1
Изобретение относится к области обработки металлов резанием и предназначено для обработки под сварку кромок трубных узлов типа «труба в трубе, преимущественно в тех случаях, когда фаска должна быть обработана с большой точностью относительно торца внутренней трубы, к которой недопустимо приложение нагрузок.
Известен фаскорез для обработки узлов типа «труба в трубе, выполненный в виде планшайбы с подвижными суппортами, в которых закреплены резцы, и снабженный механизмом закренления фаскореза на трубном узле, включающий в себя упорный стакан, контактирующий с торцом внутренней трубы.
Недостатком такого фаскореза является низкая точность выполнения подготавливаемых под сварку фасок труб.
Иредлагаемый фаскорез отличается от известного тем, что на упорном стакане механизма закрепления фаскореза на трубном узле, контактирующем с торцом внутренней трубы, равномерно по окружности размещено не менее трех электрических контактов, замыкающих при соприкосновении с торцом трубы цепи сигнальных ламп.
Такое выполнение фаскореза повышает точность обработки фасок трубы.
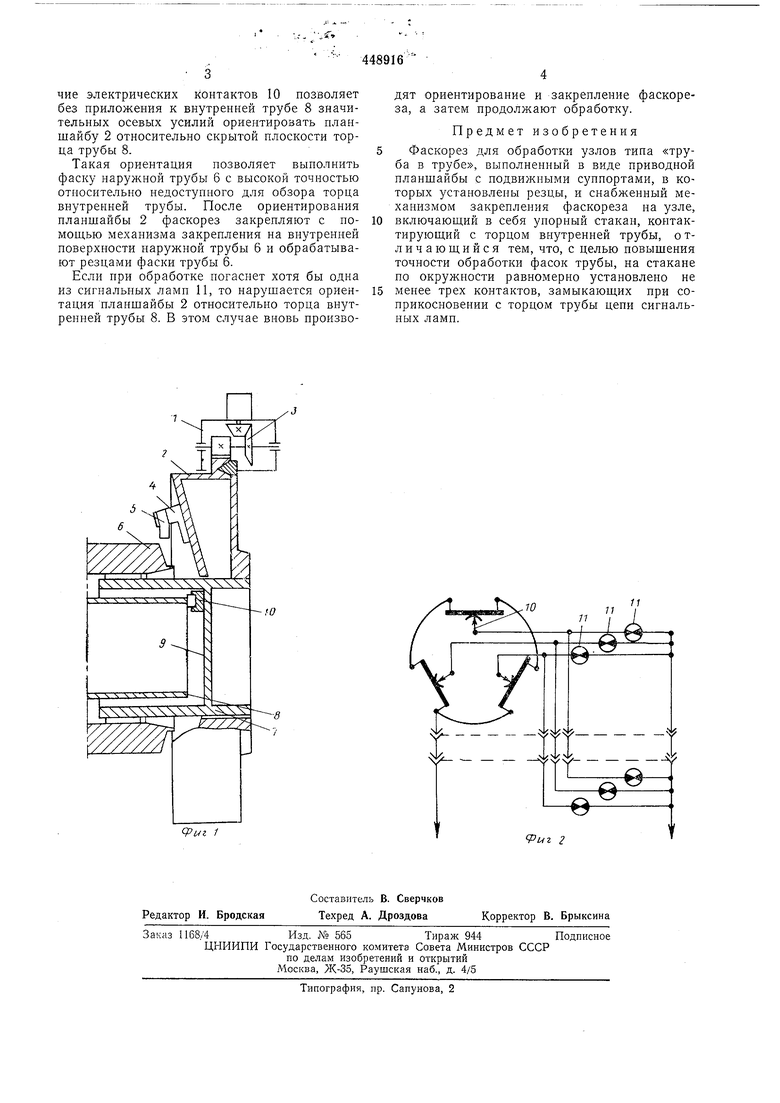
На фиг. 1 изображен предлагаемый фаскорез в разрезе; на фиг. 2 - схема установки контактов фаскореза.
Фаскорез состоит из корпуса 1, в котором 5 закреплена планшайба 2 и привод 3 планшайбы. На планшайб1е 2 подвижно установлены подвижные суппорты 4, в которых закреплены резцы 5 для обработки фасок наружной трубы 6. Для установки на трубном узле фаско) рез снабжен механизмом закренления, включающим в себя упорный стакан 7, который контактирует с торцом внутренней трубы 8. На внутренней новерхности 9 стакана 7 размещено не менее трех электрических контактов 10,
5 расположенных по окружности внутренней трубы 8. Каждый из контактов 10 соединен электрической цепью с контрольной лампочкой 11, расположенной на видимой части корнуса фаскореза, а также с контрольной лампочкой, расположенной на пульте управления (не показан).
Точность установки корпуса 1 фаскореза планшайбы 2 с приводом 3, подвижно установленных на планщайбе резцовых сунпортоз
5 4 с резцами 5 относительно обрабатываемой трубы 6, достигается следующим образом.
