Изобретение относится к микросварке и предназначено для использования в приборостроении дпя приварки мостиков из проволоки к контактным пло.щадкам, расположенным в углублении изделия.
Цель изобретения - сокращение расхода проволоки и повышение производительности .
Поставленная цель достигается тем что согласно способу на участках микропроволоки, перпендикулярных привариваемым участкам, образуют петли из микропроволоки, которые при вытягивании микропроволоки электродами освобождают.
Для осуществления способа устройство дополнительно снабжено вторым копиром и двумя Г-образными рычагами установленными в держателях с возмож ностью .возвратно-поступательного перемещения, при этом один конец рычага взаимодействует с вторым крпиром, а другой подпружинен относительно держателя и периодически взаимодействует с наматываемой микропроволокой.
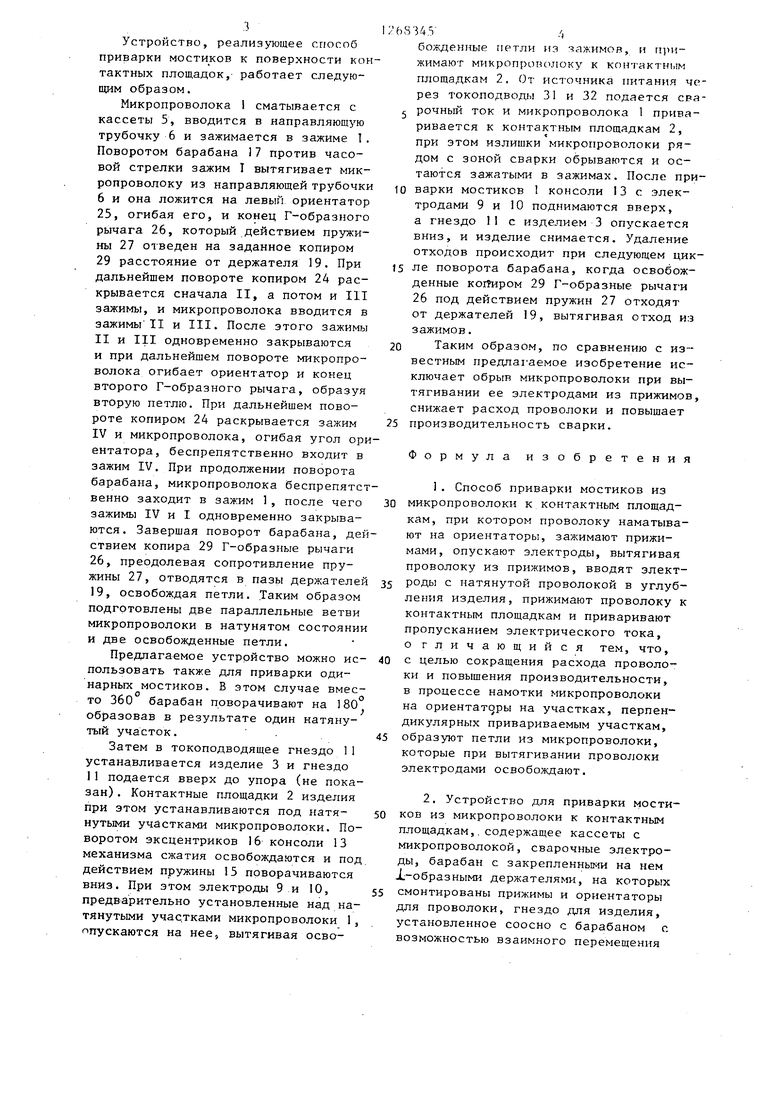
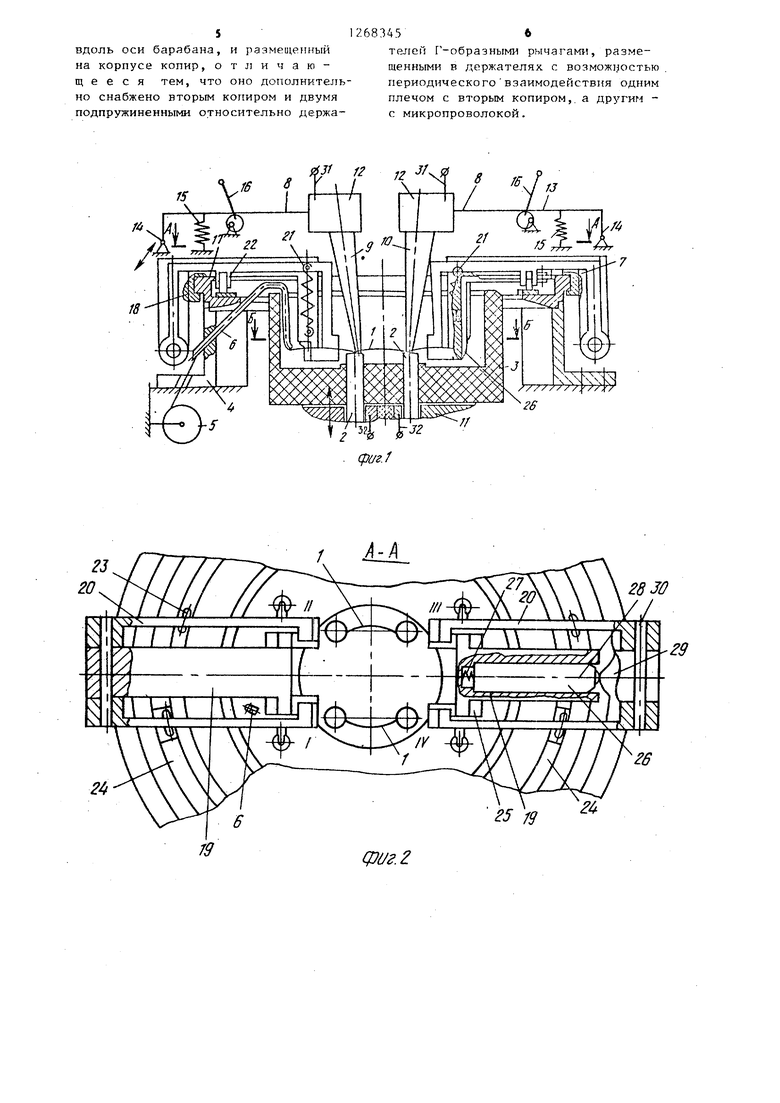
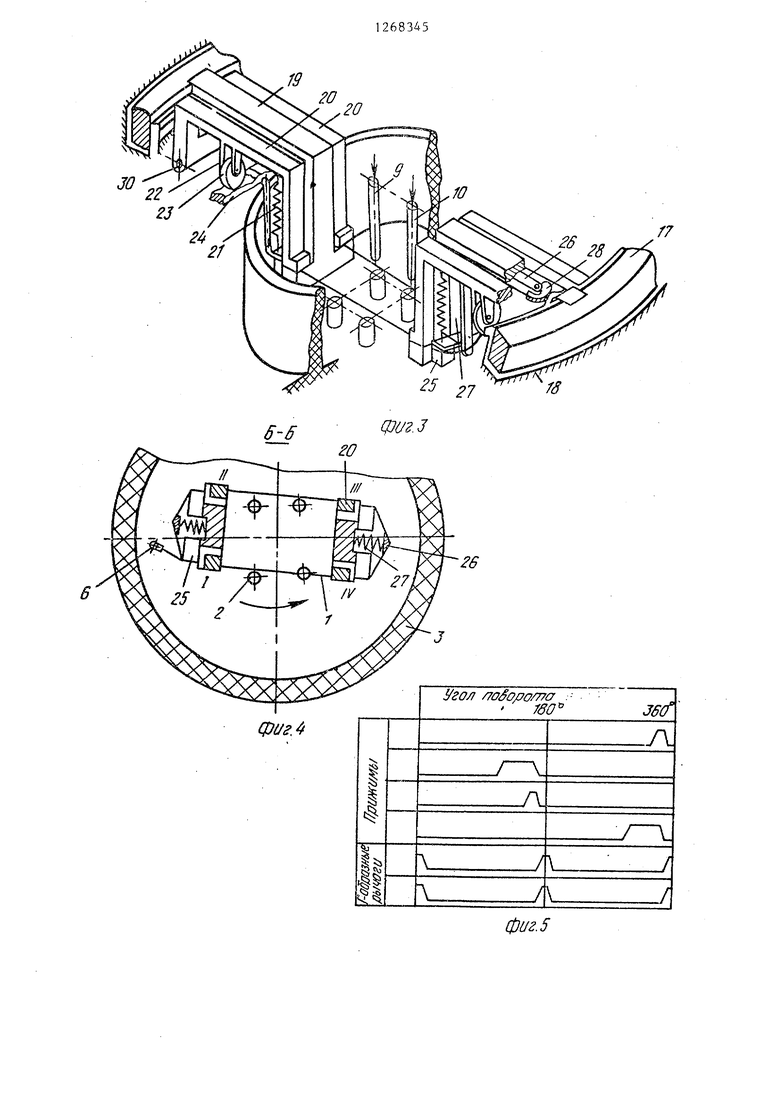
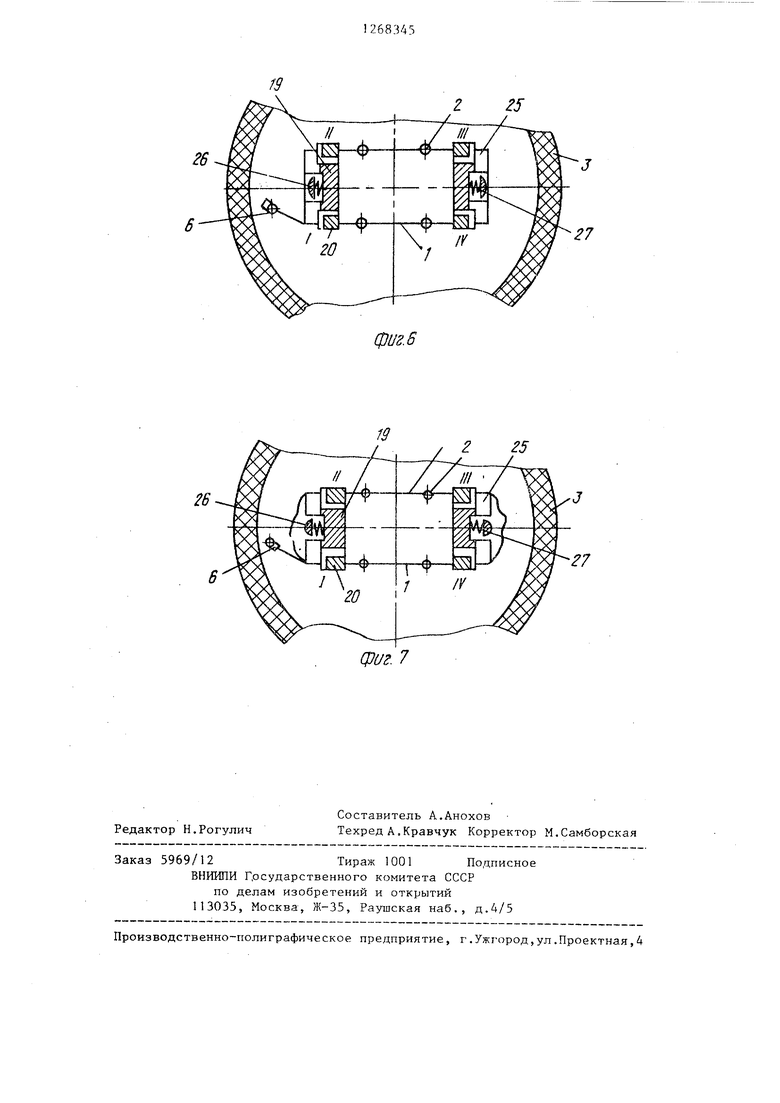
На фиг.1 изображено устройство, реализующее предлагаемый способ приварки мостиков из микропроволоки кконтакт ным площадкам изделия, в положении сварки; на фиг.2 - разрез А-А на фиг.1; на фиг.З - положение перед окончанием цикла намотки (петли образованы) ; на фиг.4 - разрез Б-Б на фиг.; на фиг.5 - циклограмма управления прижимами и Г-образными рычагами при намотке 1икропроволоки; на фиг.6 - положение после окончания цикла намотки (петли освобождены); на фиг.7 - то же (петли вытянуты электродами).
