Изобретение относится к области реза«ия материалов с использованием ультразвуковых и звуковых колебаний.
Известен способ резания материалов с наложением ультразвуковых колеба ний на деталь, благодаря чему обрабатываемый материал разуврочняется и облегчается процесс обработки.
Однако лри озвучивании всей детали в процессе обработки возникает эффект разупрочнения всего обрабатываемого материала, идентичный его нагреву до высоких температур, особенно сильный, если деталь подвергается колебаниям большой мощности. Разупрочнение материала приводит к ухудшению эксплуатационных характеристик обработанной детали.
Кроме того, для .получения разупрочнения детали при наложении колебаний на деталь необходимо введение колебаний большой мощности, что анерГетИчески не выгодно.
При наложении ультр,азвуко-вььх .колебаний «а деталь (или на инструмент) снижается жесткость технологической системы «ставок- приспособление - инструмент - деталь. Изза этого, а та.кже из-за усталостного разрушения отдельные колеблющиеся части станка и приспособлений прежденреме.Н1НО выходят из строя.
Цель изобретения - устранить указанные недостатки.
По предлагаемому способу ультразвуковые колебания вводят в зону стружкообразова ния в месте ко нтакта стружки с режущ;1м инструментом, например, с помощью индентора.
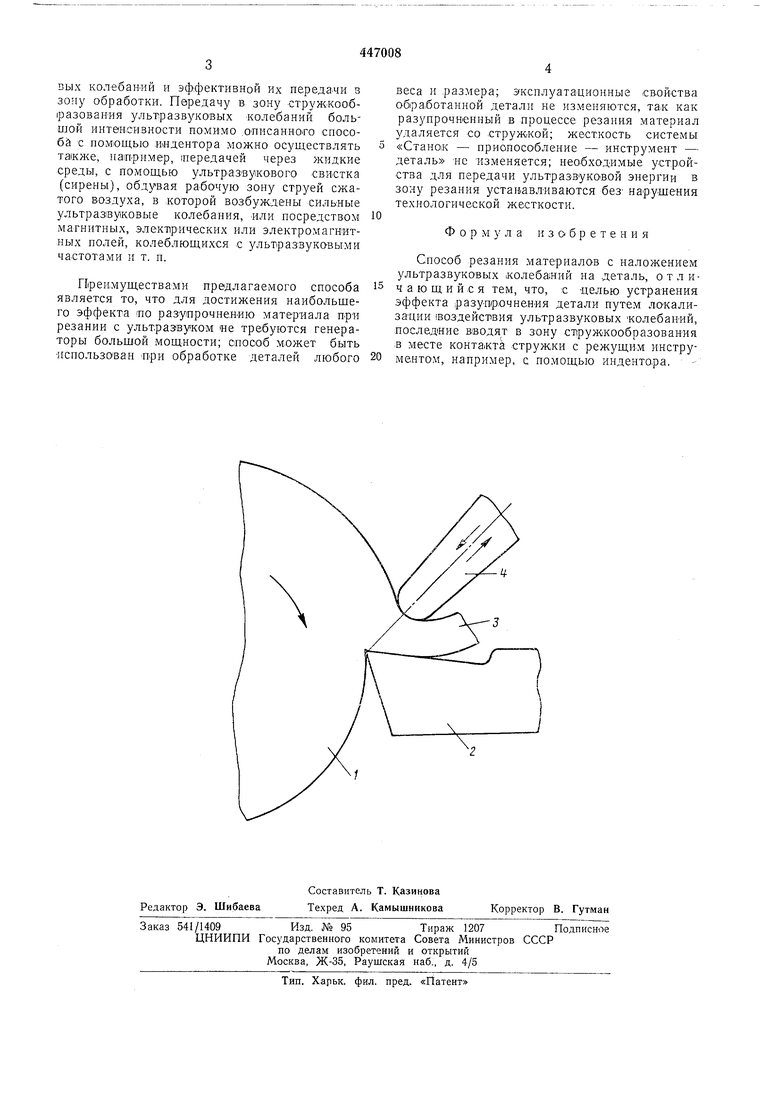
Способ поясняется чертежом.
При вращении загото.вки 1 резцом 2 срезают слой 3. Индентор 4 уста.навливают на .наружную поверхность срезаемого слоя в месте, .которое соответствует зоне контакта внутренней поверхности стружки с передней гранью резца. В процессе резания индентору 4 сообщают колебания с ультразвуковой .частотой. Радиус округления сферической части индентора, угол его установки относительно оси резца, частоту и амшлитуду колебаний назначают в зависимости от условий обработки.
Предлагаемый способ реза.ния м.ожет быть также осуществлен при стр.огании, фрезеровании, протя.гива-нии и других процессах механоо.бработки.
В результате локализации ультразвуковых 1колебаний большой интенсивности разупрочнение материала достигается только в зоне стружкообразованяя. Принципиально можно достигнуть полного разупрочнения зоны стружкообр-азования при резании путем подбора оптимальной удельной мощ-ности ультразвуковых колебаний и эффективной их переда-чи в зону обработки. Передачу в зону струж.кообфазования ультразвуковых колебаний большой интен.сизности помимо .олисанно-го способа с помощью индентора можно осуществлять также, например, (передачей через жидкие среды, с помощью ультр азвукового свистка (сирены), обдувая рабочую зону струей сжатого воздуха, в .которой возбуждены сильные ультраз1ву1ковые колебания, «ли посредством магнитных, элект1рических или электромагнитиых полей, колеблющихся с ультразвуковыми частотами и т. п.
Преимуществами предлагаемого способа является то, что для достижения наибольшего эффекта по разупрочнению материала при резании с ультразвуком не требуются генераторы большой мощности; способ может быть исиользован «ри обработке деталей любого
веса и .размера; эксилуатациоиные свойства обра.ботанной детали не изменяются, так как разупрочнеиный в процессе резания материал удаляется со стружкой; жесткость системы «CTHHOIK - приспособление - инструмент - деталь не изменяется; необходимые устройства для передачи ультразвуко-вой энергии в зону резания устанавливаются без нарушения технологической жесткости.
Формула изобретения
Способ резания материалов с наложением ультразвуковых колебаний на деталь, отличающийся тем, что, с делью устранения эффекта разупрочнения детали путем локализации (воздействия ультразвуковых колебаний, последние вводят в зону ст|ружкообразования в месте контакта стружки с режущим инструментОМ, например, с помощью индентора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ОСЕВЫМ ИНСТРУМЕНТОМ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2002 |
|
RU2203782C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ОСЕВЫМ ИНСТРУМЕНТОМ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2002 |
|
RU2203781C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| Способ механической обработки | 1980 |
|
SU929332A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ РЕЗАНИЕМ | 2001 |
|
RU2188747C1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЕТАЛИ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2442841C2 |
