(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОЙ ТЕПЛОИЗОЛЯЦИИ ДЛЯ ТРУБ
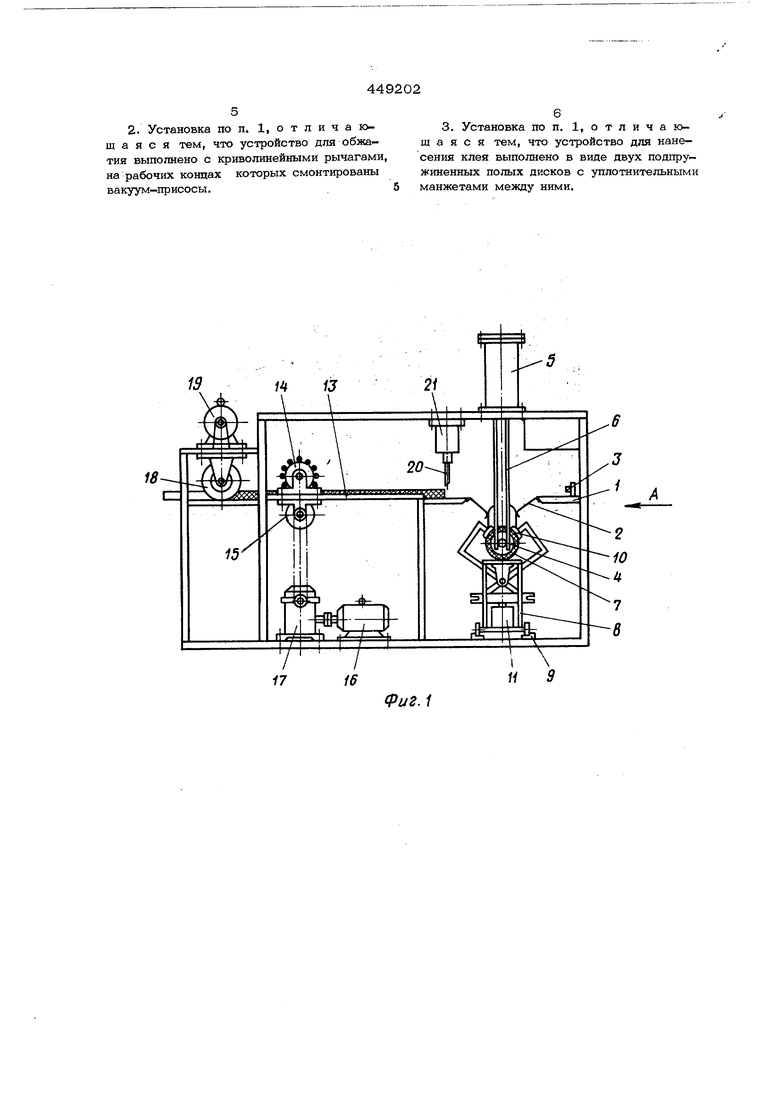
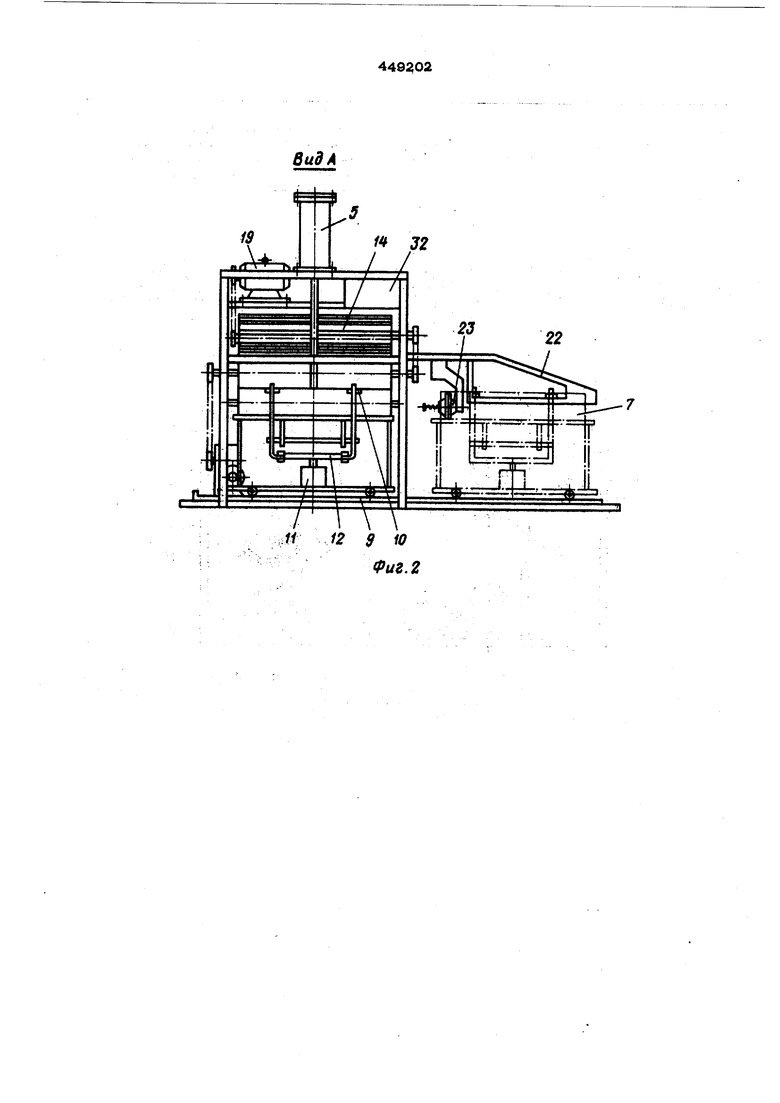
Устройство для подачи и резки волокнитого мата, например из стекловолокна, содержит конвейерный стол 13, на котором смонтированы подающий механизм в виде двух вальсов 14 и 15, приводимых во вращение электродвигателем 16 через редуктор 17, механизм продольной резки волокнистого мата с двумя дисковыми ножами 18, приводимыми во вращение электродвигателем 19, механизм поперечной реэки волокнистого мата - нож 2О, укрепленный на штоке пневмоцилиндра 21.