Устройство для дсуществления способа приварки мостиков из микропроволоки 1 к контактным площадкам 2, расположенным в углублении изделия 3, содержит станину 4, на которой смонтированы кассета 5 с микропроволокой, направляющая трубочка 6, механизм 7 подачи проволоки и механизм 8 сжатия со сварочными электродами 9 и 10. Изделие 3 установлено в токоподводящем гнезде 1 с возможностью подъема и опускания. Механизм 8 сжатия содержит элек рододержатели 12 с электродами 9 и 10, установленные на КОНСОЛЯХ13, поворачивающихся на осях 14, пружины 15, создающие сварочное усилие, эксцентриков 16 для подтЕ ема и опускания электродов .
Механизм 7 подачи микропроволоки содержит барабан 17, поворачивающийся в кольцеобразных направляющих 18 и двух держателях i -образной формы 19, закрепленных на барабане 17.Один конец держателя 19 согнут под углом 90 для ввеэдения его в углубление изделия, а на втором шарнирно закреплены два прижима 20, согнутые аналогично держателям 19 и подпружиненные пружинами 21. На прижимах 20 в проушинах 22 установлены ролики 23, взаимодействующие с кольцевым копиром 24, З1акрепленным на направляющей 18. На концах держателей. 19 закреплены ориентаторы 25, на которые наматывается проволока . На нижней стороне держателей 19 в пазах, дающих возможность возвратно-поступательного перемещения, установлены Г-образные рычаги 26, один конец которых подпруясинен пружиной 27, а другой снабжен роликом 28, взаимодействующим с вторым копиром 29, выполненным заодно с направляющей 18.
Профили копиров 24 и 29 выполнены в соответствии с циклограммой намотки, причем ролики 23 прижимов I и III катятся по наружному кольцу копира 24, а ролики прижимов II и IV - по внзтреннему, что обеспечивает беспрепятственный ввод микропроволоки 1 в каждый зажим и своевременное зажатие ее. Пружины 21 отрегулированы на зажатие микропроволоки I с возможностью проскальзывания, однако их усилие достаточно для сматывания микропроволоки с кассеты 5 без выскальзывания ее из зажимов. Пружины 27 Г-образных рычагов отрегулированы таким образом, чтобы усилие, необходимое pfiR их сжатия, было больше усилия, создаваемого натягиваемой при намотке проволокой, что обеспечивает стабильность создания петли и вытягивания отходов после сварки. Оси 30 поворота ррижимов 20 установлены в отверстиях держателей 19 на уровне намотки мнкропроволоки с целью опускания прижимов 22 перпендикулярно плоскости зажима. Для подвода сварочного тока предусмотрены токоподводы 31 и 32, соединенные с источником питания (не показан).
Устройство, реализующее способ приварки мостиков к поверхности контактных площадок,- работает следующим образом.
Микропроволока 1 сматывается с кассеты 5, вводится в направляющую трубочку 6 и зажимается в зажиме I. Поворотом барабана 17 против часовой стрелки зажим I вытягивает микропроволоку из направляющей трубочки 6 и она ложится на левый ориентатор
25,огибая его, и конец Г-образного рычага 26, который действием пружины 27 отведен на заданное копиром 29 расстояние от держателя 19. При дальнейшем повороте копиром 24 раскрывается сначала II, а потом и III зажимы, и микропроволока вводится в зажимыII и III. После этого зажимы II и III одновременно закрываются
и при дальнейшем повороте микропроволока огибает ориентатор и конец второго Г-образного рычага, образуя вторую петлю. При дальнейшем повороте копиром 24 раскрывается зажим IV и микропроволока, огибая угол ориентатора, беспрепятственно входит в зажим IV. При продолжении поворота барабана, микропроволока беспрепятственно заходит в зажим 1, после чего зажимы IV и I одновременно закрываются. Завершая поворот барабана, действием копира 29 Г-образные рычаги
26,преодолевая сопротивление пружины 27, отводятся в пазы держателей
19, освобождая петли. Таким образом подготовлены две параллельные ветви микропроволоки в натунятом состоянии и две освобожденные петли.
