4
30
Изобретение относится к литейному производству, в частности к технологии изготовления литейных форм с вертикальным разъемом методом вакуумной - формовки.
Целью изобретения является повышение производительности труда и экономия материала путем исключения операции отрезки излишков пленки на Q отъемном элементе
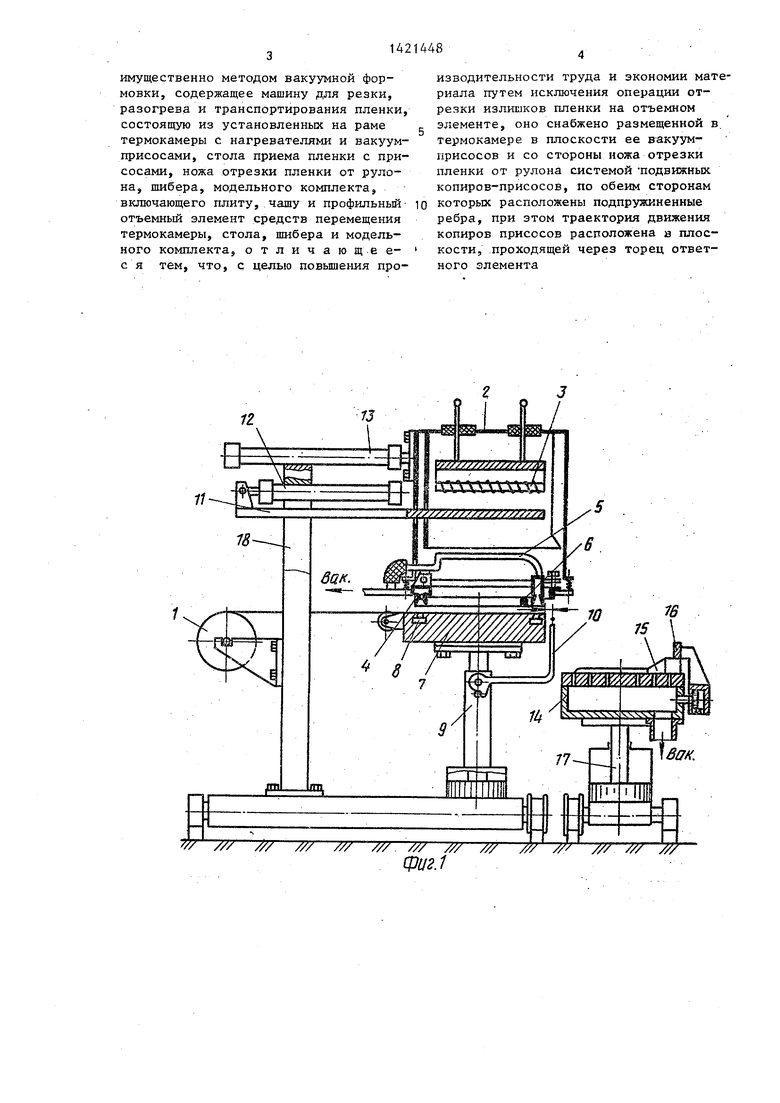
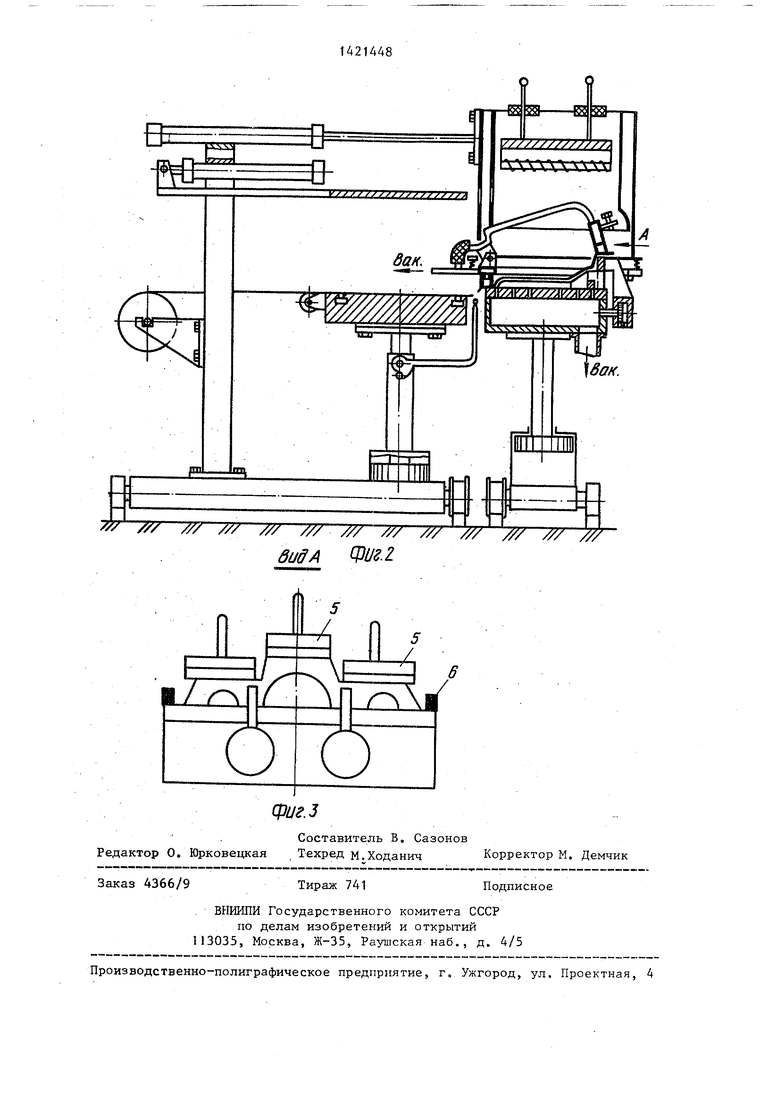
На фиг. 1 показано предлагаемое устройство; на фиг, 2 - то же, с термокамерой на позиции наложения; на фиг. 3 - вид А на фиг. 2. |5
Устройство содержит рулон 1 пленки, термокамеру 2, нагреватели 3 термокамеры, вакуум-присосы 4 термокамеры, систему копиров-присосов 5, подпружиненное ребро 6, стол 7 для 20 приема пленки, присосы 8 стола, цилиндр 9 подъема стола, нож 10 отрезки пленки от рулона, шибер 11, цилиндр 12 перемещения шибера, цилиндр 13 перемещения термокамеры, мо 25 дельный комплект 14, чашу 15, профильный отъемный элемент 16, цилиндр 17 подъема модельного комплекта и раму 18.
Устройство работает следующим об- JQ разом, . .
Синтетическую пленку из рулона 1 перед началом работы разматывают и накладьшают на стол 7 приема пленки, удерживая ее на столе присосами 8, аизлишек отрезают ножом 10,Термока- меру 2 р Асполагают над столом 7 Шибер 11 вводят внутрь термокамеры 2 и разогревают нагревателями 3, Устройство подготовлено для изготовления литейной формы в автоматическом режиме . .. . -
Для наложения пленки (фиг„ 1) стол 7 приема пленки поднимают, включают вакуум-присосы 4 термокамеры и систе-дд му копиров-присосов 5, располагающихся в данном случае в одной плоскости, которые захватывают пленку -со стола 7 за край на некотором расстоянии S от ножа 10 отрезки. Далее отключают вакуум-присосы 8 стола, опускают стол 7 и включают цилиндр 13 перемещения термокамеры. Термокамера 2, перемещаясь на позицию наложения пленки, пераносит ее на позицию наложения и разматывают рулон 1 пленки, устанавливая на стол новый кусок пленки (фиг. 2). Включают вакуум-присосы 8, фиксируя новый кусок пленки на столе;
35
40
-
Q
5
0 5
Q
д
5
0
