Ряд технике-экономических соображений заставляет в настоящее время отказаться от применения горячих методов цинкования и лужения, заменив их методами гальваностегичесиими. Однако, небольшая скорость, с Которой протекают гальваностегические процессы, значительно меньшая, чем скорость осаждения горячим способом, ставит ряд затруднений в тех случаях, когда требуется большая производительность оцинковочного или лудильного цеха. Особенно это относится к заводам, выпускающим оцинкованное кровельное железо. Предлагаемое изобретение ставит своей целью создание автомата, небольшого по своим габаритам для оцинковки и лужения листов гальваническим способом, обладающего большой производительностью.
В предлагаемой конвейерной сдвоенной ванке для гальванического покрытия листов применен параллельный ряд баргбанных, поль.1Х, вращающихся анодов, частично погруженных в электролит и снабженных на цилиндрической поисрхности впитывающим электролит материалом,, касающимся снизу обрабатываемых листов, которые перемещаются над анодами.
Лнод, выполненный по авт. с -1;д. № 36123, позволяет применять плотности
(215)
тока до 100000 Л/,«- вместо обычных 100-200 RjM- с соответствующим увеличением скорости осаждения и процесс, длящийся обычно в ВЕНне 1-2 часа, при пгч: указанных анодов, дпитг:i/Th. Кроме того, в резул м.-. . / .;;. исследовательской работы ус1с1ноилено, что покрытия, полученные таким образом, по своему качеству превосходят покрытия, полученные 3 обычной ванне, и что возможно получение цинковых покрытий, по СЕоему виду превосходящих отложения никеля.
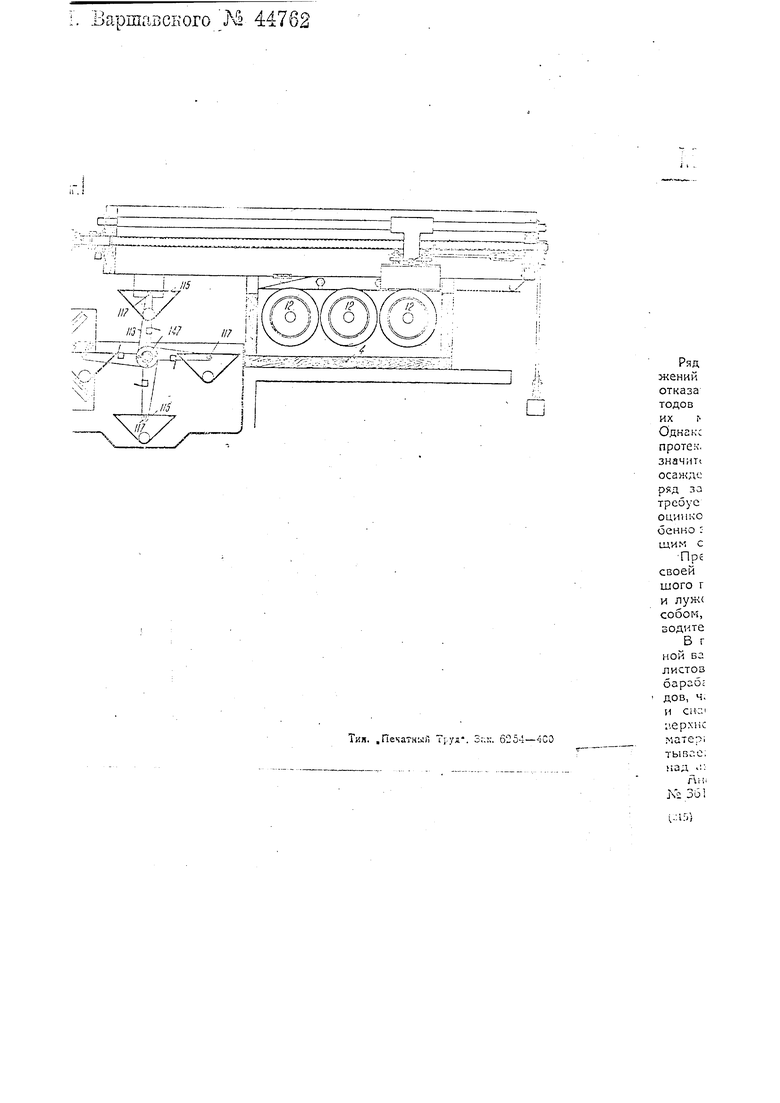
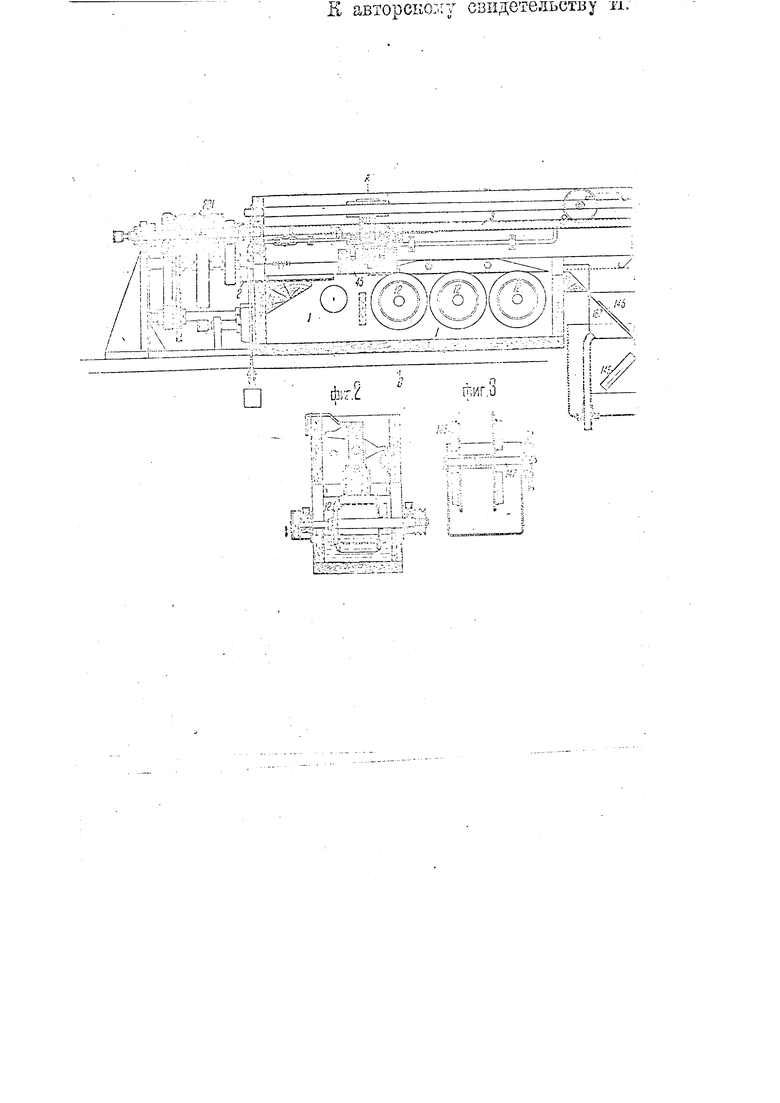
На чертеже фиг. 1 изображает продольный разрез конвейерной ванны для гальванического покрытия листов; фиг. 2 - поперечный разрез ее по АВ фиг. 1; фиг. 3 - тоже по CD фиг. 1.
Конвейерная ванна представляет собой две ванны J и 4 с расположенными параллельным рядом внутри каждой ванны тремя полыми вращающимися барабанными анодами 72 (фиг. 2), выполненными по авторскому свидетельству №. 36123. Днодь J2 представляют собой персрорг-.розанные, полые цилиндрические барабакы, открь;ть с с одного конца и частично погруженные в элгктролит, налитый в ванны / и -/.
На барабаны анодов J2 надеваются дисковые аноды, чередующие-:
с дисковыми щетками, представляюидими собой кружки впитывающего электролит материала, к которым пришит волос.
