Процесс прикрепления электродов к корпусу зажигательной свечи требует целого ряда операций, производимых с помощью различных механизмов. Настоящим предлагается установка, состоящая из ряда обычных предназначенных для выполнения отдельных операций механизмов, расположенных в последовательности технологического процесса, причем для подвода обрабатываемых предметов к указанным механизмам применен барабан с прерывистым вращательным движением.
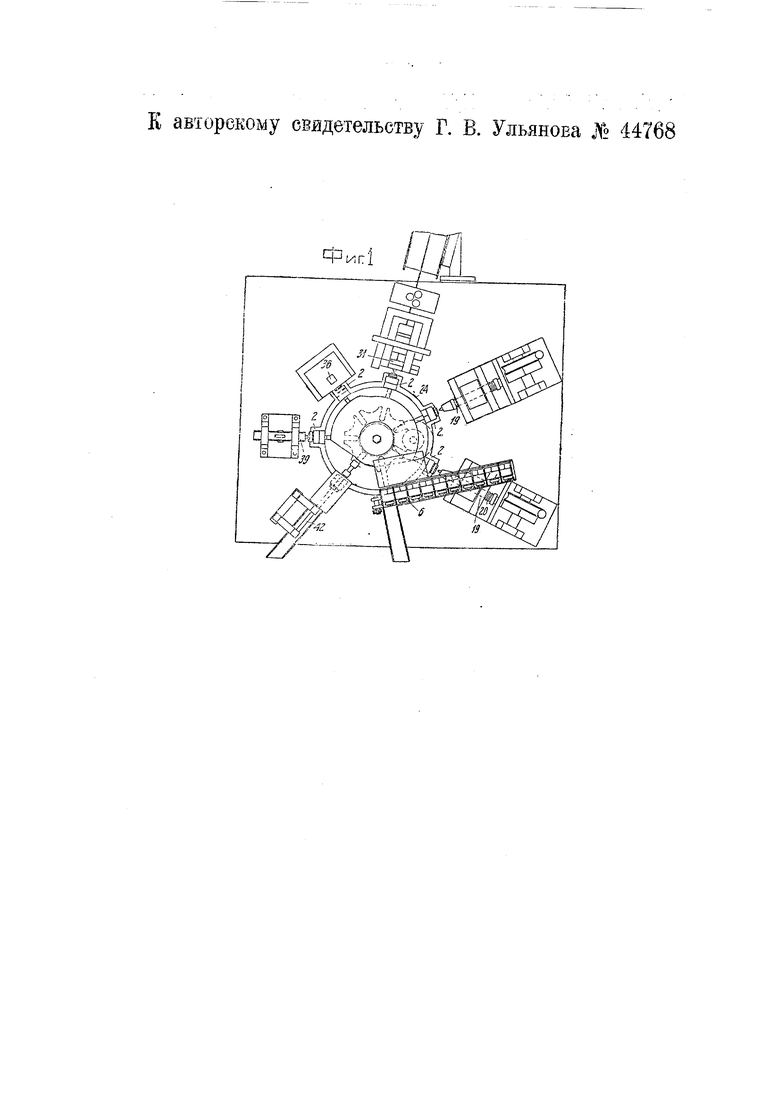
