(54) РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДРЕВЕСНО
ЛИСТОВЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАТОЧКИ и ФУГОВКИ пильных ЦЕПЕЙи РЕЗЦОВ | 1969 |
|
SU258052A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2019 |
|
RU2731953C2 |
| Режущая пластина и способ ее изготовления | 1981 |
|
SU1028430A1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| ТИСКИ УНИВЕРСАЛЬНЫЕ ДЛЯ ЗАТОЧКИ ИНСТРУМЕНТА | 1999 |
|
RU2159174C1 |
| НОЖ ДЛЯ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА, И СПОСОБ ЗАТОЧКИ НОЖА | 1990 |
|
RU2066629C1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН МОНОКРИСТАЛЛОВ | 2005 |
|
RU2284073C1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
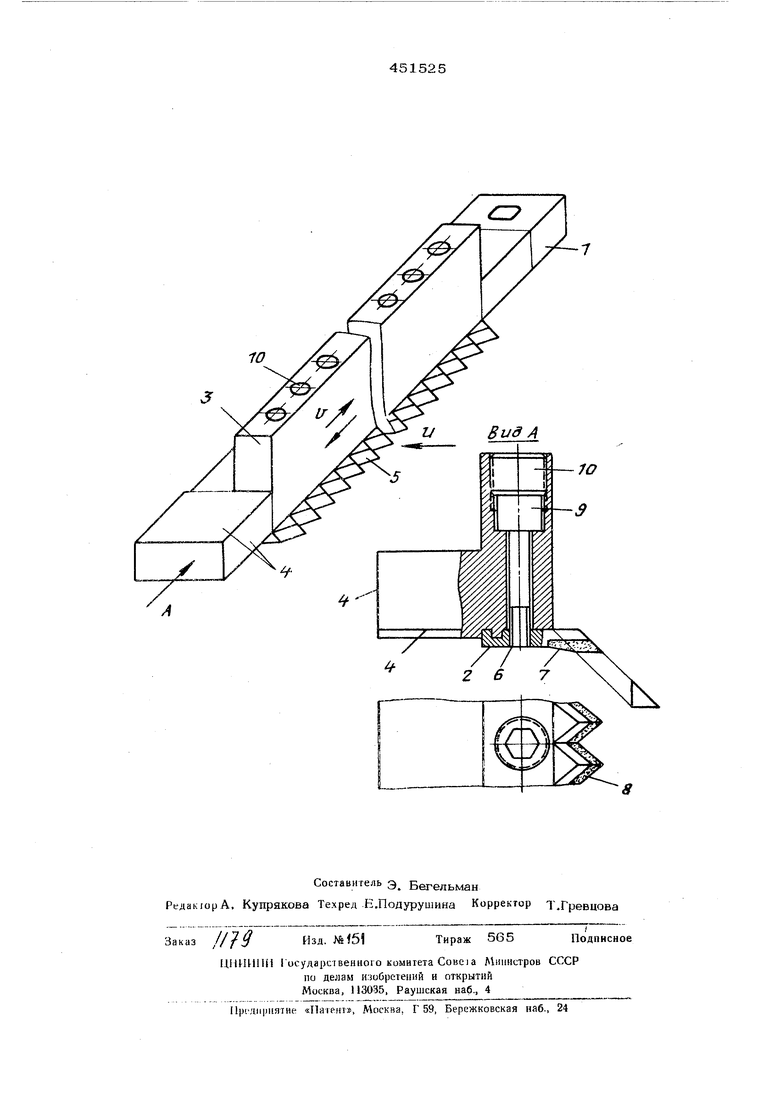
Известный режущий инструмент для обработки древесно-листовых материалов, например, при калибровании плит по толщине, включающий основные, на котором закреплены секции резцов, и привод возвратно- 1юступательного перемещения инструмента, имеет сложную конструкцию и невысокую точноеть обработки плоскостей при калибровании. Uejb изобретения - упрощение конструкции и повышение точности обработки плоскостей плит калибровании. Досмггается это тем, что основание выполнено в виде бруска, нижняя базовая поверхность которого снабжена продольньть сплошным выступом прямоугольного сече ния, а верх1шя его поверхность - ребром жесхкосгги. причем по обоим концам бруска В1гмюл шны направляющие плоскости, а секции резисш зыпoлнeны с продольным пазом (:о11ри:кс-11ным с продольным выступом осно- ванип, Прнчек каждая секция резцов снабжела 1во|;|ДО(;;паавной пластиной, на KOTcjpoE )iK.nuJU(.;Bairbi { оперечные канавки, образуюшие отдельные резцы, продольная крокцш которых вьшолнена со скосом на угол 35- На чертеже изображен режущий инструмент в аксонометрии и два ортогональных вида с поперечны - разрезом. Режущий инструмент для обработки плоскостей древесно-листовых материалов содержит основание в виде стержня 1, продольный высгуп 2, ребро 3 жесткости, направляющие плоскости (поверхности) с износостойкими рубашками 4, секции резцов 5 с продольным пазом по базирующей плоскости, резьбовыми отверстиями бис TBejjдосплавными пластинками 7, на которых рас положены резцы 8, винты 9 и контргайки 10 для крепления секций резцов. Описанный режущий инструмент работа ет следующим образом. Режущий инструмент устанавливают в направляющих подшипниках yCTi-ЮЙства и подключают к приводу возвратно-лк ю гу ательного движения со скоростьл) V вдo;it основания 1. Подача материала со пкори...
ростью осуществляется перпендикулярно к возвратно-лоступателыюму дэижешпо инструмента в плоскости обработки.
При калибровании древесностружечных плит стол устройства устанавливают на заданном расстоянии от параллельных ему задних граней резцов 8, что позволяет 66рабатьшать прверхность плит с получением заданной калиброванной толщины. Инструмент при этом совершает возвратно-поступательное движение с 1500-2000 двойных ходов в минуту.
Для обработки одновременно двух плоокостей плит к калибровочному устройству подключают два режущих инструмента, один из которых обрабатьшает верхнюю, а другой - нижнюю плоскости плит. Для переточки затупившихся резцов отворачивают контргайки 1О, винты 9 и снимают отдельные секции 5, которые шлифуют по задним граням резцоЬ 8 с получением заднего угла резания, равного нулю, и определенной калиброванной толщины секции,: измеряемой между базирующей плоскостью секции и параллельной ей шлифуемой плоскостью задних граней резцов. Калиброванные по толщине секции острых резцов посредством замка выступ - паз устанавливают на базовой плоскости основания и закрепляют винтами 9 и контргайками 10. При нали чии заточного оборудования с большим хо- дом суппррта заточка резцов по задним граням можвт производиться и без,снятия с основания секций резцов. Углы резания к, и заточки резцов устанавливают в зависимости от требуемого качества обработки и физико-химических свойств твердосплавных
пластинок.
Предмет изо б р е т е н и я
Режущий инструмент для обработки фввесно-листовых мат иалов, например, при калибровании плит пб толщине, включающий
основание, на котором закреплены секции резцов, и вривод возвратно-поступательного перемещения инструмента, отличающийся тем, что, с целью упрощения конструкции и повышения точности обр&ботки плоскостей плит при калибровании, основание вьшолнено в виде бруска, нижняя базовая поверхность которогч снабжена продольньп сплошным выступомпрямоугольного сечения, а верхняя его поверхностьребром жесткости, причем по обоим liomiaM бруска выполнены направляющие плоскости, а секции резцов вьшолнены с продольным пазом, сопрягаемым с продольным выступом основания.