Между ваннами 1 4 находится промыБОчно-опрокидывающее устройство (фиг. 1 и 3), состоящее из душ 167, псрсиорачииающих рзмок /«/З и транспортирующей крестовины //5, снгбжемной площадками П5, свободно вращающимися вокруг осей 117 и имеющими центр тяжести ниже точки подвеса.
.Подача листа производится из выдвижной кассеты 2 при помощи электромагнитного стола 45, передвигающегося помощью червячка 3. Электромагнитный стол 45 одновременно служит контактом к листу.
Лист, подлежащий покрытию, закладывается в выдвижную кассету 2. На мертвой точке заднего хода электромагнитного стола 45 включается ток на электромагниты, лист поднимается столом, электромагнитная муфта 201 переключает стол на ход вперед и лист протаскивается столом по вращающимся анодам. В конце переднего хода стола выключается ток на электромагниты и лист, покрытый с одной стороны, падает на переворачивающуюся рамку 145, где промывается дущем /67,
В это время электромагнитная муфта переключает стол на быстрьж обратный ход. По истечений некоторого времени, когда стол движется со следующим листом, переворачивающая рамка 145 про.мывочно - опрокидывающего устройства поворачивается при помощи секторальной щестеренки вокруг оси 147 на ЭО и лист падает на одну из площадок 7/5 транспортирующей крестовины //5, имеющих центр тяжести ниже точки опоры. После этого крестовина 113 поворачивается на 90° и переносит лист.наверх, где он подхватывается электромагнитным столом второй ванны и покрывается
с другой стороны, после чего падает
в ПрС;-,,..: очный баК.
Подпчл электромагнитными столами может быть с успехом заменена подачей бесконечной электромагнитной цепью.. При этом отпядает необход-.-кость трг.тить арем;; на .мертоьп; пробег стола и листы могут итти непрерыБкь;м потоком, что сильно отражается на увеличении производительности конвейерной ванны.
Предмет изобретения.
1.Конвейерная ванна для гальванического покрытия листов, отличающаяся применением параллельного ряда барабанных полых вращающихся, частично погруженных в электролит анодов, снабженных на цилиндрической поверхности впитывающим электролит матариалом,, предназначенным касаться снизу обрабатываемых листов, перемещаемых над анодами.
2.Форма выполнения ванны по п. 1 отличающаяся тем, что для двустороннего покрытия листов она выполнена в виде сдвое1-:ной ванны, между обеими половинами которой расположено промывочно - опрокидывающее устройство, состоящее из периодически поворачивл ющихся на 90° рамок 145, дуща 167 и транспортирующей крестовины //5, снабженной четырьмя свободно вращающимися вокруг осей 117 площадками 115 с центром ниже точки опоры,
3.В ванне по пп. 1 и 2 применение для транспортирования и подвода к листам тока электромагнитных приспособлений, соверщающих возвратно-поступательное или непрерывное перемещение.
4.В ванне по пп. 1 и 2 применение анодов, выполненных по авторскому свидетельству № 36123. i - j . Ряд жений отказа годов их Одна к: протек, значит осаждс ряд за требус бенио : идим с Пр своей шого г и луже со бон, водите В г ДОВ, ч. и CHCJ ая Труд . З;.:;. б254-4СО
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛЫЙ ВРАЩАЮЩИЙСЯ АНОД ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1933 |
|
SU36123A1 |
| Конвейерная ванна для одностороннего электролитического покрытия листового материала | 1932 |
|
SU34252A1 |
| Установка для изготовления листовых изделий из стеклянного волокна | 1960 |
|
SU132373A1 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛУЖЕНЫХ ОТХОДОВ МЕДИ | 2022 |
|
RU2795912C1 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ОБЪЕКТ | 2013 |
|
RU2635058C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2464361C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2022 |
|
RU2801976C1 |
| СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ВОЛОКОН И ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2016 |
|
RU2723118C2 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ПРЕЦИЗИОННЫЕ МЕТАЛЛИЧЕСКИЕ НИТИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2751355C1 |