Техническое решение относится к области сварочного производства, в частности к оборудованию для электроконтактной наплавки деталей машин.
Известна установка для электроконтактной наплавки преимущественно проволоки на цилиндрическое изделие, содержащая механизм сжатия, шайбу для крепления изделия и механизм продольного перемещения наплавляющего ролика, ось которого наклонена к оси планшайбы (А.С. СССР №493310, кл. B23K 11/06, опубл. 1975 г.)
Известно устройство (головка) для электроконтактной наплавки деталей машин, содержащее подвижное основание, на котором установлены узел подвески сварочного ролика и направляющее устройство для присадочной проволоки (А.С. СССР №448098, кл. B23K 11/06, опубл. 1974 г.).
Известна установка для электроконтактной наплавки деталей машин, содержащая наплавляющий электрод, основной привод вращения наплавляющего электрода, механизм сжатия присадочной проволоки к поверхности наплавляемой детали и механизм крепления наплавляемой детали, установленный на хоботе основания, выполнен сборным и состоит из цилиндрического ролика с внутренней резьбой, взаимодействующей с резьбой, выполненной на хоботе основания и прижимной гайки, на внешней поверхности одного из концов цилиндрического ролика выполнена резьба для взаимодействия с прижимной гайкой (П.М. РФ №47275, B23K 11/06, опубл. 2005).
Недостатком данных устройств является отсутствие возможности регулировки скорости перемещения наплавляемой детали.
Техническим результатом изобретения является возможность регулирования скорости перемещения наплавляемой детали.
Поставленная задача для решения технического результата достигается тем, что установка для электроконтактной наплавки деталей машин, содержащая наплавляющий электрод, основной привод вращения наплавляющего электрода, механизм сжатия присадочной проволоки к поверхности наплавляемой детали, механизм крепления наплавляемой детали, установленный на хоботе основания, выполненный сборным и состоящий из цилиндрического ролика с внутренней резьбой, взаимодействующей с резьбой, выполненной на хоботе основания и прижимной гайки, на внешней поверхности одного из концов цилиндрического ролика выполнена резьба для взаимодействия с прижимной гайкой, согласно изобретению снабжена переходным валом, соединенным цепной передачей с основным приводом вращения наплавляющего электрода и хоботом, установленным на подшипниках.
На фиг.1 показана кинематическая схема установки; на фиг.2 показан разрез A-A фиг.1.
Установка для электроконтактной наплавки деталей машин содержит (см. фиг.1) наплавляющий электрод 1, основной привод вращения наплавляющего электрода, состоящий из электродвигателя 2, муфты 3, первого редуктора 4, карданного вала 5, верхнюю сварочную головку 6, механизм сжатия 7, сварочной проволоки 8 к поверхности наплавляемой детали 9 (см. фиг.2), механизм крепления 10 наплавляемой детали 9, установленный на нижнем токоведущем хоботе 11. Механизм крепления 10 наплавляемой детали 9 состоит из цилиндрического ролика 12, выполненного с резьбой 13 и взаимодействующего с прижимной гайкой 14. Взаимодействие нижнего токоведущего хобота 11 и цилиндрического ролика 12 осуществляется посредством резьбы 15, выполненной на внутренней поверхности цилиндрического ролика 12. Для обеспечения устойчивого положения и вращения нижнего токоведущего хобота 11 установлены шариковые подшипники 16 и 17, а также подпирающие ролики 18. Для передачи вращающего момента нижнему токоведущему хоботу установка содержит переходной вал 19, установленный на двух шариковых подшипниках 20 и 21 и соединенный цепной передачей с основным приводом вращения наплавляющего электрода 1. Ha переходном валу 19 имеются две звездочки 22 и 23. Звездочка 22 связана цепной передачей с ведущей звездочкой 24, установленной на выходном валу первого редуктора 4. Звездочка 23 связана цепной передачей со звездочкой 25, установленной на нижнем токоведущем хоботе. Электрическая часть установки включает в себя силовой контактор 26, трансформатор ТС, токоведушую колодку 27.
Установка работает следующим образом.
