1
Изобретение относится к области станкостроения, в частности к упрочнению и формообразованию крупногабаритных листовых деталей из немагнитных материалов.
Известен способ упрочнения и формообразования крупногабаритных листовых деталей из немагнитных материалов магнитными рабочими телами, перемещающимися под воздействием магнитного поля переменно включаемых электромагнитов, расположенных по обе стороны детали.
По такому способу нельзя обрабатывать листовые детали, расположенные вертикально. В связи с тем, что индукция магнитного поля возрастает не мгновенно, тем более для силовых электромагнитов, при отключении одного из электромагнитов и включении второго, рабочие тела под действием силы тяжести выйдут из рабочей зоны или сместятся вниз - на дно контейнера, а если нет контейнера - упадут.
Для возможности обработки деталей в вертикальном положении без контейнера за счет удержания рабочих тел во взвешенном состоянии предложено включение питания одного из электромагнитов, расположенных один против другого через деталь, производить с опережением выключения другого.
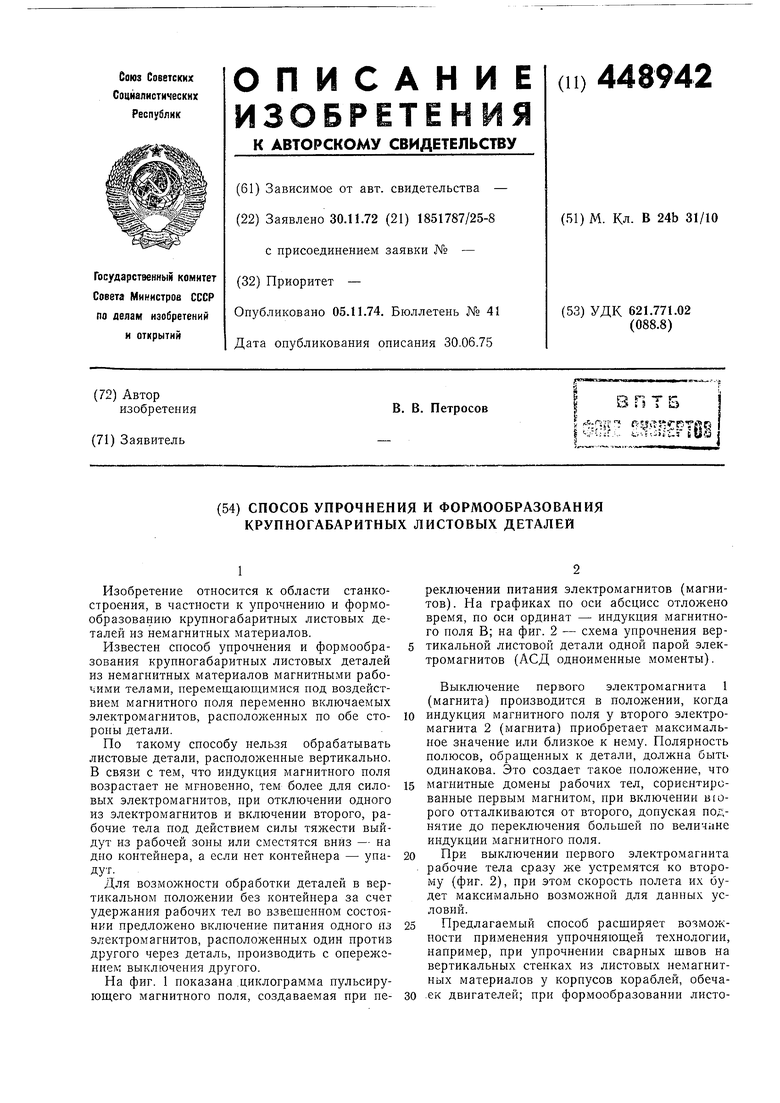
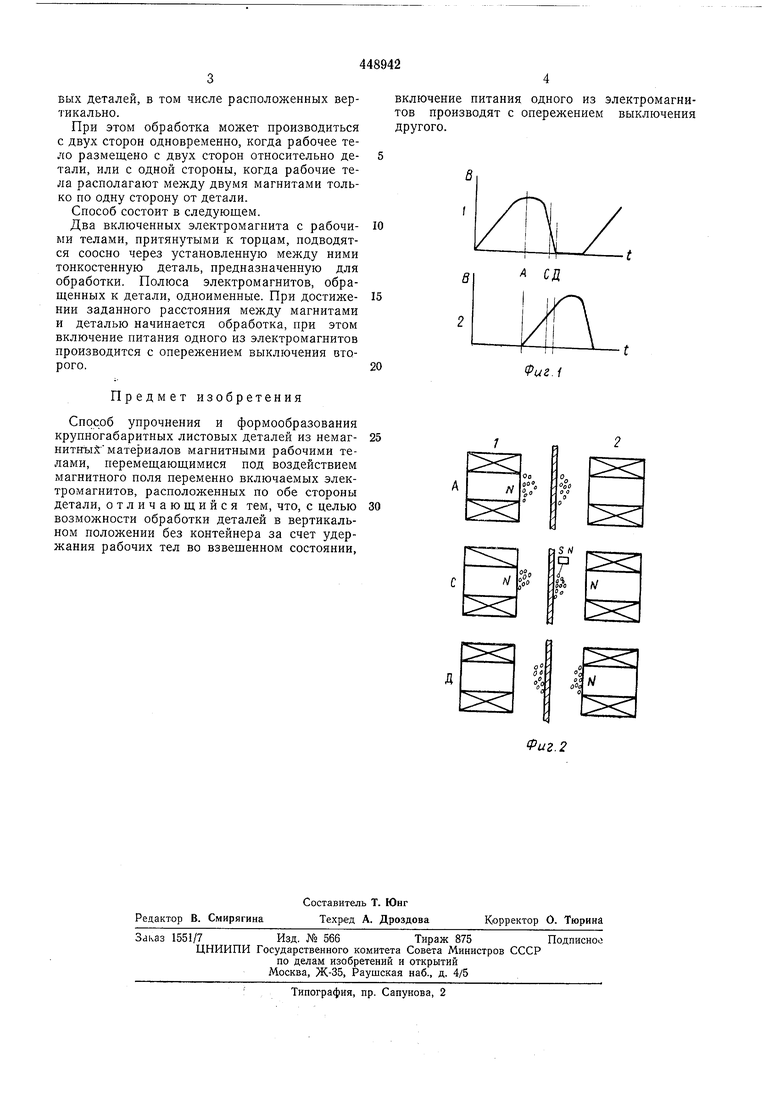
На фиг. 1 показана циклограмма пульсирующего магнитного поля, создаваемая при переключении питания электромагнитов (магнитов). На графиках по оси абсцисс отложено время, по оси ординат - индукция магнитного поля В; на фиг. 2 - схема упрочнения вертикальной листовой детали одной парой электромагнитов (ЛСД одноименные моменты).
Выключение первого электромагнита 1 (магнита) производится в положении, когда
индукция магнитного поля у второго электромагнита 2 (магнита) приобретает максимальное значение или близкое к нему. Полярность полюсов, обращенных к детали, должна быть одинакова. Это создает такое полонсение, что
магнитные домены рабочих тел, сориентированные первым магнитом, при включении вюрого отталкиваются от второго, допуская поднятие до переключения большей по величине индукции магнитного поля.
При выключении первого электромагнита рабочие тела сразу же устремятся ко второму (фиг. 2), при этом скорость полета их будет максимально возможной для данных условий.
