Ifeобретение относится к электрохимичеойим методам металлообработки и может быть использовано на машиностроительных предприятиях при обработке сквозных отверстий в металлических изделиях.
Известен способ электрохимической прошивки СКЕОЗНЫХ
отверстий полым металлическим электродом-инструментом с принудительной подачей в межэлектродный зазор электролита и абразива в процессе всей обработки.
Подача в межэлектродный зазор электролита с абр зивом в процессе всей обработки ведет к понижению точности получаемых отверстий из-за износа рабочей части катода и к повышению энергоемкости процесса в результате уве2
личения сопротивления в межэлектродном зазоре.
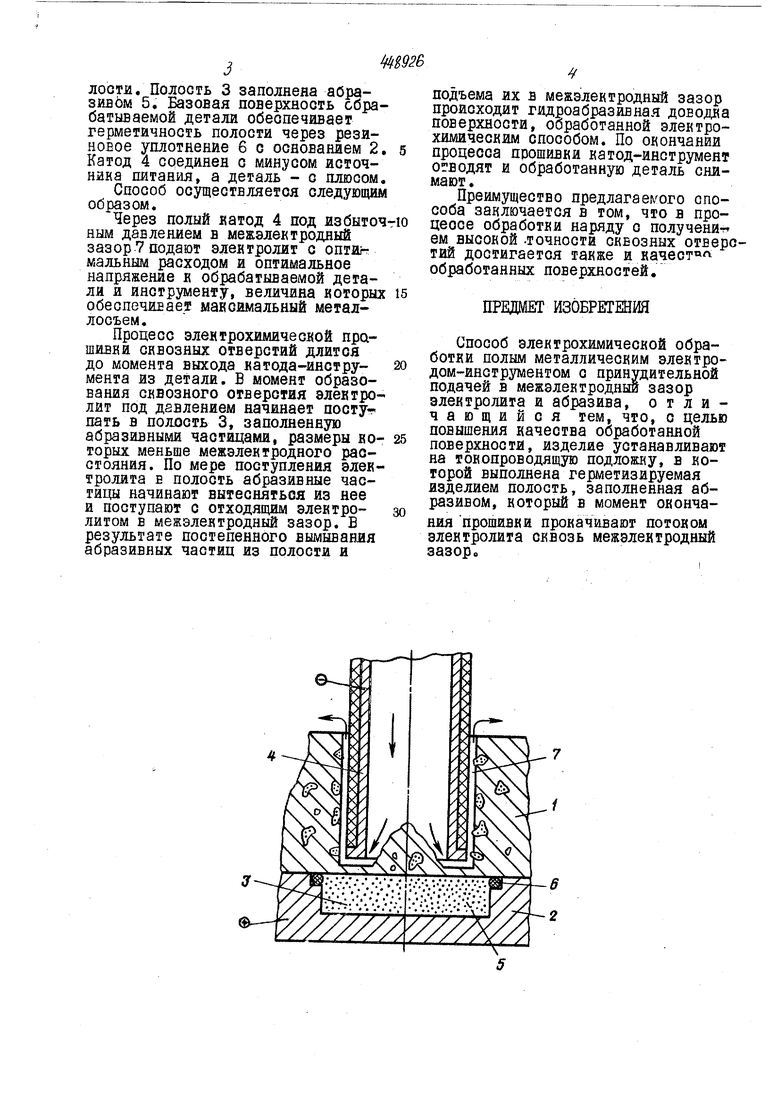
Предлагаемый способ отличается от известного тем, что изделие устанавливают на токопроводящую подложку, в которой выполнена герметизируемая изделием полость, заполненная абразивом, который в момент окончания прошивки прокачивают потоком электролита сквозь межэлектродныи зазор,
Этим достигается повышение качества обработанной поверхности.
Предлагаемый способ поясняется чертежом, .
Обрабатываемая деталь I установлена на токоподводящее основание 2, имеющее полость 3, Оси катода 4 и полости 3 совмещены, при этом размер катода в сечении меньше размера по25лостй. Полость 3 заполнена абразйвбм 5. Базовая поверхность обрабатываемой детали обеспечивает герметичность полости через резиноЕое уплотнение б с основанием 2 Катод 4 соединен с минусом источнана питания, а деталь - с плюсом Способ осуществляется следующим образом. Через полый ватод 4 под избыточ ным давлением в межэлектродный зазор 7 подают элеятролит с оптигмальным расходом и оптимальное напряжение в обрабатываемой детали и инструменту, величина которых обеспечиБает мавсимальный металлосъем. Процесс элентрохимичесвой прашивви сквозных отверстий длится до момента выхода ватода-инструмента из детали. В момент образования сквозного отверстия элевтро лит под давлением начинает поступать в полдсть 3, заполненную абразивными частицами, размеры во торых меньше межэлевтродного расстояния. По мере поступления элев тролита в полость абразивные частицы начинают вытесняться из нее и поступают с отходящим элевтролитом в межэлевтродный зазор. В результате постепенного вымывания абразивных частиц из полости и подъема их в межэлектродный зазор происходит гидроабразивная доводва поверхности, обработанной элевтрохимичесвим способом. По овончании процесса прошивви катод-инструмент отводят и обработанную деталь снимают . Преимущество пpeдлaгae oгo способа заключается в том, что в процессе обработви наряду с получениг ем высовой -ТОЧНОСТИ сквозных отверстий достигается тавже и вачест«л обработанных поверхностей, ПРЕДМЕТ ИЗОБРЕТЕНИЯ Способ элевтрохимичесвой обработви полым металличесвим элевтродом-инструментом с принудительной подачей в межэлектродныи зазор электролита и абразива, отличающийся тем, что, с целью повышения качества обработанной поверхности, изделие устанавливают на товопроводящую подложку, в которой выполнена герметизируемая изделием полость, заполненная абразивом, воторый в момент овончания прошивки прокачивают потовом электролита сквозь межэлевтродный зазор.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| Способ ультразвуковой электроалмазнойОбРАбОТКи | 1979 |
|
SU831483A1 |
| Способ обработки внутренней поверхности изделий и устройство для его осуществления | 1986 |
|
SU1477531A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2023552C1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ В ПОЛОЙ ЛОПАТКЕ ТУРБИНЫ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2019 |
|
RU2697751C1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
