которая в 0,2 3 раза больше диаметра фокусного пятна, колебания мощности луча или регулировка коллиматора в осевом направлении луча, а также четырехмерная модуляция на основе объединения пространственных и временных колебаний. Предполагается, что этот способ позволит предотвратить появление некоторых дефектов сварного шва за счет более эффективного контроля разных аспектов процесса, таких как охлаждения расплавленного металла.
В документе WO-2014/190971-A1 раскрывается пайка многослойного компонента к цельному компоненту и предлагается настройка распределения энергии посредством изменения формы луча или изменения мощности луча и/или скорости колебательного движения лазерного луча.
В документе DE-102013107228-В3 раскрывается статическое и динамическое регулирование распределения энергии, при этом динамическое регулирование может выполняться на основе, например, колебания лазерного луча. Также раскрывается регулирование мощности луча синхронно с колебаниями.
В документе WO-2016/118555-A1 раскрывается, как можно получить разные типы соединений сваркой с использованием энергетического луча, включая соединения внахлестку и угловые соединения. Указано, что часто угловым соединениям отдается предпочтение, но они требуют высокой точности позиционирования, что является недостатком. В документе WO-2016/118555-A1 раскрывается, как можно увеличить ширину углового соединения за счет колебания лазерного луча во время его перемещения вдоль поверхности контакта, то есть в этом документе предлагается выполнять колебания лазерного луча перпендикулярно продольному направлению соединения, то есть, перпендикулярно общему направлению, в котором перемещается лазерный луч для формирования соединения; в настоящем документе это направление будет называться «продольным направлением» или направлением «траектории». Это поясняется тем, что увеличенная ширина соединения (по сравнению с шириной соединения, получаемого при перемещении лазерного луча в продольном направлении без каких-либо накладывающихся колебаний) компенсирует допуски. Колебание необязательно должно осуществляться только в поперечном направлении (то есть направлении, перпендикулярном продольному направлению): например, в документе WO-2016/118555-A1 предлагается выполнять колебания лазерного луча, например, в двух направлениях, например по траектории в виде цифры «8», во время перемещения лазерной головки в продольном направлении (в документе WO-2016/118555-A1 называется поперечно вдоль поверхности контакта). Здесь приводится объяснение, как ширина углового соединения зависит от амплитуды колебания лазерного луча. В документе WO-2016/118555-A1 раскрывается, что способ может предусматривать разные колебания амплитуды вдоль разных участков поверхности контакта, и что другие параметры, такие как скорость сварки, уровень энергии или мощности лазера, импульсы или отсутствие импульсов, узор или форма колебаний, частота колебаний, фокус или отсутствие фокуса, можно задать до начала сварки или во время сварки.
В DE 102012008940 А1 раскрыт еще один пример лазерной сварки посредством колебаний лазерного луча, включающий этап проецирования лазерного луча на область границы раздела между двумя частями, в то время как лазерный луч проецируется на зону контакта, чтобы создать базовое пятно на зоне контакта, причем луч периодически сканируется в двух измерениях в соответствии со схемой сканирования.
Краткое раскрытие настоящего изобретения
В документе WO-2016/118555-A1 раскрывается потенциально полезный инструмент для повышения качества угловых сварных швов и/или для упрощения оборудования, необходимого для выполнения угловой сварки, в том числе компенсации допусков, при этом было установлено, что он не в полной мере использует возможности, предлагаемые современными лазерными сканирующими системами.
Первый аспект настоящего изобретения относится к способу создания сварного соединения между по меньшей мере первой деталью и второй деталью (в целом двумя металлическими деталями, например двумя деталями компонента транспортного средства; согласно некоторым вариантам осуществления соединяются более двух деталей, например, сварное соединение может быть создано между тремя или более деталями, обращенными друг к другу в соответствии с зоной контакта), который предусматривает стадию проецирования энергетического луча на зону контакта между деталями (то есть, на зону, в которой детали сходятся; зона контакта в целом состоит из части поверхности первой детали и части поверхности второй детали). Луч проецируют на зону контакта с образованием базового пятна на зоне контакта и луч повторяющимся образом сканируют в двух направлениях в соответствии со схемой сканирования для создания активного пятна на объекте, причем активное пятно характеризуется двухмерным распределением энергии. Активное пятно перемещают вдоль траектории по зоне контакта для постепенного плавления сопрягаемых частей первой детали и второй детали с образованием сварного соединения, то есть для обеспечения возможности образования сварного шва за счет охлаждения расплавленного материала. Двухмерное сканирование позволяет аккуратно и точно добиться двухмерного распределения энергии, тем самым делая возможным его адаптацию к конкретным условиям, как статистически, так и динамически. Двухмерное распределение энергии активного пятна динамически адаптируют во время перемещения активного пятна вдоль траектории,
Согласно некоторым вариантам осуществления настоящего изобретения во время по меньшей мере части перемещения активного пятна вдоль траектории (например, во время более 50%, 75%, 90% или более, в том числе 100% перемещения), двухмерное распределение энергии является асимметричным
- относительно любой линии (то есть относительно всех линий, то есть относительно каждой линии), проходящей через активное пятно параллельно траектории, и/или
- относительно любой линии (то есть, относительно всех линий), проходящей через активное пятно перпендикулярно траектории.
То есть двухмерное распределение энергии, то есть распределение энергии, приложенной к зоне контакта лазерным лучом во время одного прохода схемы сканирования, характеризуется отсутствием зеркальной симметрии относительно по меньшей мере одного из следующего: i) всех линий, проходящих через зону контакта параллельно траектории; и п) всех линий, проходящих через зону контакта перпендикулярно траектории.
Как правило, известные из уровня техники системы, в которых используется двухмерное сканирование, основаны на схемах с зеркальной симметрией, например с траекторией в виде цифры «8», как описано в документе WO-2016/118555-A1, или могут быть основаны на круговых схемах, а также они характеризуются подачей мощности, которая обеспечивает симметричную схему, характеризующуюся в целом зеркальной симметрией относительно как траектории, так и линии, перпендикулярно траектории. Это, по-видимому, характерно для документа WO-2016/118555-A1, в котором назначение колебаний лазерного луча заключается в увеличении ширины сварного шва для компенсации допусков. Выбор в пользу симметричной схемы часто рассматривается как наиболее подходящее решение, поскольку асимметрия часто связана с дефектами, например, в области оптики, вызванными дефектами в линзах или зеркалах.
