1
Изобретение касается отдв- ; лочной обработки фасонных повархностзй.
Известны способы обработки тороидальных поверхностей издежй, например дорожек качения колен шарикоподшипников, абразивными брусками, которые имеют различные характеристики и используются как черновые и чистовые. Брус1шм сообдают колебательные движения с одинаковой частотой относительно обрабатываемого профиля изделия, обеспечивают их поджим к обрабатываемой поверхности и включают в работу в последовательности,при которой большую часть припуска снимают совместной работой обоих брусков, а отделочную обработку осуществляют чистовым бруском, который совершает колебательное движение относительно центра кри-. визны профиля обрабатываемой поверхности.
Целью изобретения является
повБшение производительности, активизации самозатачивания и уменьшения засаливания брусков.
Для этого черновому бруску сообщают винтовое колебательное движение и совмещают его с колебательным движением, которое совершает чистовой брусок относительно центра кривизны профиля обрабатываемой поверхности. Амплитуду колебаний чернового брус- ка назначают равной (I-I,2)j амплитуды колебаний чистового бруска, где J3 - угол подъема винтовой линии, по которой совершает колебательное движение черновой брусок.
Изобретение поясняется чертежом.
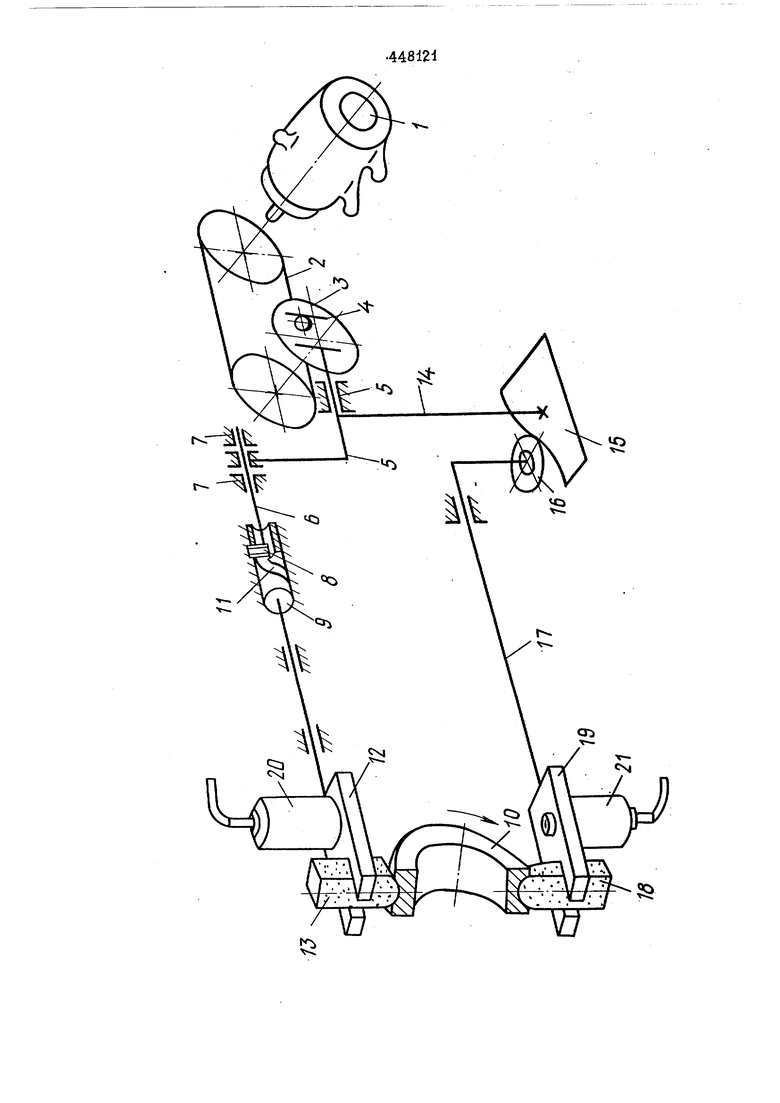
Вращение от электродвигателя I передается через клинореманную передачу 2 приводному шкиву 3, в торцовой части которого выполнен направляющий паз с установленным в нем эксцентриком 4, который передает скобе 5 прямолинеияое возвратно-поступательное движение. Скоба 5, соединенная с валом 6 через упорные подшипники 7, передает это движение валу б, на котором жестко закреп лен ролик 8, скользящий по ВИНТОВОЙ канавке втулки 9, жестко закрепленной в корпусе устройства. Таким образом, вал 6, кроме возвратно-поступательного движения, совершает также вращательное движение относительно своей оси, совпадающей с центром радиуса жалоба обрабатываемого кольца 10, т.е. совершает винтовое движение, так как вал 6 вместе с рожком 8 и втулкой 9 представляет собой пару винт - гайка, где в качестве гаихш служит втулка 9 с направляющим винтовым пазом II, а в качестве винта служит вал 6 с роликом В, Следовательно, закрепленному в державке 12 бруску 13 в процессе обработки сообщается возвратно-поступательное движение по винтовой линии. Скоба о передает прямолинейное возвратно-поступательное движение держателю кронштбйна 14, на конце которого жестко закреплен копир 15. Через копир 15 и ролик 16 валу 17 передается колебательное движение относительно своей оси. Таким образом, при возвратно-поступательном двлжании скОбы 5 брусок 18, закрепленный в державке 19, в процессе обработки получает колебатзльноа движение относительно своей оси. Радиальное давление на абразив1шв бруски 13 и 18 в процессе Обработки осуществляется сжатым воздухом прл помощи пневмоцилиндров 20 и 21. ПРЕДМЕТ ИЗОБРетШШ I. Способ отделочной обработки торовых поверхностей изделий, например дорожек качения колец шарикоподшипников, абразивными, имеющими различные характеристики, черновыми и чистовыми, колеблющимися с одинаковой частотой брусками, прижимаемыми к обрабатываемой поверхности и работащими в последовательности, при которой большую часть припуска снимают совместной работой обоих брусков, а отделочную обработку осуществ- . лявл чистовым бруском, совершающим колебательное движение относительно центра кривизны профиля обрабатываемой поверхности, о тличающийся тем, что, с целью повышения производительности, активизации самозатачивания и умень-цения засаливания брусков, черновому бруску сообщат винтовое колебательное движение, овмещая его с колебательным движеием, совершаемым чистовым бруском тносительно центра кривизны профия обрабатываемой поверхности, 2, Способ по п. I, отлиающийся тем, что, амплиуду колебаний чернового .бруска азначают равно § tl-l,2)jb; мплитуды колебаний чистового руска, где - угол подъема интовой линии, по которой соверает колебательное движение черноой брусок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделочной обработки беговых дорожек колец шарикоподшипников | 1976 |
|
SU673423A2 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351455C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1998 |
|
RU2137582C1 |
| Способ отделочной обработки беговых дорожек колец шарикоподшипников | 1978 |
|
SU884976A2 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1972 |
|
SU334042A1 |
| Способ отделочной обработки абразивным бруском | 1975 |
|
SU704769A1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| Способ суперфинишной обработки дорожек качения колец шарикоподшипников и устройство для его осуществления | 1989 |
|
SU1738610A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |