Изобретение относится к области контоольно-измерительных и управляющих приборов, применяемых для автоматизации необратимых процессов, протекающих во времени, 5 в частности процессов твердения бетона в 5словиях термовлажностной обработки.
Известно измерительно- /правляющее устройство для автомати- ю чеСКОРО поиска и фиксации заданных точек в процессах набора прочности железобетонными изделиями при термовлажностной обработке по авт. св. № 432379, со- is держащее установленный на изделии датчик, выход которого через измерительный прибор, запоминаю.щий узел, элемент сравнения и сигнум-реле соединен с одним из 20 входов счетчика импульсов, ко второму входу которого подключен задатчик, а выход через коммутатор соединен со входами измерительного прибора, компенсатора, вклю- 9.-)
ченного параллельно в цепь измерительного прибора, и командного аппарата, выход которого подключен ко входам запоминающего узла, элемента сравнения и компенсатора
Однако такое устройство осу-, цествляет прекращение процесса термовлажностной обработки железобетонных изделий лишь при стабилизации прочности .твердеющего оетона. Если же по тем или иным благоприятным причинам (при повышенном качестве цемента, при удачно подобранном водоцементном отношении и т.п.) твердеющий бетон, достигнув отпускной прочности, продолжает набор прочности, известное устройство не обеспечивает прекращения процесса термовлажностной обработки при достижении бетоном отпускной прочности, что приводит к увеличению длительности цикла термовлажностной обработки, перерасходу пара и, следовательно, повышёнию себестоимости готовой проукции. Данный недостаток является следствтием того, что известное устройство судит лишь об изменения скорости нарастания прочности твердеющего бетона и не осуществляет прямого контроля, прочности, набранной твердеющим бетоном к моменту времени, на который приходится заданный цикл измерения,
Целью изобретения является повышение экономичности производства сборного железобетона и создание возможности маркировки готовой продукции по выходной прочности.
Это достигается тем, что в устррйство включен соединенный с выходом измерительного прибора второй элемент сравнения, входы которого подключены к командному аппарату и задатчику отпускной прочности бетона, а выход через сигнум-реле подсоединен ко второму входу коммутатора.
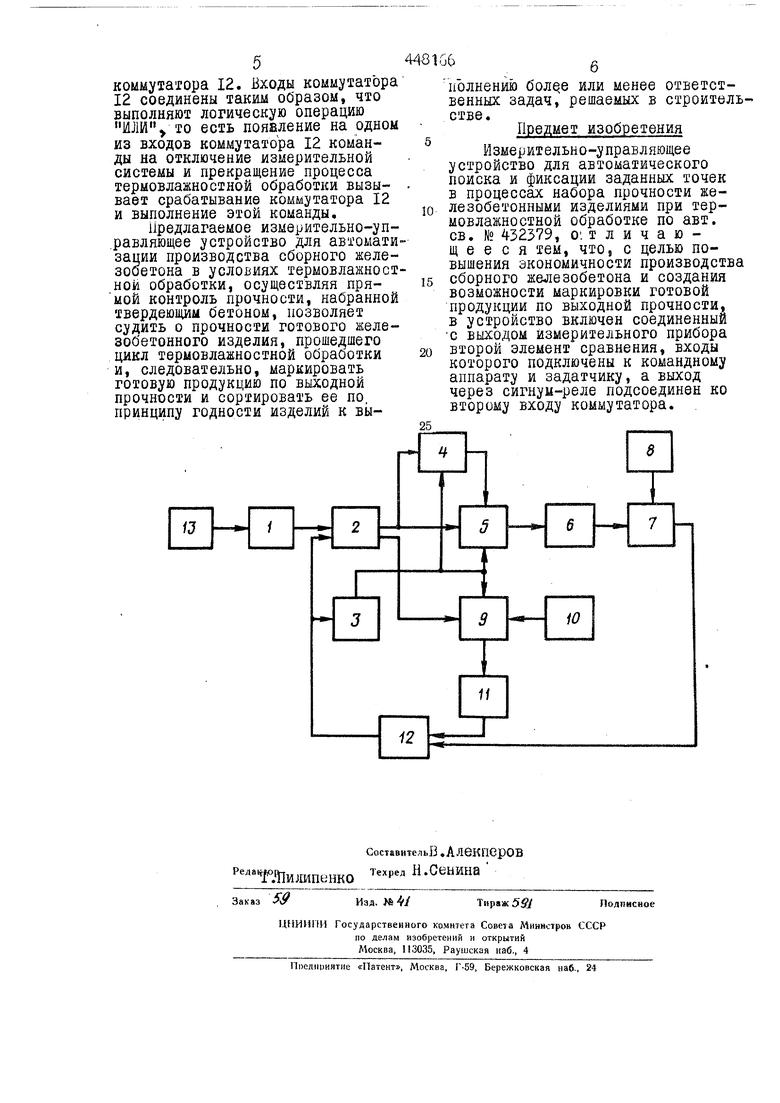
На чертеже изображено измерительно-управляющее устройство для автоматизации производства сборного железобетона в условиях термовлажностной обработки.
Устройство содержит датчик I, измерительный приоор 2, командный аппарат 3, запоминающий узел 4, элемент сравнения 5, сигнум-реле б, счетчик импульсов 7, задатчик 8, элемент сравнения 9, задатчик отпускной прочности бетона 10. сигнум-реле П, коммутатор 12.
Работа ус.тройства заключается в следующем.
На выхода измерительного прибора 2 возникает сигнал, величина которого соответствует прочности железобетонного изделия 13. Командный аппарат 3 через равные промежутки времени вырабатывает команды на срабатывание запоминающего узла Ц- и элементов сравнения 5 и 9. По выработанной командным аппаратом 3 команде производится фиксация величины выходного сигнала измерительного прибора 2 в запоминающем узле 4 и сравнение этой величины с величиной выходного сигнала измерительного прибора 2 предыдущего шага измерения, которая хранилась в запоминающем узле 4 и по команде командного аппарата 3 была считана элементом сравнения
5i Знак разности сигнала сравнения д R, с помощью сигнумреле б подается на счетчик импульсов 7.
Параллельно работе описанной цепи на элементе сравнения 9 производится сравнение величины выходного сигнала измерительного прибора 2 о величиной сигнала, соответствующего отпускной прочности, которая устанавливается задатчжом отпускной прочности бетона 10 в зависимости от марки выпускаемого бетона. При этом элементом сравнения 9 определяется величина Д Romn
Отключение измерительной системы и прекращения процесса термовлажностной обработки происходит либо в случае достижения
твердеющим бетоном стабилизации прочности,либо в случае достижения твердеющим бетоном отпускной прочности .
Б первом случае, при стабилизации прочности твердеющего бетона, величина разности Д Ru с большой вероятностью принимает нулевое или отрицательное значение. Нулевое или отрицательное значение величины Л R t вызывает срабатывание сигнум-реле б таким образом, что на его выходе появляется отрицательный сигнал, который подается на один из входов счетчика импульсов 7 и в нем учитывается. Каждый положительный сигнал вызывает сброс счетчика импульсов 7. При появлении на входе счетчика импульсов 7 последовательности нескольких, следующих друг за другом, отрицательных сигналов, количество которых заранее установлено на задатчике о, счетчик импульсов 7 вырабатывает команду на отключение измерительной системы и прекращение процесса термовлажностной обработки, которая посылается на один из входов коммутатора 12.
В случае достижения твердеющим бетоном отпускной прочности
Яотп величина разности Л Romn с вероятностью единица принимает нулевое или отрицательное значение, что вызывает появление на выходе сигнум-реле II отрицательного сигнала, который является командой на отключение измерительной системы и прекращение процесса термовлажностной обработки и посылается на второй вход коммутатора 12, Входы коммутатора 12 соединены таким образом, что выполняют логическую операцию ИЛИ то есть появление на одном из входов коммутатора 12 команды на отключение измерительной системы и прекращение процесса термовлажноотной обработки вызывает срабатывание коммутатора 12 и выполнение этой команды, Предлагаемое измерительно-управляющее устройство для автомати зации производства сборного железобетона в условиях термовлажност ной обработки, осуществляя прямой контроль прочности, набранной твердеющим бетоном, позволяет судить о прочности готового железобетонного изделия, прошедшего цикл термовлажностной обработки и, следовательно, маркировать готовую продукцию по выходной прочности и сортировать ее по принципу годности изделий к вы6полнению или менее ответственных задач, решаемых в строительстве , Предмет изобретения Измерительно-управляющее устройство для автоматического поиска и фиксации заданных точек в процессах набора прочности железобетонными изделиями при термовлажностной обработке по авт. св. № 432579, О . т л и ч а ю щ е е с я тем, что, с целью повышения экономичности производства сборного железобетона и создания возможности маркировки готовой продукции по выходной прочности, в устройство включен соединенный с выходом измерительного прибора второй элемент сравнения, входы которого подключены к командному аппарату и аадатчику, а выход через сигнум-реле подсоединен ко второму входу коммутатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗМЕРИТЕЛЬНО-УПРАВЛЯЮЩЕЕ УСТРОЙСТВО | 1972 |
|
SU432379A1 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1987 |
|
SU1516364A2 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1990 |
|
SU1728029A2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082606C1 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1986 |
|
SU1416320A1 |
| Способ автоматического управления процессом термовлажностной обработки железобетонных изделий и устройство для его осуществления | 1983 |
|
SU1104375A1 |
| ЙС ШВ • О^СОЮЗНАЯ I Ейшмашетй | 1973 |
|
SU362199A1 |
| Устройство управления процессом тепловой обработки бетонных и железобетонных изделий в тепловой установке | 1987 |
|
SU1418290A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕРМОВЛАЖНОСТНОЙ ОБРАБОТКОЙ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2026779C1 |
| УПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССОВ ТИТРОВАНИЯ | 1972 |
|
SU420992A1 |