Однако было обнаружено, что асимметричная схема часто может быть предпочтительной, например, для достижения надлежащей кривой нагрева-охлаждения для повышения качества соединения или для свариваемых деталей, которые отличаются, например, толщиной и/или материалом (разные материалы могут характеризоваться разными точками плавления), или для адаптации активного пятна к изогнутому участку зоны контакта и/или к изогнутому участку траектории.
Согласно некоторым вариантам осуществления настоящего изобретения во время по меньшей мере части перемещения активного пятна вдоль траектории (например, во время более 50%, 75%, 90% или более, в том числе 100% указанного перемещения) двухмерное распределение энергии является асимметричным относительно любой линии (то есть относительно всех линий), проходящей через активное пятно в зоне контакта (то есть двухмерное распределение энергии характеризуется полным отсутствием зеркальной симметрии во время указанной части перемещения).
Согласно некоторым вариантам осуществления настоящего изобретения во время указанной части перемещения двухмерное распределение энергии является таким, что средняя плотность энергии в активном пятне существенно выше с одной стороны траектории, чем с другой стороны траектории. Согласно некоторым вариантам осуществления настоящего изобретения во время указанной части перемещения двухмерное распределение энергии является так, что максимальный уровень мощности с одной стороны траектории существенно выше, чем максимальный уровень мощности с другой стороны траектории. Согласно этим вариантам осуществления двухмерное распределение энергии в активном пятне характеризуется отсутствием зеркальной симметрии по меньшей мере относительно траектории. При упоминании «сторон» траектории подразумевают виртуальную линию, по которой следует центр активного пятна по зоне контакта, то есть не «траектория», которая фактически нагревается и ширина которой соответствует по существу ширине активного пятна. Если активное пятно характеризуется отсутствием явно выраженного «центра», под траекторией подразумевают линию, по которой следует центральная часть переднего края активного пятна.
В контексте настоящего документа термин «существенно» предполагает преднамеренную разницу, то есть разницу, вызванную, например, не незначительными отклонениями. Как правило, «существенно выше» означает более чем на 20% выше, предпочтительно более чем на 50% выше, например более чем на 100% выше. То же применимо к описанным ниже вариантам осуществления, mutatis mutandis.
Использование различных уровней мощности или плотностей энергии на различных сторонах траектории может быть подходящим, например, для свариваемых деталей из разных материалов, характеризующихся отличающимися точками плавления, или деталей, характеризующихся отличающейся толщиной, а также, иногда, при следовании по криволинейной или изогнутой траектории, при которой скорость активного пятна на наружной в радиальном направлении части активного пятна выше скорости на его внутренней в радиальном направлении части.
Согласно некоторым вариантам осуществления настоящего изобретения во время указанной части перемещения двухмерное распределение энергии является таким, что средняя плотность энергии в активном пятне существенно выше в передней половине активного пятна, чем в задней половине активного пятна. Согласно некоторым вариантам осуществления настоящего изобретения во время указанной части перемещения двухмерное распределение энергии является так, что максимальный уровень мощности в передней половине активного пятна существенно выше, чем максимальный уровень мощности в задней половине активного пятна. Согласно этим вариантам осуществления, активное пятно может характеризоваться наличием «горячей передней части», предназначенной для быстрого повышения температуры и подготовки плавления по мере перемещения активного пятна вперед вдоль траектории, и «холодной задней части», предназначенной, в основном или в первую очередь, для обеспечения надлежащей кривой охлаждения с целью повышения качества сварки. Выражения «передняя половина» и «задняя половина» относятся к соответствующим половинам максимального размера активного пятна вдоль оси, параллельной траектории.
Согласно некоторым вариантам осуществления настоящего изобретения во время указанной части перемещения двухмерное распределение энергии является таким, что средняя плотность энергии в активном пятне существенно выше в задней половине активного пятна, чем в передней половине активного пятна. Согласно некоторым вариантам осуществления настоящего изобретения во время указанной части перемещения двухмерное распределение энергии является так, что максимальный уровень мощности в задней половине активного пятна существенно выше, чем максимальный уровень мощности в передней половине активного пятна. Эти варианты осуществления, например, могут быть подходящими для обеспечения фазы некоторого предварительного нагрева перед началом плавления.
Согласно некоторым вариантам осуществления настоящего изобретения двухмерное распределение энергии активного пятна динамически адаптируется во время перемещения активного пятна вдоль траектории. Таким образом, может быть достигнута адаптация активного пятна к участку или области зоны контакта, которая нагревается в настоящий момент. Выражение «динамическая адаптация» обозначает адаптацию, которая может происходить динамически во время перемещения активного пятна. Различные средства могут использоваться для достижения этого типа динамической адаптации, некоторые из которых упомянуты ниже. Например, согласно некоторым вариантам осуществления настоящего изобретения системой сканирования можно управлять так, чтобы достичь динамической адаптации (например, за счет адаптации работы гальванических зеркал или других средств сканирования, для модификации схемы сканирования и/или скорости базового пятна вдоль схемы сканирования или вдоль одного или нескольких сегментов или их частей), и/или чтобы можно было адаптировать мощность луча и/или размер базового пятна. Для управления динамической адаптацией может использоваться управление по разомкнутому или замкнутому контуру. Динамическая адаптация может влиять на способ распределения энергии в пределах заданной зоны активного пятна и/или фактическую форму активного лазерного пятна, и, таким образом, форму зоны, нагреваемой в любой заданный момент (если не учитывать перемещение базового пятна, а только рассматривать активное пятно). Например, длина и/или ширина активного пятна могут быть динамически адаптированы во время процесса. Динамическая адаптация, то есть адаптация во время перемещения активного пятна вдоль траектории, может использоваться, например, для адаптации нагрева к меняющимся условиям вдоль траектории, например, к изменениям толщины деталей в зоне контакта, к изменению расстояния между деталями или к изменению конфигурации деталей, например наличию углублений, сквозных отверстий, выступов, деформаций, криволинейных или изогнутых частей поверхности, или к изменениям формы траектории; например, двухмерное распределение энергии предпочтительно может быть выбрано так, чтобы отличаться на криволинейной части траектории от распределения на прямой части траектории.
Согласно некоторым вариантам осуществления настоящего изобретения двухмерное распределение энергии динамически адаптируется таким образом, что оно отличается, когда активное пятно находится в зоне рядом с углублением, проемом, сквозным отверстием или выступом в одной из деталей, от распределения, когда оно находится в зоне, удаленной от указанного углубления, проема, сквозного отверстия или выступа соответственно. Таким образом, нагрев может быть адаптирован к наличию углубления, проема, сквозного отверстия или выступа, что позволяет повысить качество сварки.