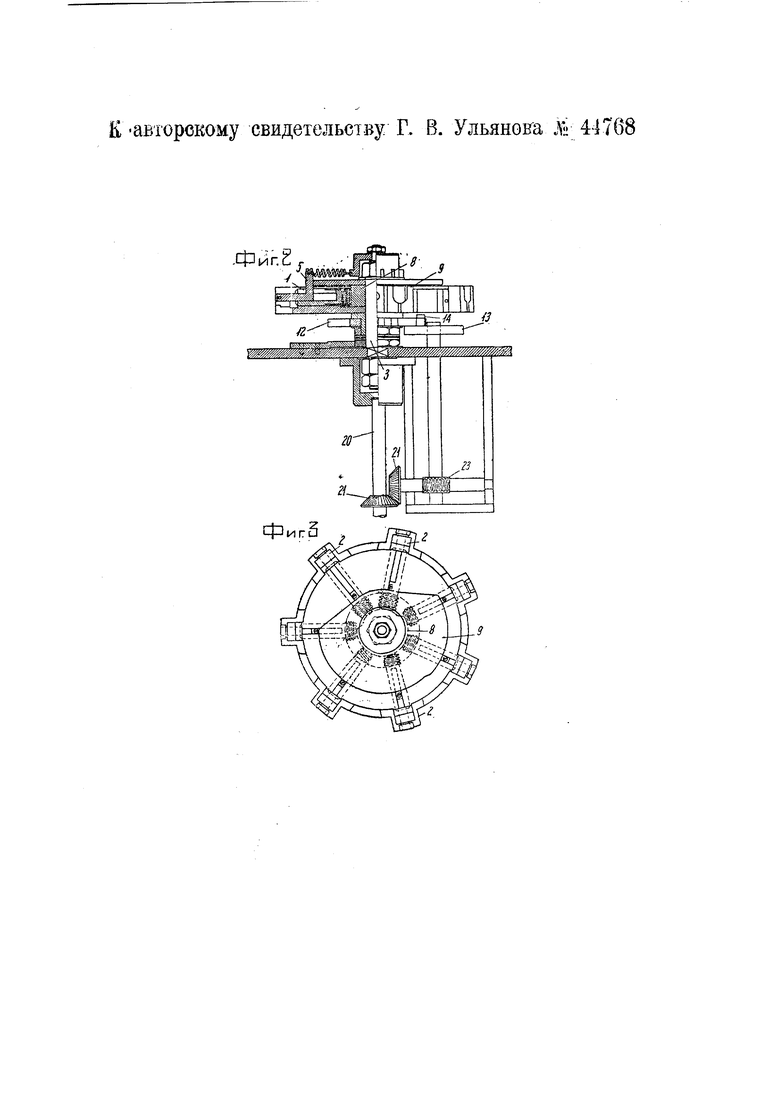
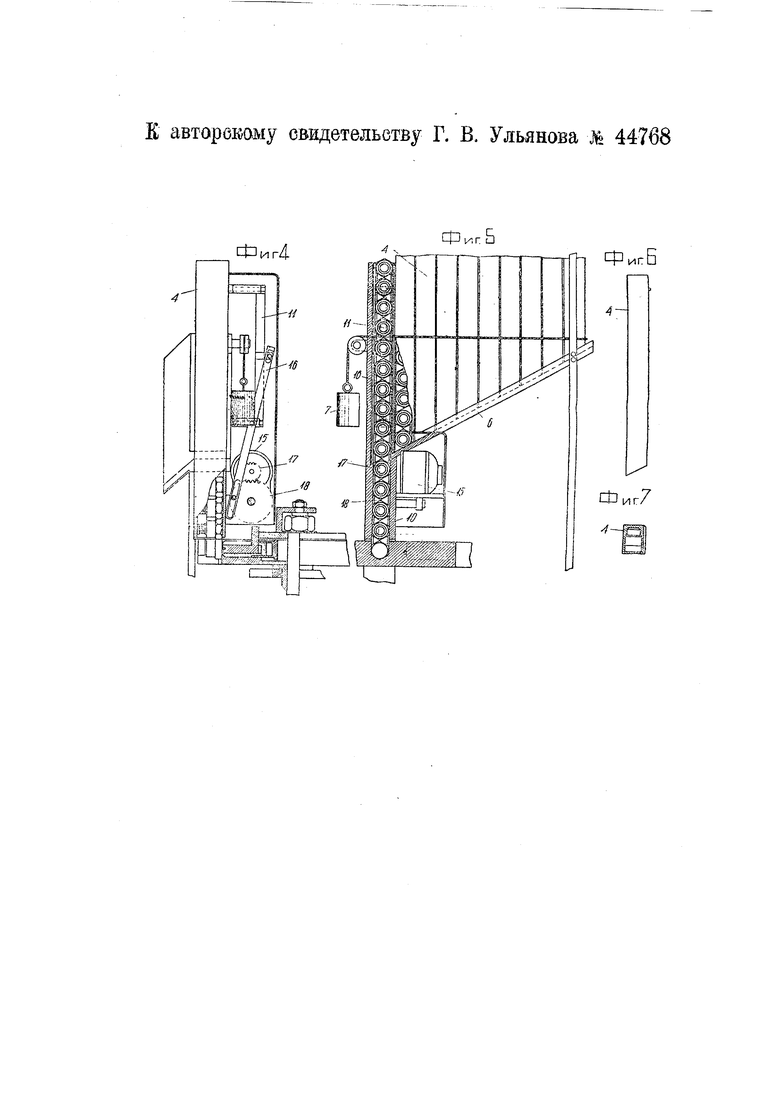
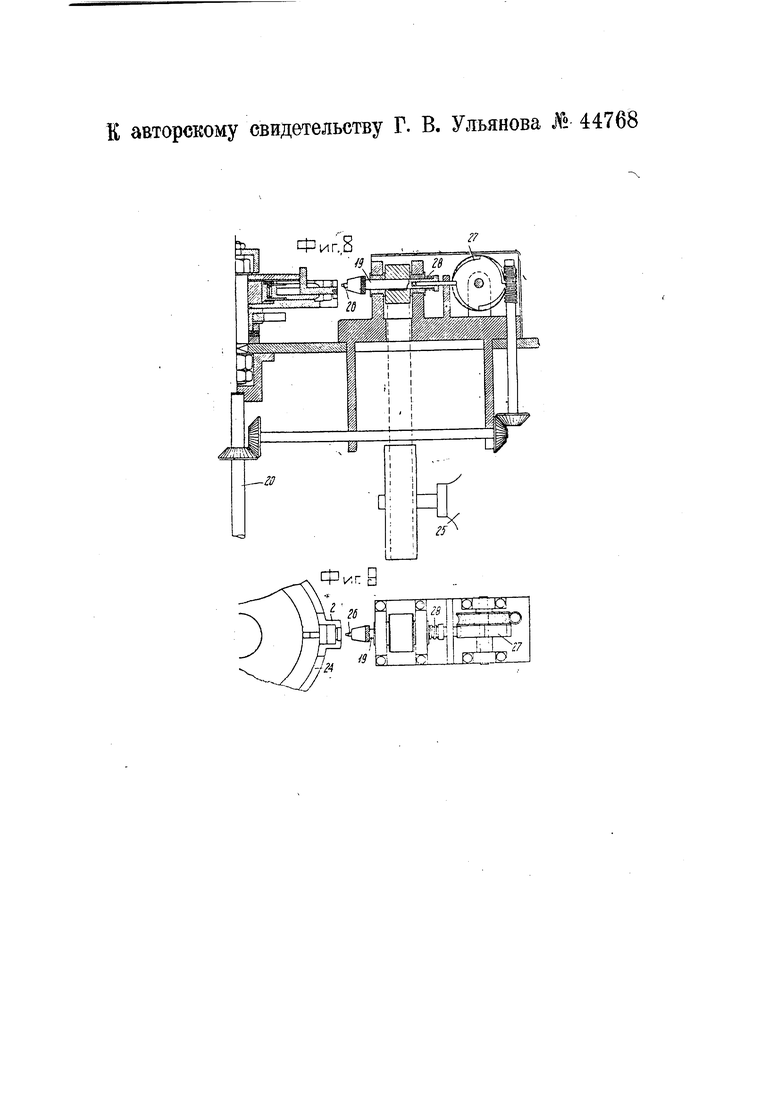
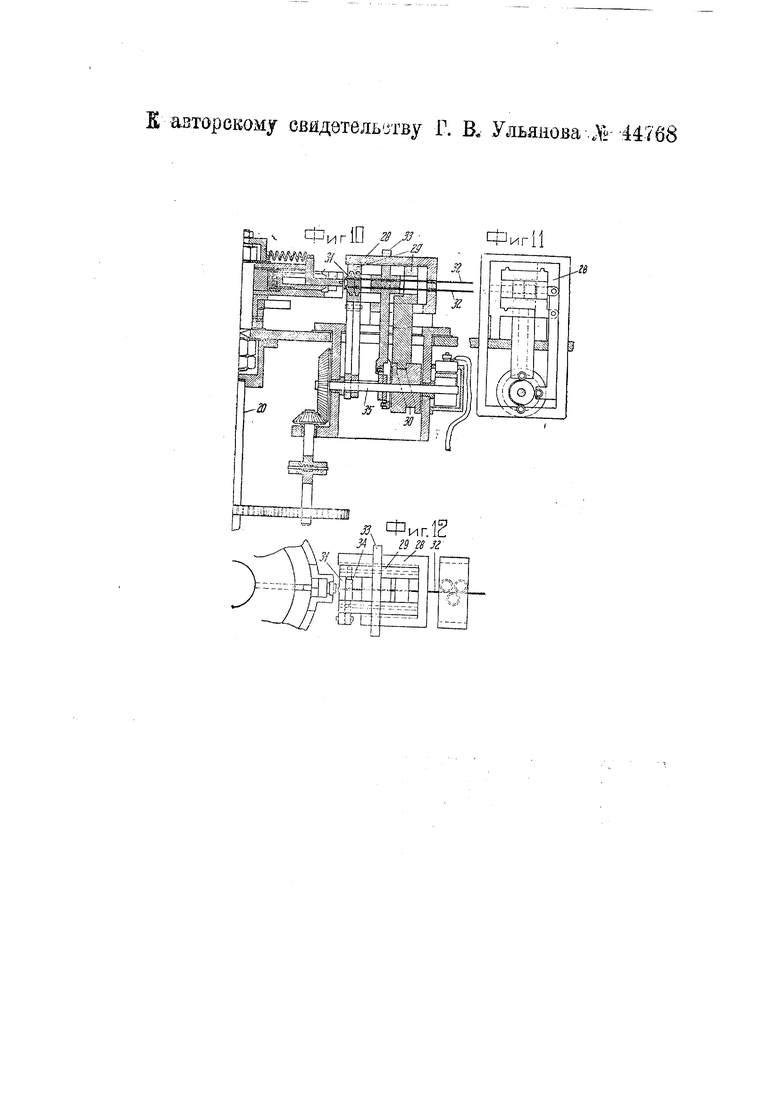
На чертеже фиг. 1 изображает план установки; фиг. 2-боковой вид зажимного патрона установки; фиг. 3-вид сверху на зажимной патрон; фиг. 4- боковой вид магазина с поперечным разрезом; фиг. 5-продольный разрез магазина; фиг. 6 -бскоьой вид кассеты для магазина; фиг. 7-поперечный разрез кассеты; фиг. 8- продольный разрез механизма для кольцевой расточки корпуса свечи; фиг. 9-план того же механизма; фиг. 10-продольный разрез электросварочного агрегата; фиг. 11- боковой вид того же агрегата; фиг. 12- план того же агрегата; фиг. 13-продольный разрез агрегата для загибки
(333)
электродов; фиг. 14-боковой вид того же агрегата; фиг. 15-продольный разрез механизма для подрезки электродов; фиг. 16-боковой вид того же механизма; фиг. 17-план того же механизма; фиг. 18-продольный разрез выбрасывателя; фиг. 19-боковой вид выбрасывателя; фиг. 20-план выбрасывателя.
Установка для прикрепления электродов к корпусу зажигательной свечи состоит из барабана 24 (фиг. 1), имеющего прерывистое вращательное движение, и ряда агрегатов, предназначенных для выполнения операций в нормальной последовательности технологического процесса. Рассматриваемая установка предусматривает,проведение процесса в следующие семь операций.
1)подача корпуса свечи и его закрепление.
