Изобретение относится к области судостроения.
Известен агрегат для сборки и сварки балок KOpa6e.iibHoro набора с полотнищем, содержащий портал с перегружателем балок, рольганг для передвижения полотнища, устройство для сборки и сварки балок с полотнищем и узел остановки и направления движения полотнища.
ОтлИчием предложенного агрегата является то, что узел остановки и направления движения полотнища выполнен в виде ползуна, смонтированного с возможностью продольного перемещения между роликами рольганга и снабженного струбцинообразным захватным элементом для крепления полотнища, жестко соединенным с одним торцом ползуна, и зубьями-упорами, фиксирующими полотнище в рабочем положении, сидящими на оси, соединяющей их с другим торцом ползуна и между собой, и взаимодействующими с приводной зубчатой рейкой, смонтированной в направляющих, укрепленных на портале. Это отличие позволяет повысить производительность.
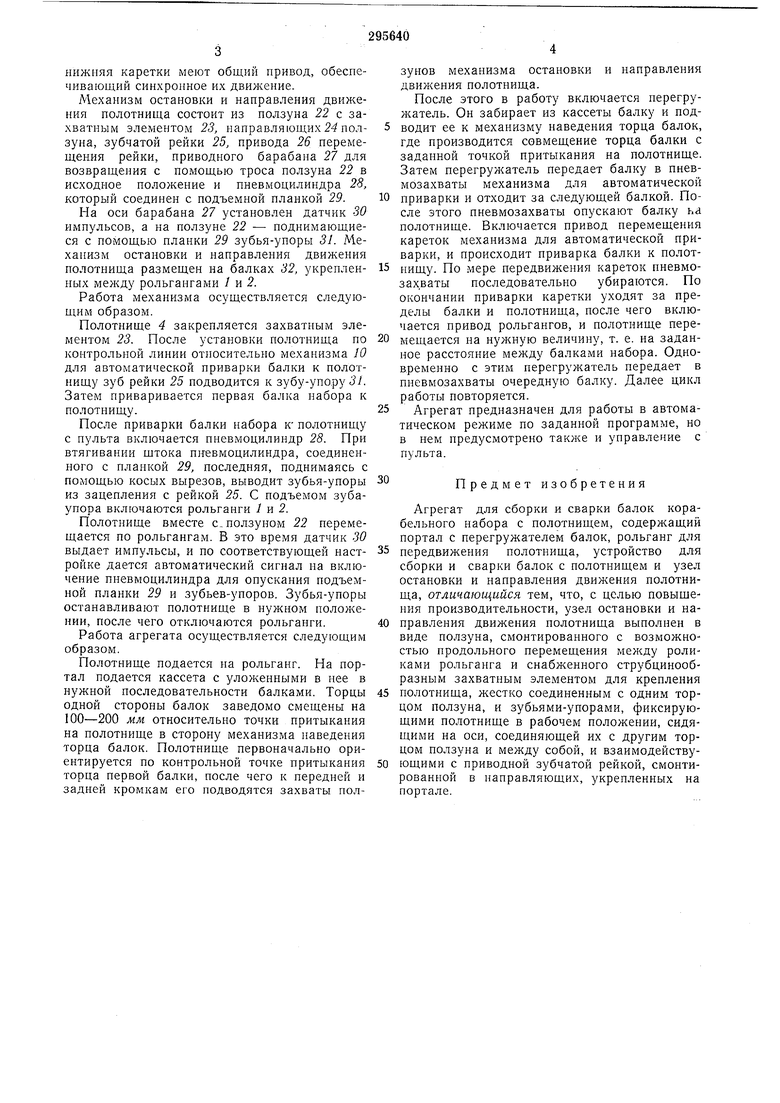
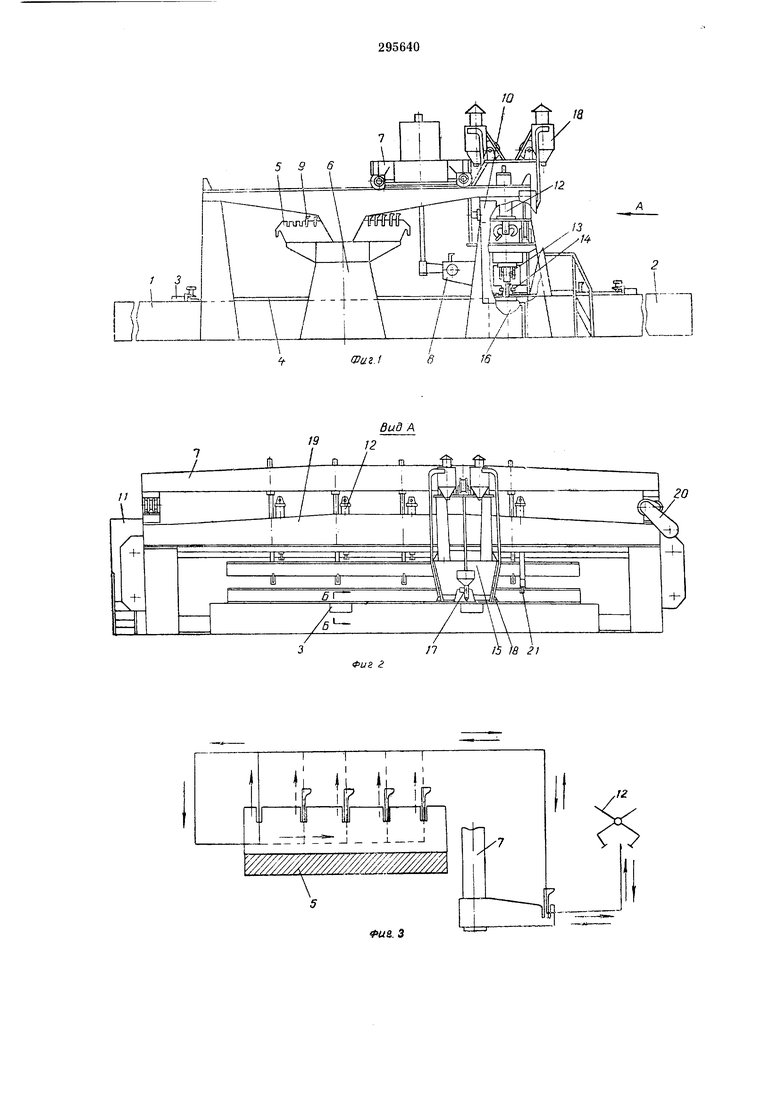
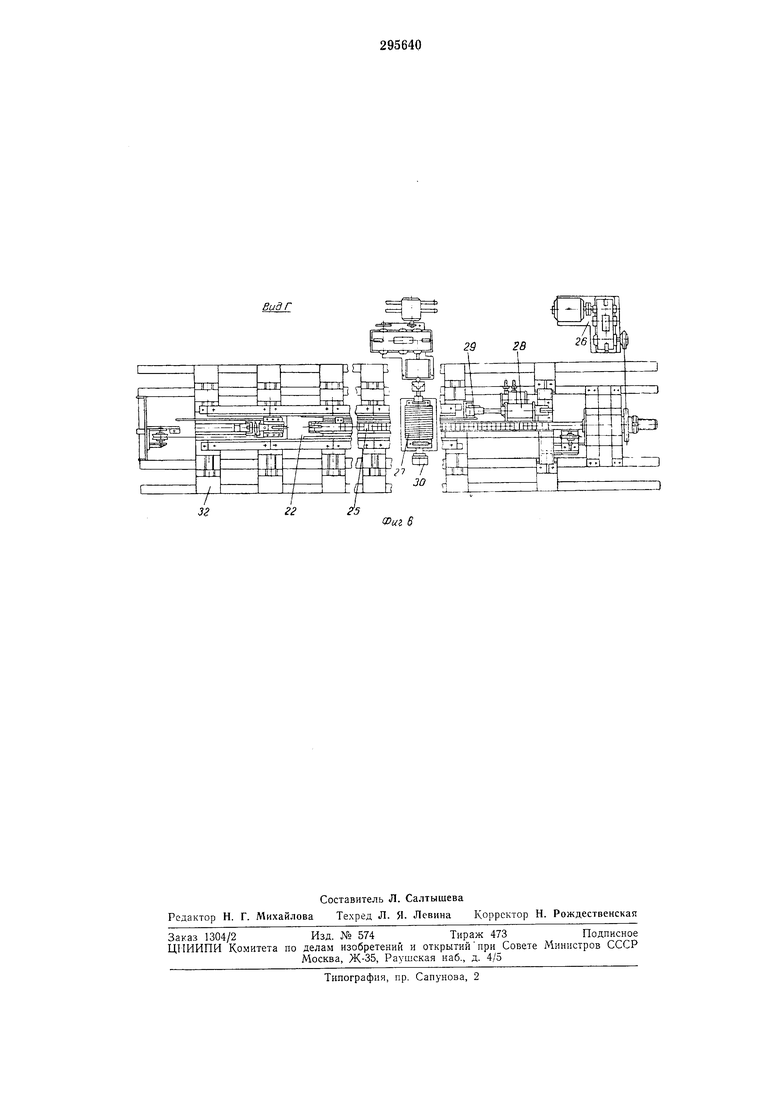
