(54) УСТРСЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ПЛОСКОСТНЫХ ДЛИННОМЕРНЫХ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ ПИЛЬЧАТОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078675C1 |
| Способ упрочнения и формообразования крупногабаритных листовых деталей | 1972 |
|
SU448942A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| МАШИНА ДЛЯ ПРАВКИ И УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2146598C1 |
| Устройство для обработки длинномерного материала | 1983 |
|
SU1110523A1 |
| Устройство для упрочнения поверхностей деталей ферромагнитными порошками в магнитном поле | 1990 |
|
SU1743743A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ | 2001 |
|
RU2209711C2 |
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 2014 |
|
RU2592337C2 |
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2096107C1 |
| Способ упрочнения стального изделия ионно-плазменной карбонитрацией | 2017 |
|
RU2682986C1 |
1
Изобретение относится к области стан: состроеиия и примеи1гется для упрочнения Ьпоскостных длинномерных изделий из алю иниевых, TStTaHOBibix иДругих немагнитных латериалов, ферромагнитными телами в магу jfflTHOM поле.
Известно устройство для упрочнения по ерхн остей крупных деталей из немагниттхк. материалов гЬерромагнитными телами, например, шариками, находящимися в конireftHepe и перемещающимися в пульсирующем магнитном поле, создаваемом магнитной системой, состоящей из пар силовых ;р лектромагнитов, установленных по обе сто. ;роны обрабатываемой детали.
Недостатком известного устройства является то, что оно не обеспеч1шает стабиль;ности обрабопси длинномерных деталей,
Целню изобретения является создание устройства, обеспечившощего стабильность процесса упрочнения плоскостных дгагиномор:Ньис изделий феррО у;агнитными телами, кодеблюшимися в пульсирующем злектромш .нитном поле с двух сторон одновременно, и формообразование плоскостных изделий.