7 для последующей формовки. В это время кусок пленки, удерживаемый присосами 4 и 5, разогревается от нагревателей 3 до температуры оптимальной пластичности. По готовности пленки включают цилиндр 17 подъема модельного комплекта. Модельный комплект 14 подходит к пленке, причем система копиров-присосов совмещается с профильным контуром отъемного элемента 16, повторяя его профиль, т.е. край пленки с некоторым минимальным остатком S ложится на отъемный элемент, а для улучшения качества формовки пленки подпружиненные ребра 6 прижимают наиболее открытые боковые места. Далее подают вакуум в модельный комплект 14, пленка обтягивает модели и отъемный элемент 16, а край пленки, находясь на торце профильного отъемного элемента 16, удерживается его вакуум-присосами, В это время отрезают заформованный кусок пленки от рулона 1 ножом 10. Далее отключают вакуум от вакуум-присосов 4 термокамеры 4 и от подвижных копиров- присосов 5, а затем опускают модельный комплект 14 с заформованным куском пленки, а термокамеру 2 возвращают в исходное положение,
Таким образом, не требуется дополнительная отрезка пленки на отъемном элементе 16 и поэтому модельный комплект 14 сразу подается на дальнейшие операции формовки, т,е. далее на модельный комплект 14 с пленкой накладывают опоку, поджимают отъемный элемент 16 к опоке, засыпают опоку наполнителем, включают вибрацию,форму герметизируют и из опоки отсасывают воздух. Затем отъемный элемент 16.отводят ОТ опоки и осуществляют съем полуформы с одновременной подачей поддува под пленку со стороны ) моделей. Изготовление литейной полуформы завершено, а пленка из рулона .1 лежит на столе приема пленки, причем система копиров-присосов 5 располагается над краем пленки со стороны ножа отрезки пленки от рулона и при последующем повторении указанных . операций в автоматическом цикле обли- цовка моделей пленкой совершается без необходимости трудоемкой операции отрезки пленки на отъемном элементе.
Формула изобретения
Устройство для изготовления литейной формы с вертикальным разъемом преимущественно методом вакуумной формовки, содержащее машину для резки, разогрева и транспортирования пленки, состоящую из установленных на раме термокамеры с нагревателями и вакуум- присосами, стола приема пленки с при- сосами, ножа отрезки пленки от рулона, шибера, модельного комплекта, включающего плиту, чашу и профильный- отъемный элемент средств перемещения термокамеры, стола, шибера и модельного комплекта, о тлич ающе е- с я тем, что, с целью повышения про