Упорный стакан 7 механизма закренления фаскореза вводят в обрабатываемую трубу 6 до тех пор, пока не замкнутся контакты 10 и
0 не загорятся все сигнальные лампы 11. Наличие электрических контактов 10 иозволяет без приложения к внутренней трубе 8 значительных осевых усилий ориентировать планшайбу 2 относительно скрытой плоскости торца трубы 8.
Такая ориентация позволяет выполнить фаску наружной трубы 6 с высокой точностью относительно недоступпого для обзора торца внутренней трубы. После ориентирования планшайбы 2 фаскорез закрепляют с помощью механизма закрепления на внутренней поверхности наружной трубы 6 и обрабатывают резцами фаски трубы 6.
Если при обработке погаснет хотя бы одна из сигнальных ламп 11, то нарушается ориентация планшайбы 2 относительно торца внутренней трубы 8. В этом случае вновь производят ориентирование и закрепление фаскореза, а затем продолжают обработку.
Предмет изобретения
Фаскорез для обработки узлов типа «труба в трубе, выполненный в виде приводной планшайбы с подвижными суппортами, в которых установлены резцы, и снабженный механизмом закрепления фаскореза на узле, включаюш;ий в себя упорный стакан, контактирующий с торцом внутренней трубы, о тличаюшийся тем, что, с целью повышения точности обработки фасок трубы, на стакане по окружности равномерно установлено не менее трех контактов, замыкающих при соприкосновении с торцом трубы цепи сигиальпых ламп.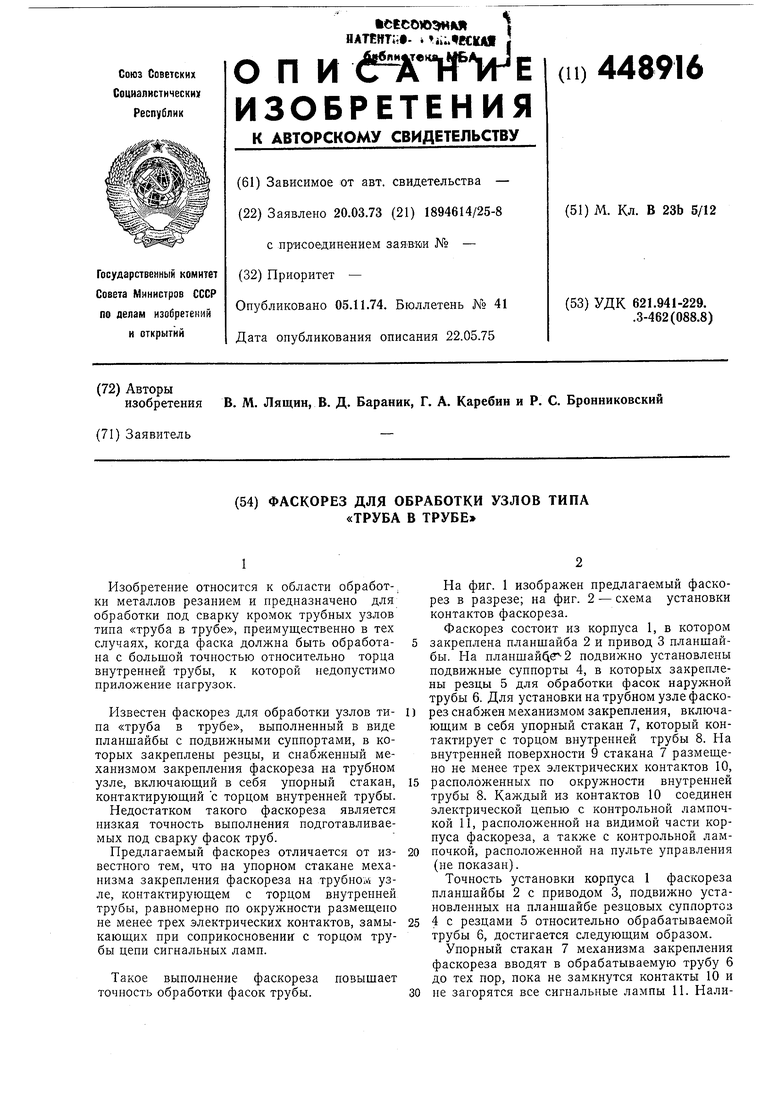
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки косых фасок под сварку на торцах неповоротных труб | 1973 |
|
SU476089A1 |
| Станок для обработки торцов труб | 1987 |
|
SU1505668A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК НА ТРУБАХ | 1992 |
|
RU2030256C1 |
| Станок для снятия фасок на трубах | 1976 |
|
SU841781A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Суппорт трубоподрезного станка | 1989 |
|
SU1683974A2 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Устройство для обработки труб под сварку | 1988 |
|
SU1556828A1 |
| Устройство для фрезерования фасок на трубах | 1981 |
|
SU952474A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