На фиг. 1 изображен предлагаемый агрегат; на фиг. 2 - вид Л сбоку на фиг. 1; на фиг. 3- схема передвижения перегружателя; на фиг. 4 - механизм остановки и направления движения полотнища; на фиг. 5 - разрез по В-В на фиг. 4; на фиг. 6 - вид Г на фиг. 4.
Агрегат состоит из приводных рольгангов 1 и 2, механизма 3 остановки и направления движения полотнища 4, кассеты 5, портала 6 для установки на нем кассеты, перегружателя 7, механизма 8 наведения торца балок 9 на теоретическую точку притыкания на полотнище, механизма 10 для автоматической приварки балок к полотнищу 4 и пульта 11 управления.
Механизм для автоматической приварки балок к полотнищу состоит из пневмозахвата с подъемным устройством 12, обжимного устройства 13, направляющих роликов 14, установленных на верхней каретке 15, нижней каретки 16, сварочных устройств 17, флюсоотсосных устройств 18, портала 19 и привода 20 для синхронного передвижения верхней каретки и нилсней каретки.
В механизме для автоматической приварки балок к полотнищу на неподвижном портале установлены пневмозахваты 21 с подъемными устройствами. По порталу перемещается верхняя каретка, несущая на себе сварочное и
флюсоотсосное устройства. На ней же смонтированы направляющие ролики и обжимное устройство. В состав механизма для автоматической приварки балок к полотнищу также входит нижняя каретка, осуществляющая поднижняя каретки меют общий привод, обеспечивающий синхронное их движение.
Механизм остановки и направления движения полотнища состоит из ползуна 22 с захватным элементом 23, направляющих 24 ползуна, зубчатой рейки 25, привода 26 перемещения рейки, приводного барабана 27 для возвращения с помощью троса ползуна 22 в исходное положение и пневмоцилиндра 28, который соединен с подъемной планкой 25.
На оси барабана 27 установлен датчик 30 импульсов, а на ползуне 22 - поднимающиеся с помощью нланки 29 зубья-упоры 31. Механизм остановки и направления движения полотнища размещен на балках 32, укрепленных между рольгангами / и 2.
Работа механизма осуществляется следующим образом.
Полотнище 4 закрепляется захватным элементом 23. После установки полотнища по контрольной линии относительно механизма 10 для автоматической приварки балки к полотнищу зуб рейки 25 подводится к зубу-упору 5Л Затем приваривается первая балка набора к полотнищу.