Предлагаемый способ расширяет возможности применения упрочняющей технологии, например, при упрочнении сварных швов на вертикальных стенках из листовых немагнитных материалов у корпусов кораблей, обечаек двигателей; при формообразовании листовых деталей, в том числе расположенных вертикально.
При этом обработка может производиться с двух сторон одновременно, когда рабочее тело размещено с двух сторон относительно детали, или с одной стороны, когда рабочие тела располагают между двумя магнитами только по одну сторону от детали.
Способ состоит в следующем.
Два включенных электромагнита с рабочими телами, притянутыми к торцам, подводятся соосно через установленную между ними тонкостенную деталь, предназначенную для обработки. Полюса электромагнитов, обращенных к детали, одноименные. При достижеНИИ заданного расстояния между магнитами и деталью начинается обработка, при этом включение питания одного из электромагнитов производится с опережением выключения второго.
Предмет изобретения
Способ упрочнения и формообразования крупногабаритных листовых деталей из немагнитнъ1±материалов магнитными рабочими телами, перемещающимися под воздействием магнитного поля переменно включаемых электромагнитов, расположенных по обе стороны детали, отличающийся тем, что, с целью возможности обработки деталей в вертикальном положении без контейнера за счет удержания рабочих тел во взвещенном состоянии.
включение питания одного из электромагнитов производят с опережением выключения другого.
Фцг.1
Оо
.г
г/
N
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочнения плоскостных длинномерных деталей | 1973 |
|
SU504342A1 |
| РЕЛЬСОВЫЙ ТОРМОЗ С ПОСТОЯННЫМИ МАГНИТАМИ | 2000 |
|
RU2185984C2 |
| Грузоподъемный электромагнит | 1989 |
|
SU1705221A1 |
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 2014 |
|
RU2592337C2 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ С БОЛЬШИМИ РАДИУСАМИ ИЗГИБА | 2003 |
|
RU2336137C2 |
| ЭЛЕКТРОМАГНИТНЫЙ ПРИВОД ВЫКЛЮЧАТЕЛЯ | 2015 |
|
RU2605938C1 |
| Способ обработки | 1979 |
|
SU870089A1 |
| Устройство для ориентации асимметричных ферромагнитных деталей | 1980 |
|
SU876362A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2476307C1 |
| МАГНИТНАЯ СИСТЕМА ПОДВЕСКИ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2018 |
|
RU2689836C1 |