К столу 1 прикреплен кронштейн 22, фиксирующий защитную оболочку в исход- ном положении разрезом вверх, и устройство 23 для нанесения клея на внутреннюю поверхность защитной оболочки
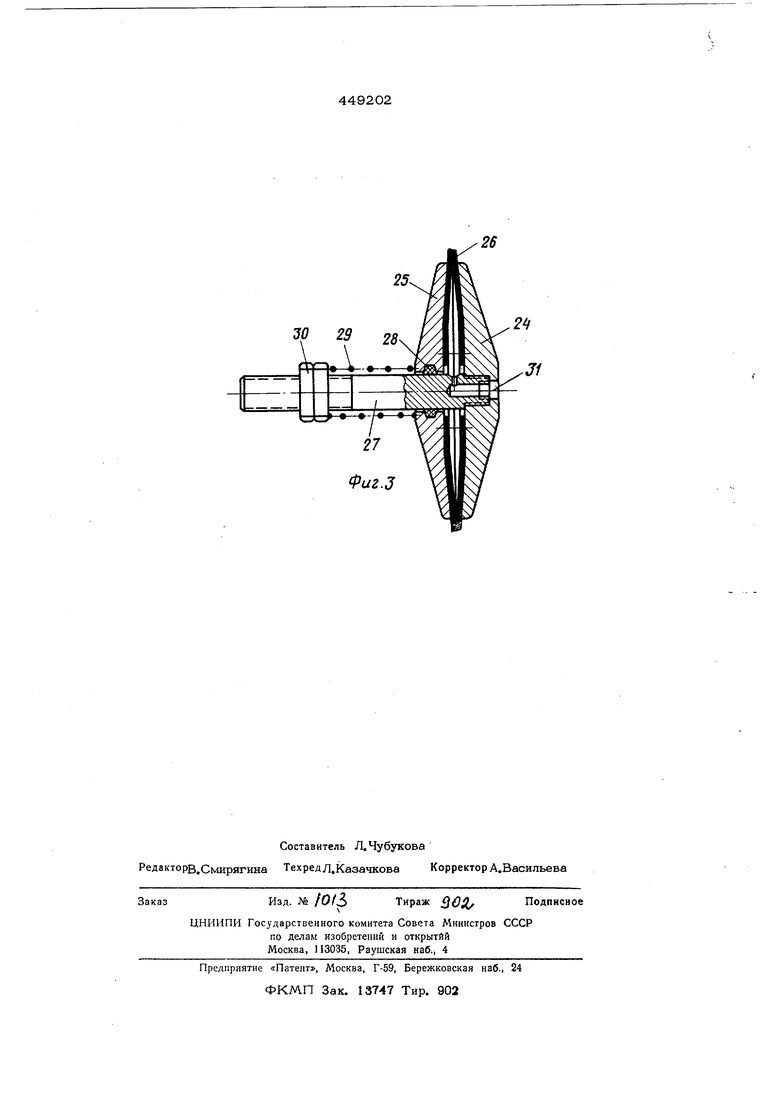
Устройство для нанесения клея состоит из двух полых дисков 24 к 25 с закрепленными на них резиновыми уплотнительны- ми манжетами 26, штока 27, сальникового уплотнения 28 и нажимной пружины 29. Диск 24 жестко закреплен на штоке 27, а диск 25 может перемешаться по нему. Под действием нажимной пружины 29 диски сомкнуты. Усилия прижатия дисков регулируются гайками ЗО. Отверстие 31 служит для подачи клея в пространство между. дисками 24 и 25.