При запуске электродвигателя 2, через муфту 3, редуктор 4, получает вращение карданный вал 5. Через редуктор верхней сварочной головки 6 получает вращение наплавляющий электрод 1. В это же время, за счет цепной передачи через звездочки 24 и 22, начинает вращаться переходной вал 19. Другая пара звездочек 23 и 25 передает вращение от переходного вала 19 к токоведущему хоботу 11. Изменение скорости вращения токоведущего хобота осуществляется за счет изменения количества зубьев звездочек 22 и 23. Чтобы изменить скорость продольного перемещения наплавляемой детали 9 имеются три основные скорости V1, V2 и V3. V1 - линейная скорость перемещения наплавляющего электрода. V2 - линейная скорость перемещения наплавляемой детали. V3 - скорость вращения токоведущего хобота. При наплавке сварочной проволоки 8 линейные скорости V1 и V2 будут равны, поскольку наплавляющий электрод 1 является ведущим и вращает наплавляемую деталь 9 посредством сил трения. Чтобы увеличить скорость продольного перемещения наплавляемой детали 9 по резьбе токоведущего хобота 11 необходимо уменьшить обороты вращения токоведущего хобота 11. Чтобы уменьшить скорость продольного перемещения наплавляемой детали 9 по резьбе токоведущего хобота 11, необходимо увеличить обороты вращения токоведущего хобота 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроконтактной наплавки | 1991 |
|
SU1830325A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| Устройство для контактной сварки | 1980 |
|
SU897435A1 |
| СПОСОБ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА К ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДВУХ РОЛИКОВЫХ ЭЛЕКТРОДОВ, УСТАНОВКА ДЛЯ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА И СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2569289C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| Устройство для обработки отверстий | 1986 |
|
SU1428540A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2200650C2 |

Изобретение относится к оборудованию для электроконтактной наплавки деталей машин. Установка для электроконтактной наплавки деталей машин содержит наплавляющий электрод, основной привод вращения наплавляющего электрода, механизм сжатия присадочной проволоки к поверхности наплавляемой детали, механизм крепления наплавляемой детали, установленный на хоботе основания, выполненный сборным и состоящий из цилиндрического ролика с внутренней резьбой, взаимодействующей с резьбой, выполненной на хоботе основания и прижимной гайки, на внешней поверхности одного из концов цилиндрического ролика выполнена резьба для взаимодействия с прижимной гайкой, при этом установка снабжена переходным валом, соединенным цепной передачей с основным приводом вращения наплавляющего электрода и хоботом, установленным на подшипниках. Техническим результатом изобретения является возможность изменения скорости перемещения наплавляемой детали относительно хобота. 2 ил.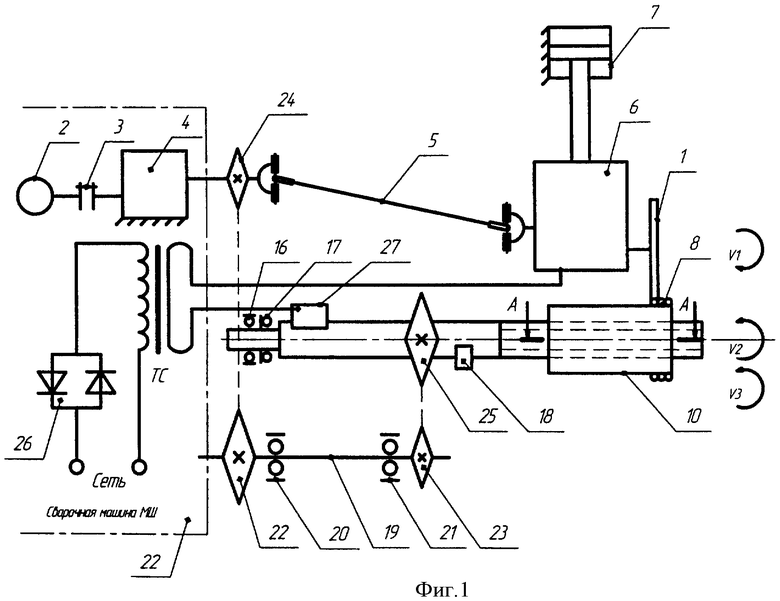
Установка для электроконтактной наплавки деталей машин, содержащая наплавляющий электрод, основной привод вращения наплавляющего электрода, механизм сжатия присадочной проволоки к поверхности наплавляемой детали, механизм крепления наплавляемой детали, установленный на хоботе основания, выполненный сборным и состоящий из цилиндрического ролика с внутренней резьбой, взаимодействующей с резьбой, выполненной на хоботе основания и прижимной гайки, на внешней поверхности одного из концов цилиндрического ролика выполнена резьба для взаимодействия с прижимной гайкой, отличающаяся тем, что она снабжена переходным валом, соединенным цепной передачей с основным приводом вращения наплавляющего электрода и хоботом, установленным на подшипниках.
| Способ изготовления буровых коронок | 1935 |
|
SU47275A1 |
| Установка для электроконтактной наплавки | 1977 |
|
SU707722A1 |
| Головка для электроконтактной наплавки деталей машин | 1972 |
|
SU448098A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИФОСФОНАТОВ | 0 |
|
SU182328A1 |
| DE 02005058588 A1, 06.07.2006 | |||
| JP 54047848 A, 14.04.1979. | |||