Это достигается тем, что в устройстве непо вшкный контейнер выполнен разъемным в висе двух симметричных чашеподобных сотовьс; :емкостей из эластичного материала, меледу :которыми перемещается изделие, создавая :верхние и нилшие отдельные полости, в ко|Торых размещае-тся инструмент в равнь.х количествах. Днища у каждой соты контей неров прикреплены к торцам сердечников электромагнитов, установленных сверху и j снизу от изделия соосно, в шахматном по- ;р5вдке, а изменение зазора между магнита- |ми и изделием осуществляется путем отно1сительного перемещетшя блоков электромаг- нитов, закрепленных на вертикальз1ых супinopTaXj при деформации стенок контейнера, |Осуществпение формообразования изделия обеспечивается за счет того, что колпчест во инструмента, размеишемого в коггтейяе- ре с одной стороны от изде;гии, где требу- етс;я выполнить выпуклость, больше чем с другой, при этом для тонкого регулирования процесса формообразования нспользует-
ся программное устройство, обеспечивающее подачу к соосным электромагнитам силы тока разной величины.
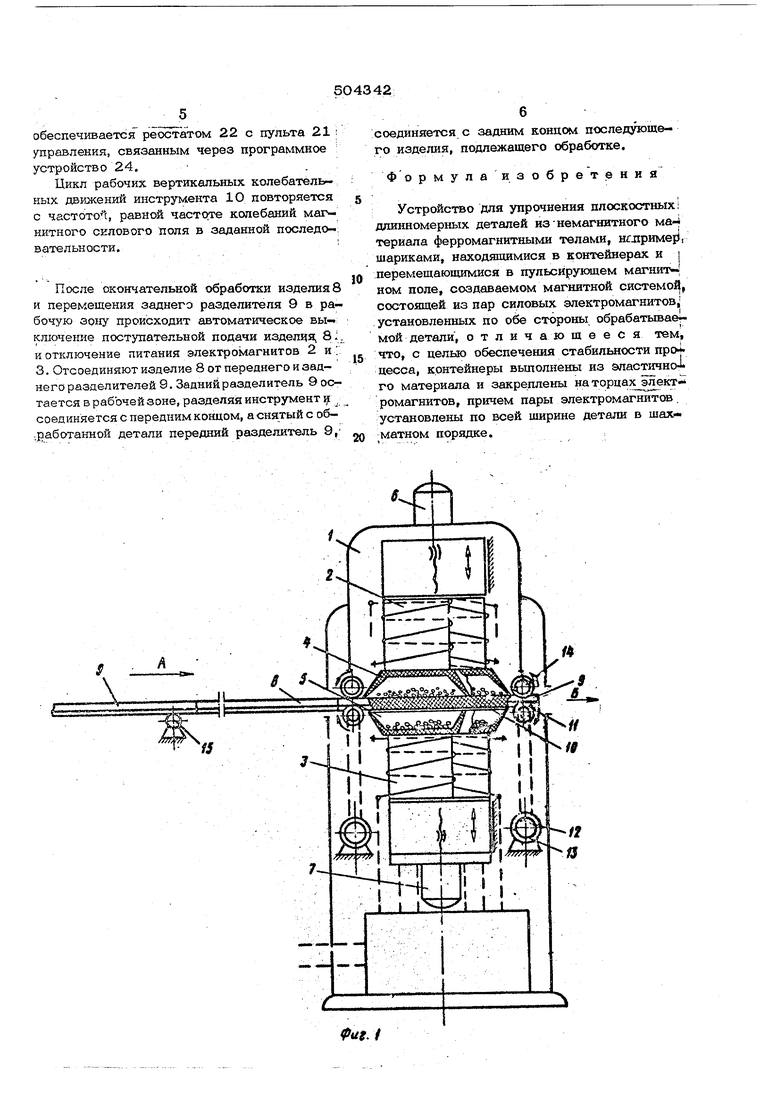
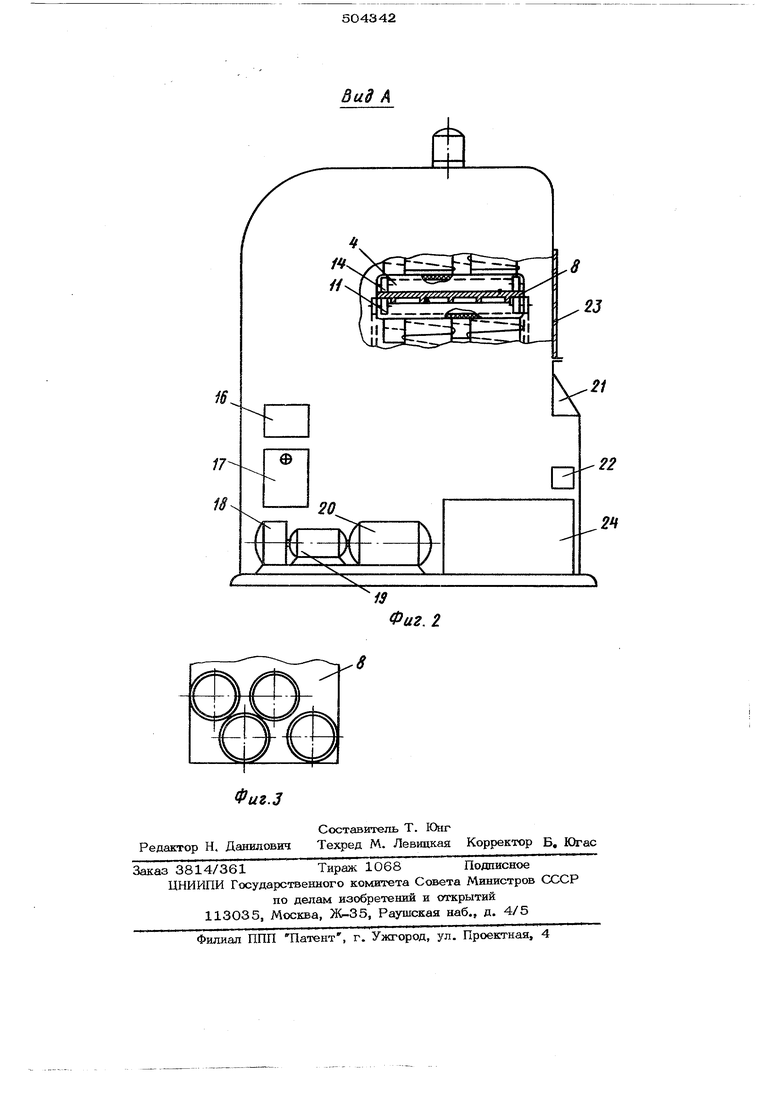
На фиг. 1 П1жазано предлагаемое устройство, общий вид; на фиг. 2 дан вид по стрелке А; на фиг. 3 - схема расположения электромагнитов.
Устройство для упрочнения плоскостных длинномерных изделий состоит из станины 1 верхней и нижней групп рабочих быстродей ствуюших электромагнитов 2 в 3, на которых закреплены верхняя 4 и нижняя 5 части контейнера, вьшолненные каждый в виде сот по количеству парных по вертикали электромагнитов. Каждая сота может быть выполнена по отдельности. Верхний электродвигатель 6 и нижний 7 служат для регулировки электромагнитов в вертикальной плоскости при их подводе к детали для создания замкнутой полости между частями контейнера и деталью, а также для изменения рабочего зазора между электромагнитами и обрабатываемым изделием. При этом изменение зазора после контактирования торцов частей контейнера с деталью осуществляется за счет деформации стенок контейнеров, выполненных сплошь из эластичного материала.