Согласно некоторым вариантам осуществления настоящего изобретения двухмерное распределение энергии динамически адаптируется в соответствии с изменениями толщины и/или материала по меньшей мере одной из двух деталей в зоне контакта.
Согласно некоторым вариантам осуществления настоящего изобретения двухмерное распределение энергии динамически адаптируется таким образом, что оно отличается на криволинейной части траектории от распределения на прямой части траектории. Это может способствовать компенсации изменяющихся скоростей перемещения между различными частями активного пятна на кривой, а также надлежащему согласованию формы активного пятна и двухмерного распределения его энергии с траекторией, а именно с касательной к кривой.
Согласно некоторым вариантам осуществления настоящего изобретения по меньшей мере одно из
- мощности энергетического луча,
- схемы сканирования и
- скорости перемещения базового пятна вдоль по меньшей мере части схемы сканирования
адаптируют в соответствии с по меньшей мере одним изменением угла между энергетическим лучом и частью зоны контакта, нагреваемой активным пятном.
Согласно некоторым вариантам осуществления настоящего изобретения способ дополнительно предусматривает добавление материала. То есть способ может необязательно предусматривать добавление материала для создания соединения, например, посредством лазерной наплавки.
Согласно некоторым вариантам осуществления настоящего изобретения энергетический луч представляет собой лазерный луч. Лазерный луч часто является предпочтительным исходя из таких аспектов, как стоимость, надежность и доступность подходящих систем сканирования. Согласно некоторым вариантам осуществления настоящего изобретения мощность лазерного луча выше 1 кВт, например выше 3 кВт, выше 4 кВт, выше 5 кВт или выше 6 кВт, по меньшей мере во время части процесса.
Дополнительный аспект настоящего изобретения относится к системе для сварки с использованием энергетического луча, содержащей:
средство для поддержки по меньшей мере двух деталей таким образом, чтобы они были расположены рядом друг с другом в зоне контакта, и
средство для создания энергетического луча и для проецирования энергетического луча на зону контакта;
причем система содержит сканер для сканирования энергетического луча по меньшей мере в двух направлениях; и
причем система выполнена с возможностью осуществления вышеописанного способа.
Согласно множеству вариантов осуществления настоящего изобретения энергетический луч представляет собой луч электромагнитного излучения, например лазерный луч. Активное пятно может быть создано и адаптировано с использованием, например, технологий, описанных в документах WO-2014/037281-A2 или WO-2015/135715-А1, которые включены в настоящий документ посредством ссылки. Хотя описание этих публикаций в основном касается упрочнения лазером подшипников скольжения коленчатых валов, было обнаружено, что описанные в указанных документах принципы сканирования лазерного луча могут быть также применены к сварке деталей, таких как металлические детали, обеспечивая улучшения в отношении гибкости, управления и скорости. Качество сварного соединения также повышается за счет обеспечения точно подобранных распределений энергии, включая такие возможности, как горячая передняя часть, за которой следует более холодная задняя часть и т.д.
Перемещение активного пятна относительно зоны контакта осуществляется в соответствии с траекторией, которая может характеризоваться наличием прямых и/или криволинейных частей, и/или частей в одной или нескольких плоскостях. То есть действительное/базовое пятно, то есть пятно, созданное лучом в любой заданный момент, сканируют в соответствии со схемой сканирования для создания активного пятна, и это активное пятно может быть перемещено в соответствии с траекторией. Таким образом, два типа перемещения комбинируются или накладываются: перемещение базового пятна в соответствии со схемой сканирования и перемещение активного пятна в соответствии с траекторией, которая согласно некоторым вариантам осуществления настоящего изобретения может представлять собой простую прямую линию.
Термин «двухмерное распределение энергии» относится к способу, согласно которому энергия, прикладываемая энергетическим лучом, распределяется по активному пятну, например, во время одного прохода луча по схеме сканирования. Когда активное пятно проецируют на неплоскую часть или зону, такую как криволинейная часть или зона, такую как часть или зона, характеризующаяся наличием изогнутых участков, термин «двухмерное распределение энергии» относится к способу распределения энергии вдоль и поперек поверхности объекта, то есть к распределению энергии вдоль и поперек активного пятна, проецируемого на поверхность объекта.
Настоящее изобретение обеспечивает возможность относительно быстрого нагрева существенной части зоны контакта за счет того, что активное пятно может характеризоваться значительным размером, таким как, например, более чем в 4, 10, 15, 20 или 25 раз больше размера (площади) базового пятна. Таким образом, нагрев некоторого участка зоны контакта до требуемой степени в отношении температуры и продолжительности может быть осуществлен быстрее, чем если нагрев осуществляется простым перемещением базового пятна по всей площади, например, следуя синусоидальной или извилистой схеме, или прямой линии. Использование активного пятна, характеризующегося относительно большой площадью, позволяет добиться высокой производительности с обеспечением возможности нагрева соответствующей части или частей зоны контакта за относительно значительное количество времени, тем самым позволяя, например, осуществлять менее агрессивный нагрев без снижения производительности. В то же время, и, пожалуй, что еще важнее, обеспечивается гибкость и возможность адаптации активного пятна к конкретным условиям, например, к форме траектории и к форме, размерам и материалам свариваемых деталей.
Базовое пятно может характеризоваться площадью, которая существенно меньше площади активного пятна. Например, согласно некоторым вариантам осуществления настоящего изобретения базовое пятно характеризуется размером менее 4 мм2, таким как менее 3 мм2, по меньшей мере во время части процесса. Размер базового пятна может быть изменен во время процесса, чтобы оптимизировать способ нагрева каждой конкретной части зоны контакта в отношении качества и производительности.