изводительности труда и экономии материала путем исключения операции отрезки излишков пленки на отъемном элементе, оно снабжено размещенной в. термокамере в плоскости ее вакуум- присосов и со стороны ножа отрезки пленки от рулона системой -подвижных копиров-присосов, по обеим сторонам которых расположены подпружиненные ребра, при этом траектория движения копиров присосов расположена в плоскости, проходящей через торец ответного элемента
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наложения пленки на модельный комплект при вакуумной формовке | 1986 |
|
SU1371758A1 |
| Способ облицовки пленкой модели при вакуумной формовке | 1985 |
|
SU1276425A1 |
| Устройство для подачи пленки на модельный комплект | 1987 |
|
SU1500433A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1987 |
|
SU1581472A1 |
| Опока для вакуумной формовки | 1981 |
|
SU1006045A1 |
| Способ изготовления литейной формы | 1984 |
|
SU1235619A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| Установка нагрева и нанесения пленки при вакуумно-пленочной формовке | 1988 |
|
SU1694314A1 |
| Устройство для нанесения облицовочной пленки на модельную плиту при вакуумной формовке | 1982 |
|
SU1020180A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
Изобретение относится к литейному производству, в частности к технологии вакуумно-пленочной формовки. Цель изобретения - повьшение производительности труда и экономия материала путем исключения операции отрезки излишков пленки. Для этого в термокамере машины для облицовки модели пленкой установлена система подвижных копиров-присосов, по обеим сторонам которых расположены подпружиненные ребра. Установка позволяет существенно повысить производительность, и экономить облицовочную синтетическую пленку. 3 ил. «е
11
W/ 77/ 77/ /// /77 777 М W W 77/ /// ///
Фи2.1
/5х W/ /// 7/7 /// /// 77 ///////// /// ///
вид А иг.г
срце.З
Составитель В. Сазонов Редактор О. Юрковецкая Техред м.Ходанич Корректор М, Демчик
Заказ 4366/9
Тираж 741
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Авторское свидетельство | |||
| Способ изготовления литейной формы | 1984 |
|
SU1235619A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