Предлагаемое устройство можно использовать также для приварки одинарных мостиков. В этом случае вместо 360 барабан поворачивают на 180 образовав в результате один натянутый участок.
Затем в токоподводящее гнездо 11 устанавливается изделие 3 и гнездо 11 подается вверх до упора (не показан) . Контактные площадки 2 изделия при этом устанавливаются под натянутыми участками микропроволоки. Поворотом эксцентриков 16 консоли 13 механизма сжатия освобождаются и под действием пружины 15 поворачиваются вниз. При этом электроды 9 и 10, предварительно установленные над натянутыми участками микропроволоки 1, опускаются на нее, вытягивая осво68 345/J
божденные петли из зажимов, и прижимают микропровсиюку к контактным площадкам 2. От источника питания через токолодводы 31 и 32 подается сраг рочный ток и микропроволока 1 приваривается к контактным площадкам 2, при этом излишки микропроволоки рядом с зоной сварки обрываются и остаются зажатыми в зажимах. После при10 варки мостиков 1 консоли 13 с электродами 9 и 10 поднимаются вверх, а гнездо П с изделием 3 опускается вниз, и изделие снимается. Удаление отходов происходит при следующем цик15 ле поворота барабана, когда освобожденные 29 Г-образные рычаги 26 под действием пружин 27 отходят от держателей 19, вытягивая отход и:з зажимов.
20 Таким образом, по сравнению с известным предлагаемое изобретение исключает обрыв микропроволоки при вытягивании ее электродами из прижимов, снижает расход проволоки и повышает 25 производительность сварки.
Формула изобретения
1 . Способ приварки мостиков из
30 микропроволоки к контактным площадкам, при котором проволоку наматывают на ориентаторы, зажимают прижимами, опускают электроды, вытягивая проволоку из прижимов, вводят элект35 роды с натянутой проволокой в углубления изделия, прижимают проволоку к контактным площадкам и приваривают пропусканием электрического тока, о гличающийся тем, что,
0 с целью сокращения расхода проволоки и повышения производительности, в процессе намотки микропроволоки на ориентаторы на участках, перпендикулярных привариваемым участкам,
5 образуют петли из микропроволоки, которые при вытягивании проволоки электродами освобождают.