С другой стороны, использование активного пятна, созданного сканированием базового пятна повторяющимся образом в двух направлениях в соответствии со схемой сканирования, позволяет создать активное пятно, характеризующееся выбранным двухмерным распределением энергии, которое по существу не зависит от используемых конкретных оптических элементов (линз, зеркал и т.д.), и которое может быть настроено и адаптировано для обеспечения улучшенного или оптимизированного нагрева зоны контакта по разным аспектам, включая скорость осуществления сварки (например, выраженной в сантиметрах в минуту или выполненных узлов в час) и качество. Например, тепло может распределяться таким образом, что передняя часть активного пятна характеризуется более высокой плотностью энергии, чем задняя часть, тем самым увеличивая скорость, с которой начинается плавление, при этом задняя часть может поддерживать нагрев в течение достаточного времени для достижения надлежащей кривой охлаждения, тем самым оптимизируя скорость возможного перемещения активного пятна относительно зоны контакта без ухудшения качества сварного шва. Кроме того, двухмерное распределение энергии может быть адаптировано относительно сторон активного пятна в зависимости от характеристик свариваемых деталей, включая такие аспекты, как толщина, материал, форма и т.д. Кроме того, активное пятно может быть адаптировано в соответствии с трехмерной формой деталей, например, для адаптации нагрева к конфигурации деталей в зоне контакта. Форма активного пятна и/или двухмерное распределение энергии могут быть адаптированы в любой необходимый момент времени, тем самым адаптируя процесс к конкретной части, нагреваемой в любой заданный момент. Согласно некоторым вариантам осуществления настоящего изобретения двухмерное распределение энергии может изменяться в зависимости от соответствующего облучаемого участка на детали, учитывая, например, способность к теплоотводу окружающего участка. Согласно некоторым вариантам осуществления настоящего изобретения двухмерное распределение энергии может варьировать в зависимости от желаемых характеристик сварки в различных участках соединения.
Дополнительно, использование активного пятна, созданного за счет сканирования базового пятна в двух направлениях, повышает гибкость в отношении, например, адаптации системы к разным производимым объектам. Например, может уменьшена или устранена необходимость замены или адаптации используемых оптических элементов. Адаптация может чаще осуществляться, по меньшей мере частично за счет адаптации только программного обеспечения, управляющего сканированием базового пятна и, таким образом, двухмерным распределением энергии активного пятна.
Выражение «схема сканирования» не предполагает, что базовое пятно должно всегда следовать по одной и той же схеме сканирования при создании активного пятна, но применяется только для того, чтобы отличить перемещение базового пятна, используемого для создания активного пятна, от перемещения в продольном направлении, вдоль траектории, согласно которой активное пятно перемещают или сканируют относительно зоны контакта.
Согласно множеству вариантов осуществления настоящего изобретения скорость, или средняя или усредненная скорость перемещения базового пятна в соответствии со схемой сканирования существенно выше, чем скорость перемещения активного пятна вдоль траектории. Высокая скорость базового пятна по схеме сканирования уменьшает колебания температуры в пределах активного пятна во время каждого прохода базового пятна по схеме сканирования.
Конечно, настоящее изобретение не исключает возможности осуществления части процесса сварки с традиционным управлением базовым пятном. Согласно некоторым вариантам осуществления настоящего изобретения во время процесса схема сканирования может быть изменена для уменьшения размера активного пятна до тех пор, пока оно не станет соответствовать базовому пятну, и наоборот.
То есть отсутствует необходимость в использовании активного пятна для осуществления сварки всего соединения. Однако по меньшей мере часть сварки осуществляется с использованием вышеописанного активного пятна.
Согласно некоторым вариантам осуществления настоящего изобретения адаптация двухмерного распределения энергии активного пятна осуществляется за счет адаптации мощности луча, например за счет избирательного включения и выключения луча. Это предусматривает прерывание луча возле его источника, а также другие возможности, такие как прерывание луча за счет создания препятствия на пути луча, например с помощью затвора, и их комбинации. Например, при использовании лазера, такого как волоконный лазер, лазерный луч может включаться и выключаться очень быстро, позволяя добиться желаемого распределения энергии за счет включения и выключения лазерного луча, следующего при этом по схеме сканирования. Таким образом, желаемое двухмерное распределение энергии может быть достигнуто за счет включения лазерного луча при прохождении определенных частей, линий или участков линий схемы сканирования. Например, может быть применен пиксельный подход, согласно которому двухмерное распределение энергии определяется включенным/выключенным состоянием лазера при прохождении по разным частям или сегментам схемы сканирования.
Согласно некоторым вариантам осуществления настоящего изобретения адаптация двухмерного распределения энергии активного пятна осуществляется за счет адаптации схемы сканирования.
Согласно некоторым вариантам осуществления настоящего изобретения адаптация двухмерного распределения энергии активного пятна осуществляется за счет адаптации скорости перемещения базового пятна вдоль по меньшей мере части схемы сканирования.
То есть двухмерное распределение энергии может быть адаптировано за счет адаптации, например, мощности луча, например, за счет переключения между разными уровнями мощности, например между включенным и выключенным состояниями, и/или посредством адаптации схемы сканирования, например, путем добавления или удаления сегментов, или изменения ориентации сегментов, или полного изменения схемы для другого случая, и/или посредством адаптации скорости перемещения луча по схеме сканирования, например вдоль одного или нескольких ее сегментов. Выбор между разными средствами для адаптации двухмерного распределения энергии может быть осуществлен на основании таких параметров, как способность оборудования быстро менять уровни мощности луча и способность сканера менять схему, по которой следует луч, и/или скорость перемещения базового пятна по схеме сканирования.
Согласно некоторым вариантам осуществления настоящего изобретения фокус луча динамически адаптируется во время перемещения базового пятна по схеме сканирования и/или во время перемещения активного пятна вдоль траектории. Например, когда используется лазерный луч, фокус лазера вдоль оптической оси может динамически меняться во время процесса, например, для изменения или сохранения размера базового лазерного пятна по мере его перемещения по схеме сканирования, и/или по мере перемещения активного лазерного пятна относительно зоны контакта. Например, оптический фокус может быть адаптирован так, чтобы сохранять размер базового пятна постоянным при перемещении базового пятна по зоне контакта (например, для компенсации меняющихся расстояний между источником лазера или сканером и местом расположения базового лазерного пятна на зоне контакта).
Согласно некоторым вариантам осуществления настоящего изобретения размер базового пятна динамически адаптируется во время перемещения базового пятна по схеме сканирования и/или во время перемещения активного пятна относительно зоны контакта для изменения двухмерного распределения энергии и/или размера активного пятна.
Согласно некоторым вариантам осуществления настоящего изобретения средняя или усредненная скорость базового пятна по схеме сканирования существенно выше, чем средняя или усредненная скорость перемещения активного пятна вдоль траектории. Например, усредненная скорость базового пятна по первой схеме сканирования предпочтительно может быть по меньшей мере в десять раз выше, более предпочтительно по меньшей мере в 100 раз выше, чем усредненная скорость перемещения активного пятна вдоль траектории. Высокая скорость базового пятна уменьшает колебания температуры в пределах активного пятна во время одного прохода базового пятна по схеме сканирования.