2)расточка для первого электрода,
3)расточка для второго электрода,
4)приварка электродов,
5)предварительный загиб электродов,
6)окончательная обработка электродов,
7)выбрасывание готового корпуса. Барабан 24, соответственно указанному числу операций, снабжен семью
|-неэдами 2 для зажима в них обрабатываемого корпуса с помощью замка 1, снабженного конусом для центрирования корпуса свечи. Барабан 24 периодически поворачивается вокруг неподвижной оси 3 (фиг. 2 и 3) с помощью цевочной шестерни 12, получающей при помощи диска 13 с .пальцем 14, червячной передачи 23 и конической 21 периодические повороты от непрерывно вращающегося распределительного вала 20. На оси 3 укреплены два лекала 8 и 9, из которых лекало 8, управляющее движением замка 1, снабжено кривыми поверхностями двух радиусов: кривая меньшего радиуса соответствует раскрытому положению замка 1 при подаче корпуса свечи и его выбрасывании, а кривая большего радиуса-замкнутому положению замка 1 при расточке, приварке и обработке электродов. Лекало 9 управляет движением замка 5, расположенного внутри замка 1 и назначенного для удержания электродов при их обработке. Лекало 9 снабжено кривыми поверхностями трех радиусов кривизны: меньший радиус соответствует положениям подачи корпуса свечи в установку и его выбрасывания, средний- положениям расточки корпуса и приварки электродов, а больший-положениям при обработке электродов. Замки 1 и 5 с помощью пружин постоянно прижаты сооткетственно к лекалам 8 и 9. Подача корпуса свечи в установку производится автоматически с помощью ряда кассет 4 (фиг. б, 