Установка работает следующим образом. Разрезанная по образующей защитная оболочка 7 укладывается и фиксируется с помощью кронштейна 22 на тележке 8, расположенной на рельсах 9 в исходном положении .(показано штрих-пунктиром).
Затем оболочка смыкается вокруг устройства 23 для нанесения клея вакуум-присосами 10, приводимыми в движение от пневмо- цилиндра 11 через систему рычагов 12. При этом в линии вакуум-присосав создается вакуум.
При перемещении тележки 8 с защитнойоболочкой из исходного положения в направлении стола 1 клей, подаваемый из рас- ходного бака 32 давлением сжатого воздух в полость между дисками смазывающего устройства 23, выдавливается в кольцевой зазор, образуемый между манжетами 26 и наносится на внутреннюю поверхность оболочки комплекта. Отсечка подачи клея производится за счет смыкания дисков 24 и 25 устройства для нанесения клея под действием пружины 29 при понижении давления в полости между дисками.
Тележка 8 со смазанной клеем зашитной оболочкой подается под стол 1 установки,
зашитная оболэчка раскрывается за счет разведения вакуум-присосов 10. Одновременно на стол 1, створки 2 котороио находятся в горизонтальном положении, с помошью устройства для подачи и резки волокнистого мата 33 подается мат и при перемещении ленты волокнистого мата по конвейерному столу производится обрезка ее кромок дисковыми ножами 18. Волокнистый мат, достигнув своим передним торцом концевого выключателя 3, отключа подаюший механизм и включает нож 2О - механизма поперечной резки. Нож 20 опускается вниз и отрезает кусок мата нужног размера.
Валок 4, опускаясь, увлекает за собой в раскрытую защитную оболочку отреза ный кусок волокнистого мата, который за счет раскрытия створок 2 выкладывается на внутреннкзю поверхность оболочки симметрично относительно ее продольного разреза. Защитная оболочка комплекта смыкается вакуум-присосами 10, обжимая стекломат вокруг валка 4.
После некоторой выдержки, необходимой для обеспечения вклейки мата в защитную оболочку, вакуум-присосы 10 раскрывают изготовленный теплоизоляционный комплект по имеющемуся продольному разрезу в защитной оболочке. Затем валок 4 поднимает вверх, а створки 2 возвращаются в горизотальное положение.
В линии вакуум-присосов сбрасывается вакуум, и отформованная теплоизоляция в защитной оболочке снимается с тележки 8, а затем тележка возвращается в исходное положение для повторения цикла.
Предмет изобретения
1. Установка для изготовления волокнистой теплоизоляции для труб, включающая стол, формующий цилиндрический элемент и устройство для обжатия, отличающаяся тем, что, с целью обеспечения комплексной механизации изготовления волокнистой теплоизоляции в защит ной оболочке, она снабжена устройством для подачи и резки волокнистого мата, а также устройством для нанесения клея на внутреннюю поверхность защитной оболочки, стол выполнен с подпружиненными створками и под ним на тележке смонтировано устройство для обжатия, а формующий цилиндрический элемент укреплен на конце штока пневмоцилиндра, расположенного над столом.
2. Установка по п. 1,отличающая с я тем, что устройство для обжатия выполнено с криволинейными рычагами, на рабочих концах которых смонтированы вакуум-присосы.
3. Установка по п. 1, о т л и ч а ющ а я с я тем, что устройство для нанесения клея выполнено в виде двух подпружиненных полых дисков с уплотнительными манжетами между ними.
fpue.1
30 29 28
mn «г -f«-
.J