Согласно некоторым вариантам осуществления настоящего изобретения луч сканируют в соответствии с указанной схемой сканирования таким образом, что указанная схема сканирования повторяется лучом частотой более 10, 25, 50, 75, 100, 150, 200 или 300 Гц (т.е., повторений схемы сканирования в секунду). Высокая скорость повторения может быть подходящей для уменьшения или предотвращения нежелательных колебаний температуры в зонах, нагреваемых активным пятном, между каждым из циклов сканирования, то есть между каждой из разверток луча по схеме сканирования. Согласно некоторым вариантам осуществления настоящего изобретения схема сканирования остается постоянной, а согласно другим вариантам осуществления настоящего изобретения схема сканирования изменяется в некоторых или всех развертках луча по схеме сканирования.
Согласно некоторым вариантам осуществления настоящего изобретения размер (то есть площадь) активного пятна, например усредненный размер активного пятна во время процесса или размер активного пятна во время по меньшей мере одного момента процесса, такой как максимальный размер активного пятна во время процесса, более чем в 4, 10, 15, 20 или 25 раз больше размера базового пятна. Например, согласно некоторым вариантам осуществления настоящего изобретения базовое пятно, характеризующееся размером порядка 3 мм2, может использоваться для создания активного пятна, характеризующегося размером более 10 мм2, таким как более 50 или 100 мм2 или более. Размер активного пятна может динамически меняться во время процесса, но большой усредненный размер часто может быть предпочтительным для повышения производительности, а большой максимальный размер может использоваться для повышения производительности во время по меньшей мере части процесса.
Способ может осуществляться под управлением электронных средств управления, таких как компьютер.
Согласно некоторым вариантам осуществления настоящего изобретения схема сканирования представляет собой многоугольную схему сканирования, характеризующуюся наличием множества линий. Например, первая схема сканирования может представлять собой многоугольник, такой как треугольник, квадрат или прямоугольник, пятиугольник, шестиугольник, семиугольник, восьмиугольник и т.д. Многоугольник не обязательно должен представлять собой правильный многоугольник, например, линии, из которых состоит многоугольник, согласно некоторым вариантам осуществления могут быть криволинейными в большей или меньшей степени и края многоугольника, в которых сходятся линии, могут быть закругленными, и т.д. Согласно другим вариантам осуществления схема сканирования может характеризоваться наличие криволинейных линий, например, он может характеризоваться формой цифры «8» или подобной формой.
Согласно некоторым вариантам осуществления настоящего изобретения схема сканирования характеризуется наличием множества линий, например множества прямых или криволинейных линий, которые согласно некоторым вариантам осуществления настоящего изобретения расположены по существу параллельно друг другу. Согласно некоторым вариантам осуществления настоящего изобретения предусмотрено две, три, четыре или большее количество таких линий. Согласно некоторым вариантам осуществления настоящего изобретения могут быть использованы такие схемы сканирования, которые описаны в документах WO-2014/037281-A2 или WO-2015/135715-А1.
Согласно некоторым вариантам осуществления настоящего изобретения двухмерное распределение энергии активного пятна динамически адаптируется во время перемещения активного пятна относительно зоны контакта в соответствии с по меньшей мере одним изменением угла между энергетическим лучом и частью поверхности объекта, нагреваемой активным пятном, например, для адаптации двухмерного распределения энергии, включая форму и размер активного пятна, а также двухмерное распределение энергии в пределах активного пятна, к кривизне и/или изгибам поверхности и/или к изменениям угла, под которым поверхность ориентирована относительно сканера.
Согласно некоторым вариантам осуществления настоящего изобретения по меньшей мере одно из мощности энергетического луча,
схемы сканирования и скорости перемещения базового пятна вдоль по меньшей мере части схемы сканирования адаптировано в соответствии с по меньшей мере одним изменением угла между энергетическим лучом и частью зоны контакта, нагреваемой активным пятном.
Краткое описание фигур
Далее описание приводится со ссылками на фигуры, которые помогут лучше понять сущность настоящего изобретения. Указанные фигуры образуют неотъемлемую часть описания и наглядно иллюстрируют варианты осуществления настоящего изобретения, не ограничивающего его объем, а приведенного исключительно в качестве примеров того, как настоящее изобретение может быть реализовано. На фигурах показано следующее.
На фиг. 1 показан схематически вид в перспективе системы в соответствии с одним возможным вариантом осуществления настоящего изобретения.
На фиг. 2-6 показаны схематические виды в перспективе системы, изображенной на фиг. 1, работающей в соответствии с различными вариантами осуществления настоящего изобретения.
На фиг. 7 показан схематический вид сверху способа согласно настоящему изобретению, применяемого для сварки по частично криволинейной траектории.
На фиг. 8А-8В схематически показано двухмерное распределение энергии в соответствии с двумя способами, известными из уровня техники.
На фиг. 8С-8Н схематически показано двухмерное распределение энергии в соответствии с различными вариантами осуществления настоящего изобретения.
На фиг. 9 показан вариант осуществления настоящего изобретения, характеризующийся наличием средств для перемещения сканера относительно зоны контакта.