2, Устройство для приварки мости0 ков из микропроволоки к контактным площадкам,. содержащее кассеты с микропроволокой, сварочные электроды, барабан с закрепленными на нем Х-образными держателями, на которых 5 смонтированы прижимы и ориентаторы для проволоки, гнездо ;итя изделия, установленное соосно с барабаном с возможностью взаимного перемещения
вдоль оси барабана, и размеи(еиный на корпусе копир, отличающееся тем, что оно дополнительно снабжено вторым копиром и двумя подпружиненными относительно держателей Г-обраэными рычагами, размещенными в держателях с возможностью периодическоговзаимодействия одним плечом с вторым копиром,, а другим с микропроволокой.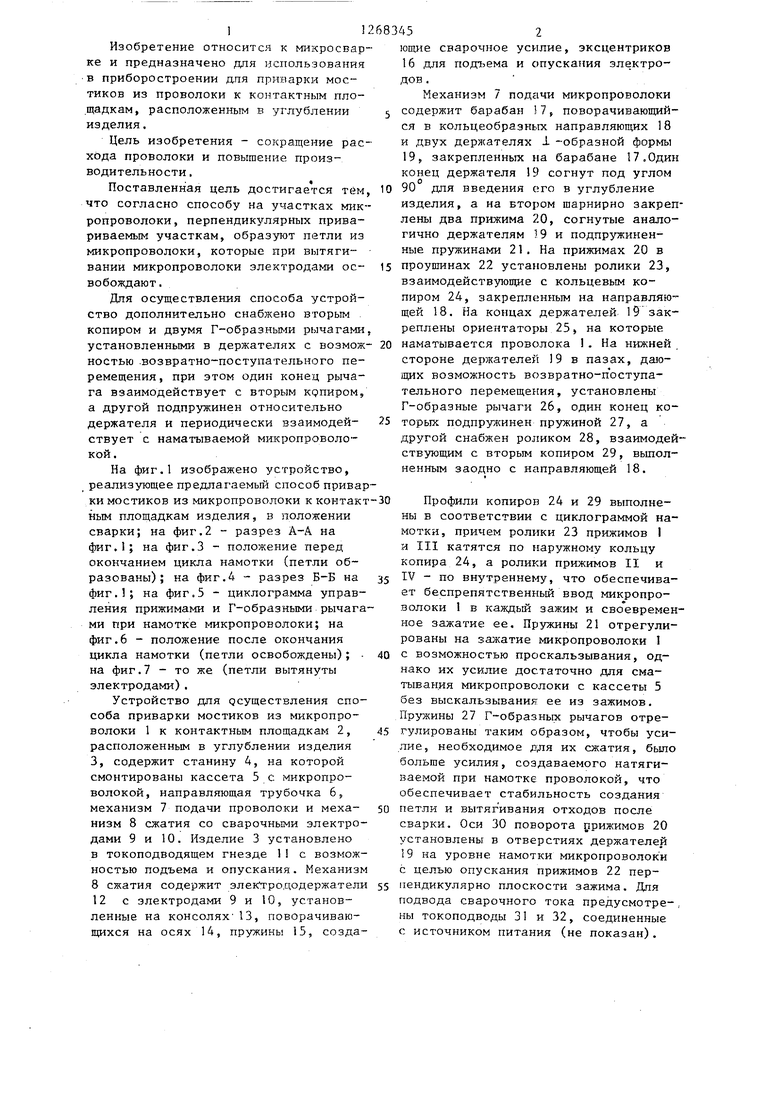
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1983 |
|
SU1082586A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1977 |
|
SU695784A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU1031683A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Устройство для приварки мостков из микропроволоки к контактным площадкам | 1984 |
|
SU1199543A1 |
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1981 |
|
SU1026988A2 |
Изобретение относится к области микросварки, в частности к способам и устройствам для приварки мостиков из микропроволоки к контактным площадкам, расположенным в углублении изделия. Целью изобретения является сокращение расхода проволоки и повышение производительности. Это достигается тем, что на участках, перпендикулярных привариваемым участкам, образуют петли из микропроволоки, которые при вытягивании микропроволоки электродами освобождают. Микропроволока сматывается с кассеты, вводится в направляющую трубочку и зажимается в зажиме. Зажим вытягивает микропроволоку из направляющей трубочки, ложится на ориентатор, огибая его и конец Г-образного рычага, который отведен на заданное копиром расстояние от держателя. При дальнейшем повороте под действием копи Р ра микропроволока огибает ориентатор и конец второго Г-образного ры(Л чага, образуя вторую петлю. Таким образом подготавливаются две параллельные ветви микропроволоки в натянутом состоянии и две освобожденные петли. Положительный эффект заключается в том, что исключается обрьш микропроволоки при вытягивании te электродами из прижимов. 2 с.п.ф-лы, 7 ил. 00 z Oi
4JT
ftj 7 25 ф1/г.2 Г9
6-6
Фиг.з
фиг. 5
г5
фиг. 6
| Короткозамыкающий поршень для волновода прямоугольного сечения | 1980 |
|
SU987726A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ приварки мостиков из микропроволоки к стержневым контактам | 1982 |
|
SU1076235A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| , | |||
