1
Изобретение относигся к обласги сварочного производсгва, в часгносги к оборудованию для алектроконтакгнои наплавки роликовым элекгродом.
Известна головка для электроконгактной наплавки, состоящая из подвижного основания, на котором размещены узел подвески сварочного ролика и направляющее устройство кал присадочной проволоки.
Однако такая головка не обеспечивает возможности использования всей контактной площади сварочного ролика вследствие установки направляющего устройства для присадочной проволоки неподвижно относительно ролика, в результате чего контакт присадочной проволоки с рабочей поверхностью сварочного ролика осуществляется по узкой кольцевой площадке, равной ширине наплавляемого валика металла. На этой части поверхности ролика образуется канавка, что
влечет за собой ишаенекае электрических параметров контактер а следовательно, наругшет стабильность процесса наплавки. 5 Цель изобретения - повышение Стабильности качества наплавляемого металлопокрытия и увеличение срока службы сварочного ролика. Это достигается конструктив0 шш решением головки, обеспечивающим дополнительное перемещение сварочного ролика вместе с узлом подвески и механизмом нагружения относительно собственного основания и жестко закрепленного на нем направляющего устройства для присадочной проволоки так, что проволока в процессе наплавки контактирует не по кольцевой площадке,
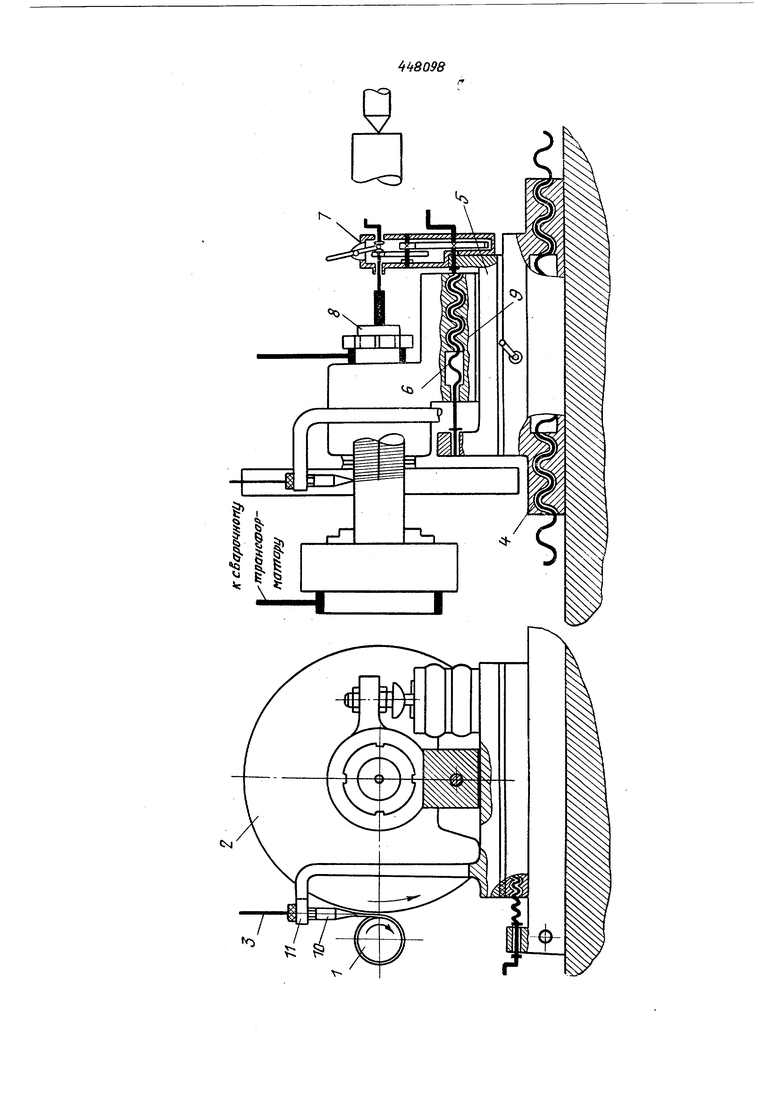
а по непрерывной спирали с перекрывающимися витками последовательно во всей его ширине. При этом скорость вращения ролика связана с величиной перемещения его относительно присадочной проволоI ки, а следовательно, при любой скорости наплаБки обеспечиваегся постоянное перекрытие витков спирального следа наплавляемого валика контактной поверхностью сварочного ролика. На чертеже представлена схема предлагаемой головки дая электроконтактной наплавки деталей машин. Головка работает следующим образом. С момента включения привода базового станка и тока наплавки начинает вращаться наплавляемая деталь I и фрикционно связанный о ней сварочный ролик 2, прижатый механизмом нагружения к проволоке 3, при этом на поверхность детали наплавляется валик присадочного металла. Одновременно ходовым винтом 4 перемещается основание головки 5 с шагом, обеспечивающим перекрытие соседних витков наплавляемого на деталь спиралевидного валика присадочного металла. Сварочный ролик 2 в начале наплавки устанавливают в крайнее левое положение ходовым винтом б вручную при выключенном редукторе 7, Загем включается редуктор 7, соединяющий вращающуюся ось 8 сварочного ролика 2 с ходовым винтом 6 узла подвески 9, кото рый начинает перемещаться вправо вместе со сварочным роликом 2 относительно присадочной проволоки 3 фиксируемой направляющей втулкой 10, жёстко закр эпленной посредством стойки II на основании головки 5. По мере перемещения ролика вправо на всю его ширину, он возвращается в исходное положение ходовым вингом б вручную при выключенном редукторе 7, Предлагаемая головка обеспечивает стабильное качество наплавляемого металлопокрытия, в 8-10 раз увеличивает срок службы наплавляющего ролика, в 3-4 раза сокращает время обслуживания головки за счет увеличения продолжительности рабо.ты головки без зачистки ролика. ПРЕДМЕ/ ИЗОБРЕТЕНИЯ Головка для электроконтактной наплавки дегалей машин, содержащая подвижное основание, на котором установлены узел подвески сварочного ролика и направляющее устройство для присадочной проволоки, отличающаяся теи, что, с целью повышения стабильнссти качества напл1ввляеиого иеталдопокрытия и увеличения срока службы сварочн.схгс ролика, узел подвески устансвлен с всзисжностью переыещення относительнс основания посредством винтового иеханизна, приводен которого служит привод вращения ролика.