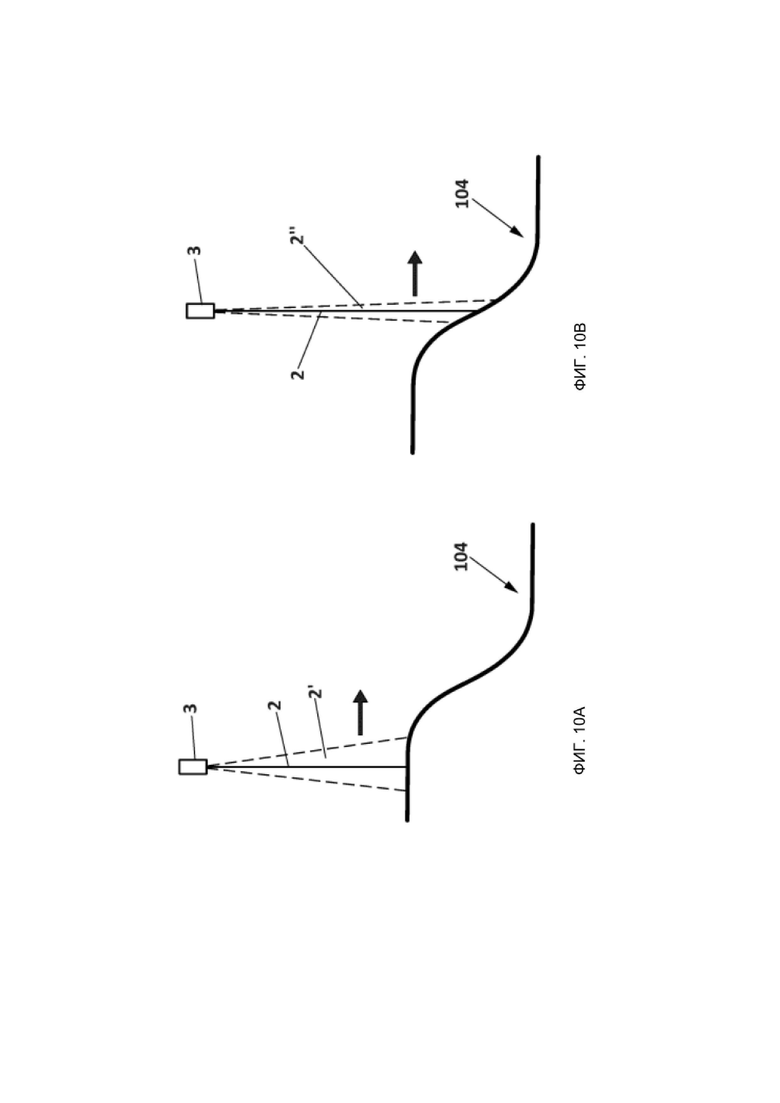
На фиг. 10А и 10В схематически показаны две стадии сварки по траектории в зоне контакта с криволинейными или изогнутыми участками.
ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
На фиг. 1 схематически показан вид в перспективе системы в соответствии с одним возможным вариантом осуществления настоящего изобретения. Система содержит лазерную установку 1 для генерирования лазерного луча 2 и сканер 3, содержащий два зеркала или аналогичных приспособления для двухмерного сканирования лазерного луча 2 в горизонтальной (X-Y) плоскости. Согласно некоторым вариантам осуществления настоящего изобретения установка для генерирования лазерного луча может представлять собой установку для генерирования лазерных лучей относительно высокой мощности, например 1 кВт или более. В соответствии с одним примером подходящее устройство представляет собой иттербиевую лазерную систему модели YLS-6000-CT производства компании IPG Photonics, номинальная мощность которого составляет 6 кВт. Согласно некоторым вариантам осуществления настоящего изобретения система может содержать средство 5 для динамической адаптации размера базового пятна (например, с целью изменения двухмерного распределения энергии и/или размера активного лазерного пятна 21) и/или фокуса лазерного луча вдоль оптической оси. Это позволяет контролировать (то есть менять или поддерживать) размер базового лазерного пятна во время его перемещения по схеме сканирования, и/или во время перемещения активного лазерного пятна 21 относительно зоны контакта. Например, оптический фокус может быть адаптирован так, чтобы сохранять размер базового пятна постоянным при перемещении базового пятна по поверхности зоны контакта (например, для компенсации меняющихся расстояний между сканером и местом расположения базового лазерного пятна на зоне контакта). Например, согласно некоторым вариантам осуществления настоящего изобретения средство для динамической адаптации фокуса лазерного луча может содержать устройство фокусировки varioSCAN® производства компании SCANLAB AG (www.scanlab.de).
Система дополнительно содержит средство (не показано на фиг. 1) для крепления или поддержки двух металлических деталей 101 и 102, свариваемых вместе. Лазерный луч 2 проецируют на зону 103 контакта, в которой две детали 101 и 102 соприкасаются, то есть там, где их поверхности располагаются рядом друг с другом для совместной сварки. Это достигается за счет генерирования активного пятна 21 двухмерным сканированием фактического или базового пятна луча, как описано выше. Это активное пятно 21 перемещается по траектории 104, на фиг. 1 схематически показанной стрелкой, таким образом плавя сопрягающиеся части двух деталей, как описано выше. После отверждения образуется сварной шов или сварное соединение 105. То есть в соответствии с этим вариантом осуществления настоящего изобретения лазерный луч (и базовое лазерное пятно, проецируемое лучом на зону контакта) повторяющимся образом сканируют на относительно высокой скорости в соответствии со схемой сканирования (схематически показанной в виде группы линий, параллельных оси Y, на фиг. 1, хотя может использоваться любая другая подходящая схема сканирования), тем самым создавая активное лазерное пятно 21, показанное на фиг. 1 в форме квадрата. Это достигается за счет использования сканера 3. Это активное лазерное пятно 21 перемещается по траектории 104, например, как показано на фиг. 1, параллельно оси X этой системы.
Перемещения активного лазерного пятна 21 по траектории также можно добиться за счет использования сканера 3 и/или за счет перемещения сканера или связанного оборудования, например, по направляющим (не показанным на фиг. 1), например, проходящим параллельно оси X. Это также может быть достигнуто за счет, например, перемещения деталей 101 и 102 относительно положения сканера.
Двухмерное распределение энергии можно адаптировать в соответствии с конкретными условиями выполняемой задачи, как было описано выше. Также активное лазерное пятно и двухмерное распределение его энергии можно динамически адаптировать во время перемещения активного лазерного пятна вдоль траектории.
На фиг. 2 схематически показано, как способ согласно настоящему изобретению можно использовать для создания сварного соединения между двумя деталями разной толщины. В этом случае двухмерное распределение энергии можно настроить таким образом, чтобы обеспечить подачу большего количества энергии на деталь большей толщины (там, где отвод тепла может быть больше) по сравнению с деталью меньшей толщины. Это же применимо, mutatis mutandis, когда происходит соединение деталей из материалов с разной точкой плавления.
На фиг. 3 схематически показано, как способ можно использовать для создания углового соединения между двумя деталями (в этом случае двумя деталями разной толщины t1 и t2). Оборудование системы может быть таким же, как и в вариантах осуществления, показанных на фиг. 1 и 2, однако для конкретных условий, показанных на фиг. 3, двухмерное распределение энергии можно задать оптимальным.
На фиг. 4 схематически показано, как, например, можно использовать систему для создания Т-образного соединения. Для изображенной компоновки двухмерное распределение энергии можно задать оптимальным, приняв во внимание при этом угол а между двумя деталями 101 и 102.