Между верхней и нижней частями контейнера в рабочем промежутке установлено изделие 8 с закрепленными к нему передним и задним разделителями 9, служащими для постозашного сохранения и подде1 жания определенного объема инструмента О в рабочих полостях с двух сторон изделия в начале и в конпе обработки. В качестве инструмента 1О применяются рабочие тела из ферромагнитных материалов.
Устройство имеет механизм продольного перемещения изделия 8, состоящий из опорных тянущих роликов 11, вращающихся от электродвигателя 12 постоянного тока через редуктор 13, прижимных роликсж 14 и ряда поддерживающих роликов 15. Длительность обработки детали обеспечивается реле времени 16 (фиг. 2).
Для работы устройства в режиме кратковременного попеременного (импульсного) переключения рабочих электромагнитов преду смотрено или реле времени 17 или дисковый коммутатор 18, связанный через вариатор с электродвигателем 19. Генератор 2О приводится во вращение DT электродвигателя 19 и обеспечивает питанием обе группы электромагните 2 или 3 постоянным током. Управление устройства осуществляется от пульта 21. Petvстат 22 служит для регулирования скорости перемещения изделия 8. Для наблюдения
зоны обработки предусмотрено переднее окно 23. Питание электромагнитов, их переключение в определенной последовательности, регулирование рабочего зазора между эл тромагнитом и изделием, скорости перемещения изделия осуществляется от программного устройства 24.
Устройство работает следующим образом К переднему и заднему концам изделия 8 подсоединяют и закрепляют разделители 9, которые взаимозаменяемо могут устанавливаться как на передний, так и на задний концы изделия 8, Дальше изделие 8 вместе с 3aKpemieHHbiNm разделителями 9 устанавливают в рабочую зону устройства так, чтобы передний разделитель 9 разместился на спорных роликах 11 с прижимом роликами 14.
Задний конея изделия 8 с разделителем 9 устанавливают на поддерживающие ролики 15 На передний разделитель 9 и в нижнюю часть 5 контейнера в соты засыпают равные объемы инструмента.
Включение электродвигателей 6 и 7 обеспечивают перемещение суппортов с элек- трсллагнитами до касания частей 4 и 5 контейнера с изделием 8, что обеспечивается соответствующими концевыми выкшочател ми. Рабочее пшюжение частей 4 и 5 может начинатьс при наличии зазора между ними и деталью по величине меньшей, чем минимальный размер инструмента. Дальнейшее сближение электромагнитов при необходимости производится за счет деформации эластичных боковых стенок контейнера. Включением электродвигателя 19 приводится во вращение генератор 2О и дисковый коммутатор 18, а соответственно сообщается переменное импульсное питание группам электромагнитсяа 2 и 3 через программное устройство 24, соединенное с реле времени 17.
При этом в рабочем зазоре меяаду двумя попеременно включаемыми электромагнитами 2 и 3 создается импульсное силовое магнитное поле. Инструмент 1О, расположенный в сотах по обе стороны разделителя 9, под действием импульсного магнитного поля с(жерщает вертикальное колеб тельное движение с частотой, равной частоте переключения рабочих электромагнитов. После установившегося вертикального колебательного движения инструмента 1О В импульсном силовом магнитном поле изделию 8 сообщают равномерное поступательное движение по стрелке Б (на фиг. 1) за счет вращения тянущих опорных роликов 11 через редукторы 13 от электродвигателей 12. Необходимая .qpocTb перемещения изделия 8 обеспечивается реостатом 22 с пульта 21 ; управления, связанным через программное : устройство 24.. Цикл рабочих вертикальных колебательных движений инструмента 1О повторяется с частотой;, равной частоте колебаний магнитного силового поля в заданной последо-; вательности, После окончательной обработки изделия 8 и перемещения заднего разделителя 9 в рабочую зону происходит автоматическое вы-; ключение поступательной подачи изделия, 8. и отключение питания электромагнитов 2 и ; 3. Отсоединяют изделие 8 от переднего и зад него разделителей 9. Заднийразделитель 9 остается в рабЪчейзоне, разделяя инструмент соединяется с передним концом, а снятый с об,работанной детали передний разделитель 9,
tf. / соединяется с задним концом последующего изделия, подлежащего обработке. Формула изобретения Устройство для упрочнения плоскостных длинномерных деталей из немагнитного ма-j териала ферромагнитными телами, нслриме{, шариками, находяпщмися в контейнерах и перемещающимися в пульсирукядем магнитном поле, создаваемом магнитной системой, состоящей из пар силовых электромагнитовi установленных по обе стороны обрабатывае мой детали, о т л и ч а ю щ е е с я тем, что, с целью обеспечения стабильности про4. цесса, контейнеры вьшолнены из эластично го материала и закреплены на торцах электромагнитов, причем пары электромагнитов. установлены по всей ширине детали в щах- матном порядке.