После приварки балки набора к полотнищу с пульта включается ппевмоцилиндр 28. При втягивании щтока П1тевмоцилиндра, соединенного с планкой 29, последняя, поднимаясь с помощью косых вырезов, выводит зубья-упоры из зацепления с рейкой 25. С подъемом зубаупора включаются рольганги 7 и 2.
Полотнище вместе с ползуном 22 перемещается по рольгангам. В это время датчик 30 выдает импульсы, и по соответствующей настройке /чается автоматический сигнал на включение пневмоцилиндра для опускания подъемной планки 29 и зубьев-упоров. Зубья-упоры останавливают полотнище в нужном положении, после чего отключаются рольганги.
Работа агрегата осуществляется следующим образом.
Полотнище подается на рольганг. На портал подается кассета с уложенными в нее в нужной последовательности балками. Торцы одной стороны балок заведомо смещены на 100-200 мм относительно точки притыкания на полотнище в сторону механизма наведения торца балок. Полотнище первоначально ориентируется по контрольной точке притыкания торца первой балки, после чего к передней и задней кромкам его подводятся захваты ползунов механизма остановки и направления движения полотнища.
После этого в работу включается перегружатель. Он забирает из кассеты балку и подводит ее к механизму наведения торца балок, где производится совмещение торца балки с заданной точкой притыкания на полотнище. Затем перегружатель передает балку в пневмозахваты механизма для автоматической
приварки и отходит за следующей балкой. После этого пневмозахваты опускают балку ьа полотнище. Включается привод перемещения кареток механизма для автоматической приварки, и происходит приварка балки к полотпищу. По мере передвижения кареток пневмозахваты последовательно убираются. По окончании приварки каретки уходят за пределы балки и полотнища, после чего включается привод рольгангов, и полотнище перемещается на нужную величину, т. е. на заданное расстояние между балками набора. Одновременно с этим перегружатель передает в пневмозахваты очередную балку. Далее цикл работы повторяется.
Агрегат предназначен для работы в автоматическом режиме по заданной программе, но в нем предусмотрено также и управление с пульта.
Предмет изобретения
Агрегат для сборки и сварки балок корабельного набора с полотнищем, содерлсащий портал с перегружателем балок, рольганг для
передвижения полотнища, устройство для сборки и сварки балок с полотнищем и узел остановки и направления движения полотнища, отличающийся тем, что, с целью повышения производительности, узел остановки и направления движения полотнища выполнен в виде ползуна, смонтированного с возможностью продольного перемещения между роликами рольганга и снабженного струбцинообразным захватным элементом для крепления
полотнища, жестко соединенным с одним торцом ползуна, и зубьями-упорами, фиксирующими полотнище в рабочем положении, сидящими на оси, соединяющей их с другим торцом ползуна и между собой, и взаимодействующими с приводной зубчатой рейкой, смонтированной в направляющих, укрепленных на портале.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Агрегат для сборки под сваркуСудОВОгО НАбОРА C пОлОТНищЕМ | 1978 |
|
SU812490A1 |
| Агрегат для сборки и сварки балокСудОВОгО НАбОРА C пОлОТНищЕМ | 1979 |
|
SU795836A1 |
| УСТРОЙСТВО для ПЕРЕГРУЗКИ ШТУЧНЫХГРУЗОВИАТЕНТНО-Т[Ш-"-:НАНБИЬЛИО | 1970 |
|
SU280321A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ | 1969 |
|
SU237540A1 |
| Устройство для подачи деталей из накопителя на обработку | 1984 |
|
SU1248754A1 |
| Способ транспортирования плоских изделий и устройство для его осуществления | 1985 |
|
SU1331756A1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| Агрегат для сборки под сварку иСВАРКи РЕбЕР жЕСТКОСТи C лиСТОВыМипОлОТНищАМи | 1979 |
|
SU846207A1 |
| УСТАНОВКА ДЛЯ СБОРКИ НАБОРА С ПОЛОТНИЩАМИ | 2006 |
|
RU2329178C2 |
Г
k ik k
Rf
III
Г2
/7 -Лв
