(54) СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ АБРАЗИВНЫМ БРУСКОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделочной обработки абразивным бруском | 1979 |
|
SU774927A1 |
| Способ чистовой обработки ограниченных плоских поверхностей абразивным бруском | 1982 |
|
SU1038200A2 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2010 |
|
RU2452607C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2010 |
|
RU2449876C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ | 2004 |
|
RU2270085C2 |
| Способ отделочной обработки | 1986 |
|
SU1454666A1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2237566C2 |
| РОТОРНАЯ АБРАЗИВНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2124429C1 |
| Способ отделочной обработки торовых поверхностей изделий | 1972 |
|
SU448121A1 |
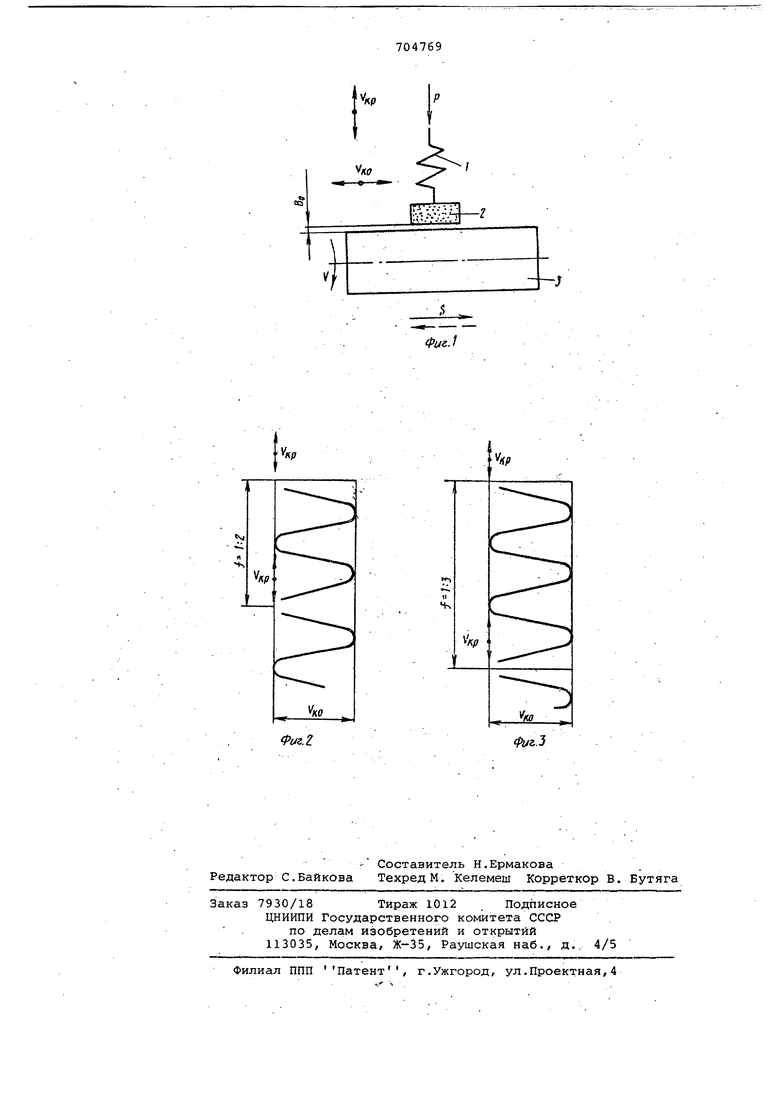
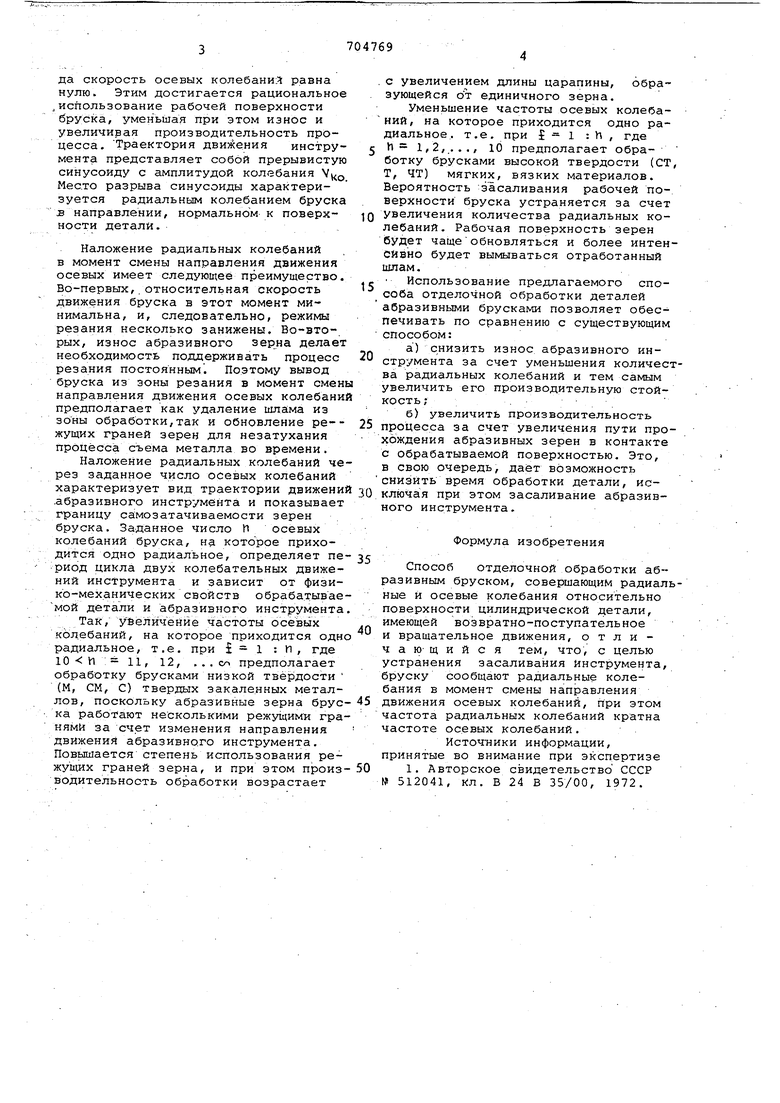
Изобретение относится к области Механической обработки стальных цилиндрических валов аезразивными брус ками. Известны способы отделочной обработки абразивным бруском,совершаю радиальные и осевыэк;олебзния относ тельно поверхности цилиндричаской д тали, имеющей возвратно-поступатель ное и вращательное движения 1. Цель изобретения - устранение эа .саливания инструмента. Поставленная цель достигается в результате сообщения бруску радиальных колебаний в момент смены наггравления движения, осевых колебаний, при этом частота радиальных колебаний кратна частоте осевых кол баний . На фиг. 1 изображена схема проце са обработки в плане; на Фиг.2 и 3 примерные варианты периодов цикла .двух колебательных движений инструмзнта данной схемы микрорезания. В исходном положении пружина 1 находится в свободном или предварительно сжатом состоянии, а абразивный брусок 2 устанавливается с за зором BQ относительно обрабатываемой детали 3. При обработке сила Р действует на пружину и абразивный брусок, заставляет их совершать радиальное колебание V нормально к обрабатываемой поверхности детали. Абразивный брусок 2 проходит зазор BO и внедряется в поверхность детали 3, а затем прижимается пружиной 1. Прижатие абразивного бруска обеспечивается тем, что амплитуда силы Р значительно больше величины зазора В. Прижатый к поверхности детали .абразивный инструмент находится с ней в контакте до окончания действия заданного числа осевых колебательных движений . При этом деталь вращаётся 15 бк рУ :Ной скоростью V и совершает возвратно-поступательное перемещение подпчи S . Радиальное колебание инструмент совершает в момент смены направления движения осевых колебаний. На фиг. 2 и 3 схематично показаны примерные варианты периодов цикла движения бруска : 2, : 3. Стрелки V ,р обозначают, что инструмент совершает радиальное колебание в момент смены направления движения осевых колебаний, т.