7), устанавливаемых на наклонную плоскость 6 (фиг. 5) и постепенно передвигающихся под действием груза 7 (фиг. 4, 5). Наклонная плоскость 6 снабжена отростком 10, расположенным над опним из гнезд 2 барабаня 24. Внутреннее сечение кассет 4 и отростка 10 соотве.ствует наружному очертанию корпусов свечи, которые под влиянием собственного веса постепенно опускаются и попадают в периодически подводимые под отросток 10 гнезда 2 При освобождении одной из кассет 4 от корпусов свечи пустая кассета выталкивается с помощью выталкивателя 11, автоматически получающего в этот момент передвижение от мотора 15 при помощи рычага 16 с прорезами и шестерен 17, 18. Для расточки корпуса свечи
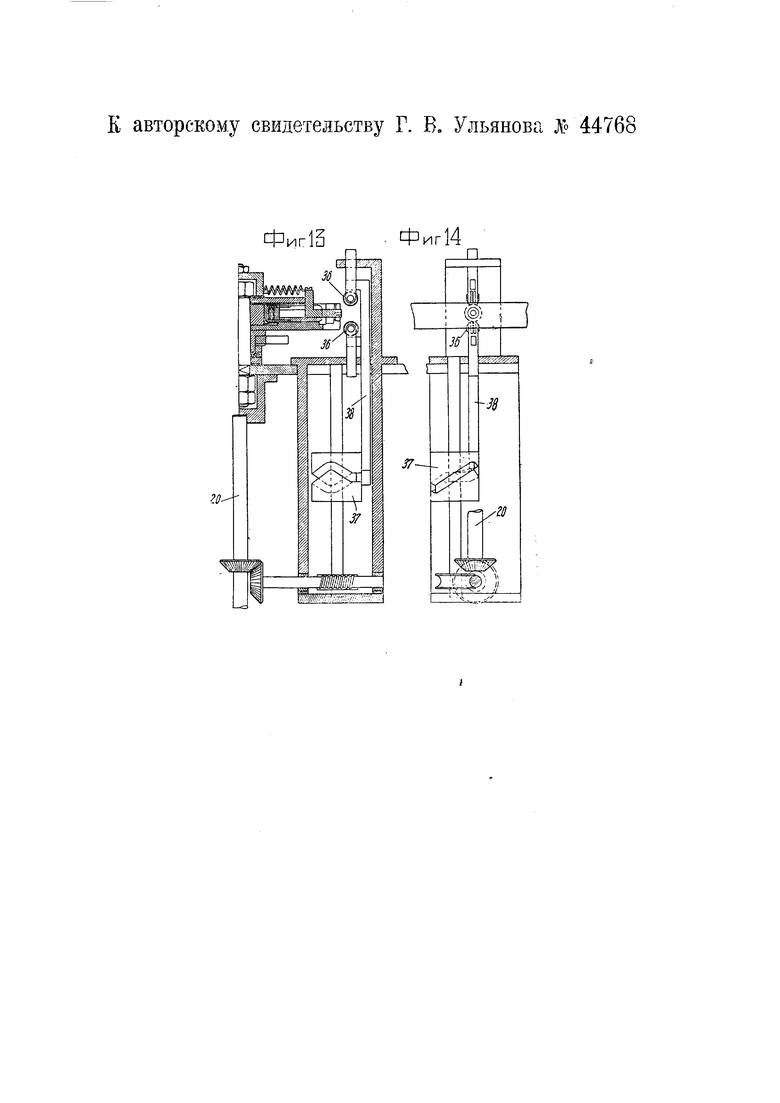
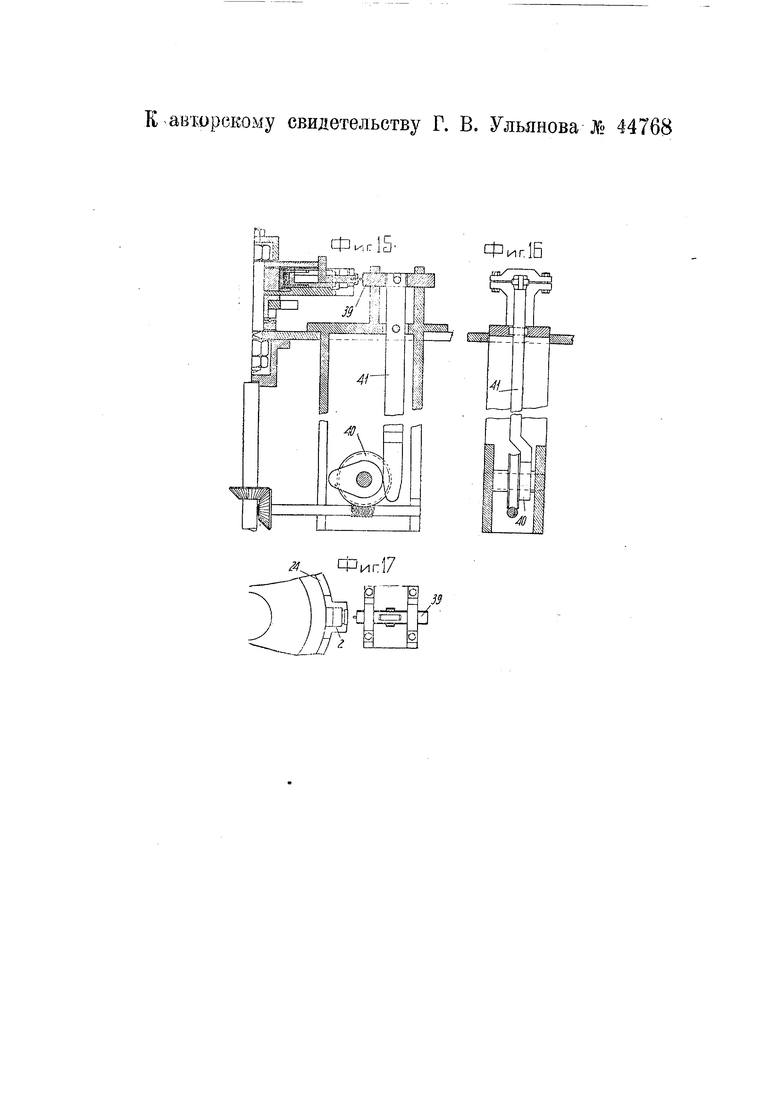
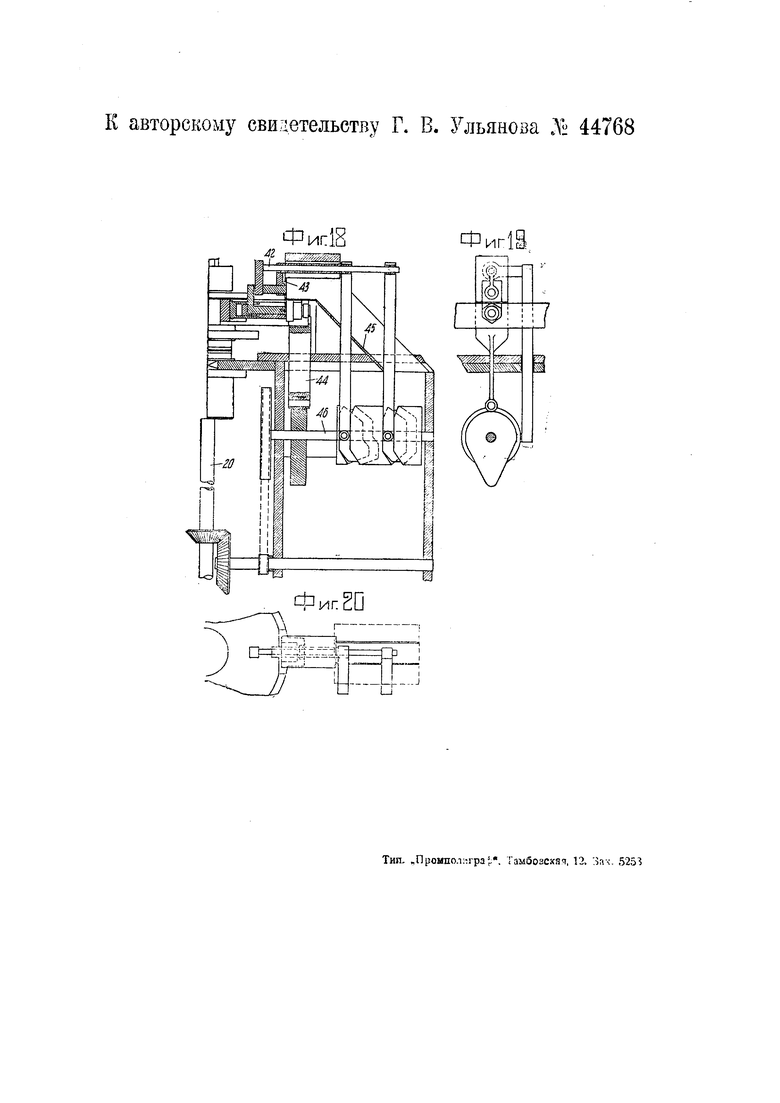
под электр.оды применен горизонтальный шпиндель 19 (фиг. 8, 9), несущий фрезу 26 и получающий вращение от самостоятельного электромотора 25, Подача фрезы 26 по Направлению оси осуществляется с помощью лекала 27, получающего вращение от распределительного вала 20, обратный же ход шпинделя 19 производится пружиной 28. Лгрегаты для расточки установлены против двух гнезд 2 барабана 24. После расточки корпуса свечи под электроды последние подаются в корпус и привариваются с помощью электросварочных ножниц (фиг. 10, 11 и 12). Электросварочные ножницы состоят из неподвижного корпуса 28, укрепленного на станине установки с расположенной в ней рамкой 29, получающей горизонтальные передвижения вдоль корпуса 28 от непрерывного вращающегося кулака 30, снабженного фигурным пазом, в который