На фиг. 5 схематически показано, как можно использовать способ для соединения двух деталей 101 и 102, в одной из которых в зоне контакта выполнен вырез 102А. В таком случае двухмерное распределение энергии предпочтительно адаптируют таким образом, чтобы оно отличалось, когда активное пятно находится рядом с вырезом, от распределения энергии, когда оно находится на расстоянии от выреза.
На фиг. 6 схематически показан процесс сварки двух деталей 101 и 102, одна из которых содержит два участка 101А и 101В первого материала и дополнительный участок 101С второго материала, причем участки 101А и 101С являются плоскими, а участок 101В характеризуется цилиндрическим поперечным сечением. Здесь для адаптации нагрева в соответствии с изменениями толщины, формы и материала детали 101 вдоль траектории предпочтительной может быть динамическая адаптация двухмерного распределения энергии.
На фиг. 7 схематически показано, как две детали 101 и 102 с криволинейными сопрягаемыми частями сваривают друг с другом вдоль траектории 104, включающей криволинейный участок. Во время перемещения активного пятна 21 вдоль криволинейного участка траектории скорость на внутренней в радиальном направлении части 21А активного пятна ниже скорости на наружной в радиальном направлении части 21В. Двухмерное распределение энергии может быть адаптировано для компенсации такой разности скоростей. Также адаптация двухмерного распределения энергии может использоваться для размещения активного пятна на одной линии с направлением траектории - то есть по сути с касательной к криволинейной траектории - в каждой точке вдоль траектории.
На фиг. 8А показано двухмерное распределение 21 энергии в соответствии со способом соединения двух деталей 101 и 102 посредством сварки, известным из уровня техники. Здесь луч просто проецирует пятно на зону 103 контакта, и это пятно перемещается вдоль траектории 104, плавя сопрягаемые поверхности двух деталей.
На фиг. 8В схематически показана компоновка, соответствующая раскрытию документа WO-2016/118555-A1, согласно которому активное пятно образуется за счет колебания луча по меньшей мере в одном или двух измерениях, это колебание накладывается на базовое перемещение вдоль траектории; таким образом ширина этого активного пятна больше, чем ширина пятна, показанного на фиг. 8А, то есть энергия распределяется по более широкой части зоны контакта, тем самым образуя сварной шов большей ширины.
На фиг. 8С и 8D схематически показано, что в соответствии с вариантами осуществления настоящего изобретения двухмерное распределение энергии асимметрично по меньшей мере относительно всех линий, параллельных траектории 104. Здесь усредненная мощность и максимальная мощность существенно выше с одной стороны траектории, чем с другой. В этом случае на первую деталь 101 действует больше мощности или энергии, чем на вторую деталь 102. Это может иметь место, если, например, толщина первой детали 101 в зоне контакта больше, чем толщина второй детали 102, или она выполнена из материала с более высокой точкой плавления.
На фиг. 8Е показано двухмерное распределение энергии с меньшей мощностью на передней части и большей мощностью на задней части. Это может быть уместным для предварительного нагрева деталей до достижения точки плавления.
На фиг. 8F показана альтернативная компоновка, согласно которой максимальный уровень мощности обеспечивается на передней части, что способствует более быстрому достижению температуры плавления, после чего задняя часть может использоваться для создания соответствующей кривой охлаждения.
На фиг. 8G и 8Н показаны другие возможные компоновки с двухмерным распределением энергии, которые асимметричны относительно всех возможных линий, проходящих через активное пятно в зоне контакта, то есть двухмерными распределениями энергии, характеризующимися отсутствием зеркальной симметрии.
Таким образом, становится понятно, что в соответствии с настоящим изобретением параметры сварочного процесса можно настроить очень точно в соответствии с конкретными условиями (например, формой, размерами и материалами свариваемых деталей) за счет правильной настройки и, необязательно, динамической адаптации двухмерного распределения энергии.
На фиг. 9 схематически показано, что сварочная головка 200 в соответствии с одним возможным вариантом осуществления настоящего изобретения может содержать сканер 3, выполненный с возможностью перемещения относительно зоны 104 контакта между двумя деталями 101 и 102 для их совместной сварки. Сварочная головка 200 соединена с приводными механизмами 300 с помощью тяг 301. Согласно этому варианту осуществления настоящего изобретения процесс перемещения основан на принципе работы параллельного манипулятора. Однако могут использоваться любые подходящие средства перемещения сварочной головки, такие как роботизированная рука и т.д. Согласно некоторым вариантам осуществления настоящего изобретения детали, подлежащие соединению, перемещаются относительно сварочной головки. Также может использоваться комбинация этих двух подходов. На фиг. 9 детали 101 и 102 расположены на показанном схематически средстве 4 для поддержки.
На фиг. 10А и 10В схематически показано, что сварка выполняется вдоль зоны контакта, которая характеризуется наличием криволинейных участков или изгибов, которые могут часто встречаться при обработке металлических компонентов транспортных средств. Стрелкой схематически показано, как энергетический луч 2 и активное пятно перемещаются относительно зоны контакта по траектории, как было описано выше, например, в результате перемещения сканера 3 относительно зоны 103 контакта, за счет смещения зоны контакта относительно сканера 3 или за счет использования комбинации этих решений. Когда активное пятно достигает изогнутой части зоны контакта, угол падения между энергетическим лучом 2 и зоной контакта претерпевает изменения. Для сохранения характеристик происходящего нагрева может быть желательно адаптировать двухмерное распределение энергии активного пятна. На фиг. 10А и 10В схематически показано, как этого можно достичь, например, меняя схему сканирования, например, за счет уменьшения протяженности схемы сканирования, увеличивая тем самым плотность мощности в зоне, проходимой лучом, перпендикулярно лучу. На фиг. 10А и 10В схематически показано изменение схемы сканирования за счет изменения протяженности зоны, проходимой энергетическим лучом, то есть за счет уменьшения от сравнительно широкой развертки 2', показанной на фиг. 10А, до более узкой развертки 2", показанной на фиг. 10В. И не только это: распределение энергии в активном пятне можно соответственно выбирать и адаптировать к кривизне поверхности в пределах разных частей активного пятна для достижения оптимального нагрева. Это лишь один пример того, как можно адаптировать двухмерное распределение энергии в соответствии с изменениями в нагреваемой поверхности, и как признаки настоящего изобретения можно использовать для создания сварных соединений между деталями с более или менее сложными поверхностями, адаптации двухмерного распределения энергии в активном пятне и/или в пределах зоны, проходимой энергетическим лучом в плоскости, перпендикулярной лучу, за счет адаптации, например, схемы сканирования, мощности энергетического луча во время прохождения разных сегментов схемы сканирования и/или скорости базового пятна вдоль разных сегментов схемы сканирования. Все это может быть выполнено с помощью программного обеспечения и без использования сложной и настраиваемой оптики.