е. в момент, когда скорость осевых колебаний; равна нулю. Этим достигается рациональное ,использование рабочей поверхности бруска, уменьшая при этом износ и увеличивая производительность процесса. Траектория движения инструмента представляет собой прерывистую синусоиду с амплитудой колебания Q Место разрыва синусоиды характеризуется радиальным колебанием бруска S направлении, нормальном к поверхности детали. Наложение радиальных колебаний в момент смены направления движения осевых имеет следующее преимущество. Во-первых, относительная скорость движения бруска в этот момент минимальна, и, следовательно, режимы резания несколько занижены. Во-вторых, износ абразивного зерна делает необходимость поддерживать процесс резания постоянным. Поэтому вывод бруска из зоны резания в момент смен направления движения осевых колебани предполагает как удаление шлама из зоны обработки,так и обновление ре-жущих граней зерен для незатухания процесса съема металла во времени. Наложение радиальных колебаний че рез заданное число осевых колебаний характеризует вид траектории движени .абразивного инструмента и показывает границу самозатачиваемости зерен бруска. Заданное число И осевых колебаний бруска, на которое приходится одно радиальное, определяет пе фиод цикла двух колебательных движений инструмента и зависит от физико-механических свойств обрабатывае мой детали и абразивного инструмента Так, убеличенйе частоты осе:вых кодебаний, на которое приходится одн радиальное, т.е. при 1 : И, где 11, 12, , . . сг, предполагает обработку брусками низкой твёрдости (М, СМ, С) твердых закаленных металлов, поскольку абразивные зерна брус ка работают несколькими режущими гра нями за счет изменения направления движения абразивного инструмента. Повышается степень использования режущих граней зерна, и при этом произ водительность обработки возрастает с увеличением длины царапины, образующейся 0% единичного зерна. Уменьшение частоты осевых колебаний, на которое приходится одно радиальное, т.е. при 1 :h , где - 1,2,..., 10 предполагает обработку брусками высокой твердости (СТ, Т, ЧТ) мягких, вязких материалов. Вероятность засаливания рабочей поверхности бруска устраняется за счет увеличения количества радиальных колебаний. Рабочая поверхность зерен будет чащеобновляться и более интенсивно будет вымываться отработанный шлам. Использование предлагаемого способа отделочной обработки деталей абразивными брусками позволяет обеспечивать по сравнению с существующим способом: а ) с низить износ абразивного инструмента за счет уменьшения количества радиальных колебаний и тем самым увеличить его производительную стойкость; . . б) увеличить производительность процесса за счет увеличения пути прохождения абразивных зерен в контакте с обрабатываемой поверхностью. Это, в свою очередь, даёт возможность снизить время обработки детали, исключая при этом засаливание абразивного инструмента. Формула изобретения Способ отделочной обработки абразивным бруском, совершающим радиальные и осевые колебания относительно поверхности цилиндрической детали, имеющей возвратно-поступательное и вращательное движения, о т л и чаю-щийся тем, что, с целью устранения засаливания Инструмента, бруску сообщают радиальные колебания в момент смены направления движения осевых колебаний, при этом частота радиальных колебаний кратна частоте осевых колебаний. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 512041, кл. В 24 В 35/00, 1972.
оа
тш