входит отросток рамки 29. В рамке 29 устроен зажим 31, назначение которого захватывать электроды 32 при крайнем правом положении рамки 29 и держать зажатыми при движении рамки 29 влево. При движении же рамки 29 вправо электроды 32 удерживаются в тисках 33, состоящих из трех пластин-верхней и нижней, имеющих движение в вертикальном направлении и средней неподвижной. В передней части рамки 29 кроме лекала 31 имеется еще для обрезки электродов нож 34. Нож 34, зажим 31, пластины тисков 33 и рамка 29 получают,, передвижение в соответствующие моменты от вращающегося вала 35 с насаженными на нем кулачками. Кроме того для подачи электроэнергии в момент сварки имеется выключатель, работающий согласованно с движением рамки 29, а именно включающий ток при нахождении рамки 29 в крайнем левом положении после обреза электродов. После приварки электродов концы их загибаются с помощью приспособления, состоящего из пары роликов 36 (фиг. 13, 14), получающих, с помощью рычага 38 вертикальные перемещения от вращающегося кулачка 37, снабженного фигурным пазом. Опорой при загибе электродов служит замок 5, который выходит из корпуса свечи на необходимую длину. После загиба электродов производится подрезка их концов для придачи им известной формы на приспособлении (фиг. 15, 16, 17), состоящем из пунсона 39, получающего при помощи рычага 41 осевые передвижения от вращающегося кулака 40. После подрезки концов электродов обработанный корпус свечи удаляется из установки при помощи выбрасывателя (фиг. 18, 19 и 20), состоящего из щтока 42, сбрасывателя 43 и подъемного стержня 44.