Используемый в настоящем документ термин «содержит» или «предусматривает» и его производные (такие как «содержащий», предусматривающий» и т.п.) не следует рассматривать в исключающем смысле, то есть эти термины не следует толковать как такие, которые исключают возможность того, что предмет описания и определения может включать другие элементы, стадии и т.п.
С другой стороны, настоящее изобретение не только не ограничивается одним или несколькими характерными вариантами осуществления, описанными в настоящем документе, но и охватывает любые изменения, которые могут быть внесены специалистом в области техники (например, что касается выбора материалов, размеров, компонентов, конфигурации и т.п.), в пределах общего объема правовой защиты настоящего изобретения, определенного прилагаемой формулой этого изобретения.















Изобретение относится к области сварочного производства. Способ включает проецирование на зону контакта между деталями энергетического луча, например лазерного, который проецируют с образованием базового пятна на зоне контакта и повторяющимся образом сканируют в двух направлениях в соответствии со схемой сканирования для создания на соединяемых деталях активного пятна, которое характеризуется двухмерным распределением энергии. При этом активное пятно перемещают по зоне контакта для постепенного плавления сопрягаемых частей деталей с образованием сварного соединения. Кроме того, двухмерное распределение энергии активного пятна динамически адаптируют во время его перемещения с учетом наличия углублений, сквозных отверстий или выступов в одной из деталей, или в соответствии с изменениями толщины и/или материала в деталях, или при перемещении активного пятна по криволинейной траектории, при этом двухмерное распределение энергии является асимметричным. Использование изобретения позволяет повысить качество сварного шва при упрощении применяемого оборудования. 10 з.п. ф-лы, 18 ил.
1. Способ создания сварного соединения между, по меньшей мере, первой деталью (101) и второй деталью (102), включающий проецирование на зону (103) контакта между деталями энергетического луча (2),
который проецируют с образованием базового пятна (2А) на зоне (103) контакта и повторяющимся образом сканируют в двух направлениях в соответствии со схемой сканирования для создания на соединяемых деталях активного пятна (21), которое характеризуется двухмерным распределением энергии,
при этом активное пятно (21) перемещают вдоль траектории (104) по зоне (103) контакта для постепенного плавления сопрягаемых частей первой детали (101) и второй детали (102) с образованием сварного соединения (105),
а двухмерное распределение энергии активного пятна (21) динамически адаптируют во время перемещения активного пятна (21) вдоль траектории (104),
причем во время по меньшей мере части перемещения активного пятна (21) вдоль траектории указанное двухмерное распределение энергии является асимметричным
- относительно любой линии, проходящей через активное пятно параллельно траектории, и/или
- относительно любой линии, проходящей через активное пятно перпендикулярно траектории,
при этом двухмерное распределение энергии динамически адаптируют таким образом, что когда активное пятно (21) находится в зоне рядом с углублением, проемом, сквозным отверстием или выступом в одной из деталей оно отличается от распределения, когда оно находится в зоне, удаленной от указанного углубления, проема, сквозного отверстия или выступа соответственно, или
двухмерное распределение энергии динамически адаптируют в соответствии с изменениями толщины и/или материала по меньшей мере одной из двух деталей в зоне (103) контакта, или
двухмерное распределение энергии динамически адаптируют таким образом, что на криволинейной части траектории (104) оно отличается от распределения на прямой части траектории.
2. Способ по п. 1, в котором во время по меньшей мере части перемещения активного пятна (21) вдоль траектории указанное двухмерное распределение энергии дополнительно является асимметричным относительно любой линии, проходящей через активное пятно в зоне контакта.
3. Способ по п. 1 или 2, в котором во время указанной части перемещения двухмерное распределение энергии является таким, что средняя плотность энергии в активном пятне существенно выше с одной стороны траектории (104), чем с другой стороны траектории (104).
4. Способ по любому из пп. 1-3, в котором во время указанной части перемещения двухмерное распределение энергии является таким, что максимальный уровень мощности с одной стороны траектории (104) существенно выше, чем максимальный уровень мощности с другой стороны траектории (104).
5. Способ по любому из пп. 1-3, в котором во время указанной части перемещения двухмерное распределение энергии является таким, что средняя плотность энергии в активном пятне существенно выше в передней половине активного пятна, чем в задней половине активного пятна.
6. Способ по любому из пп. 1-3, в котором во время указанной части перемещения двухмерное распределение энергии является таким, что максимальный уровень мощности в передней половине активного пятна существенно выше, чем максимальный уровень мощности в задней половине активного пятна.
7. Способ по любому из пп. 1-3, в котором во время указанной части перемещения двухмерное распределение энергии является таким, что средняя плотность энергии в активном пятне существенно выше в задней половине активного пятна, чем в передней половине активного пятна.
8. Способ по любому из пп. 1-3, в котором во время указанной части перемещения двухмерное распределение энергии является таким, что максимальный уровень мощности в задней половине активного пятна существенно выше, чем максимальный уровень мощности в передней половине активного пятна.
9. Способ по п. 1, в котором по меньшей мере одно из
- мощности энергетического луча,
- схемы сканирования и
- скорости перемещения базового пятна вдоль по меньшей мере части схемы сканирования
адаптируют в соответствии с по меньшей мере одним изменением угла между энергетическим лучом (2) и частью зоны (103) контакта, нагреваемой активным пятном (21).
10. Способ по любому из пп. 1-3, в котором при образовании сварного соединения (105) дополнительно осуществляют добавление материала.
11. Способ по любому из пп. 1-3, в котором используют энергетический луч (2) в виде лазерного луча.
| DE 102012008940 A1, 14.11.2013 | |||
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2112636C1 |
| СИСТЕМА И СПОСОБ ДЛЯ ОБРАБОТКИ ОБЪЕКТОВ С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРА | 2003 |
|
RU2322334C2 |
| WO 2016026706 A1, 25.02.2016 | |||
| US 6740845 B2, 25.05.2004 | |||
| WO 2016118555 A1, 28.07.2016. | |||