Подъемный стержень 44 поднимает корпус свечи из гнезда 2, после чего щток 42 входит внутрь корпуса свечи и выносит его из пределов гнезда 2, а затем движением вправо сбрасывателя 43 корпус свечи падает на отводящую наклонную плоскость 45. Передвижением щтока 42, сбрасывателя 43 и подъемного стержня 44 управляет вал 46 с посаженными на нем кулаками. Работа установки происходит следующим образом. Рабочий устанавливает на наклонную плоскость 6 кассеты 4 с уложенными в них корпусами свечей. Из отростка 10 корпус свечи попад&ет в гнездо 2 барабана 24 и укрепляется в нем с помощью замков 1 и 5, после чего барабан 24 повертывается на V часть окружности, и гнездо 2 с зажатым в нем корпусом свечи подводится к агрегату для расточки под первый электрод. Здесь вращающийся шпиндель 19 подводит фрезу 26 к корпусу свечи, которая и производит расточку. По окончании расточки щпиндель 19 пружиной 28 отодвигается обратно, так как в этот момент опорный стержень щпинделя 19 сошел с выступа лекала 27. Затем барабан 24 получает опять поворот на VY часть окружности и подводит гнездо 2 под следующий агрегат для
расточки под второй электрод, где повторяются те же движения, что и в агрегате для расточки под первый электрод. После этого при дальнейшем повороте барабана 24 гнездо 2 с корпусом свечи подводится к следующему агрегату-электросварочным ножницам, где движением 29 влево электроды вводятся в расточенные гнезда, обрезаются ножом 34 и затем привариваются. После этого зажим 31 раскрывается, и рамка 2Э отводится вправо, где в крайнем правом положении зажим 31 схватывает электродную проволоку о2 и агрегат готов для подвода электродов 32 к следующему корпусу. После приварки поворотом барабана 24 гнездо 2 подводится к приспособлению для загиба электродов, где вертикальным передвижением рычага 38 поочередно подводятся ролики Ь6, отгибающие концы обоих электродов. При дальнейшем повороте барабана 24 гнездо 2 оказывается перед следуюшим агрегатом для подрезки концов электродов, где осевым передвижением пунсона 39 концам электродов придается нужная форма. На этом оканчивается обработка корпуса свечи и приваренных к нему электродов, и при следующем повороте барабана 24 корпус свечи удаляется из установки.
Предмет изобретения.
Установка для прикрепления электродов к корпусу зажигательной свечи путем приварки, состоящая из ряда обычных агрегатов для выполнения отдельных операций в их нормальной последовательности, отличающаяся темчто для подвода обрабатываемых предметов к указанным агрегатам применен барабан, получающий прерывистое дви жение. Е авторскому свидетельству Г. В. Ульянова Лз 44768
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ СБОРКИ И СВАРКИ БАЛОК КОРАБЕЛЬНОГО НАБОРА С ПОЛОТНИЩЕМ | 1971 |
|
SU295640A1 |
| Револьверное дистанционное электрошоковое оружие | 2022 |
|
RU2781908C1 |
| УСТРОЙСТВО для ПРИВАРКИ УПРОЧНЯЮЩЕГО ШАРИКА К РАБОЧЕМУ КОНЧИКУ ПЕРА АВТОРУЧКИ | 1972 |
|
SU332969A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| СПОСОБ ОБОРУДОВАНИЯ МОДЕРНИЗИРУЕМОГО ТАНКА ДОПОЛНИТЕЛЬНЫМИ ВИДАМИ ЗАЩИТЫ | 1995 |
|
RU2095729C1 |
| Роторная машина для подгибки бокового электрода запальных свечей | 1974 |
|
SU541537A1 |
| Видоизменение приспособления для транспозиции в ручных гармониях, охарактеризованное в патенте № 12806 | 1929 |
|
SU20933A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ЗАЛ\ОРОЖЕННЫХ РБ1БНЫХ БЛОКОВ | 1973 |
|
SU370422A1 |
| Бесключевой разборный контрольный замок | 1931 |
|
SU26567A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1977 |
|
SU695784A1 |
.Фйп2, у к авторошму свидетельству Г. В. ФигД Фиг 5 Ульянова Ji 44768 гь ФигБ Шиг7
fe,
г
к авторскому свидетельству Г. В.
Фиг ID /SJ3
ФигЦ
Zff
Д Фиг.1
.Я),-| f к
:. Ульянова ,.% 44768
Фиг 14
: (;
iSf,
;/
Й7
/. Фиг17
Фиг. 15
SS
К
Фиг1:
ФигШ.

