Изобретение относится к промышленности строительных материалов, в частности к изготовлению изДелий из железобетона.
Цель изобретения - автоматизация изготовления предварительно напряженных изделий на одноярусных линиях, повышение надежности и удобства их эксплуатации.
На фиг.1 изображена часть технологической линии; на фиг.2 - пост распалубки с формой и замком; на фиг.З - разрез А - А на фиг.2; на фиг.4 - пост распалубки с гидравлическим манипулятором; на фиг.5 - форма для изготовления железобетонных изделий, вид в плане.
Технологическая линия (фиг.1) для изготовления железобетонных издепий содержит рольганг 1, по которому с помощью приводного устройства 2 перемещаются формы 3, эстакаду 4, пост 5 формования, пост 6 отделки, передаточные средства (кран не показан), камеру термообработки (не показана), цепные толкатели 7, пост распалубки (фиг.1 и 4), состоящий из расположенных над формой 3 гидравлических манипуляторов 8 в виде двуплечих рычагов с приводами 9 и толкателями 10 для продольных 11 и торцовых 12 бортов формы 3, стационарные упоры 13 технологической линии, расположенные вдоль её хода с обеих сторон рольганга 1, пост 14 очистки, пост 15 сборки форм, пост 16 укладки предварительно напряженной.арматуры, предварительное напряжение которой осуществляется на посту, приближенном к конвейеру (не показан).
Стационарные упоры 13 (фиг.2 и 3) технологической линии выполнены в виде полых корпусов с вертикальными стенками 17, верхними выпуклыми поверхностями 18.
Замок формы 3 включает закрепленный посредством шарнира 19 на продольном борту 11 силовой элемент 20 с роликовым упором 21 на одном его конце. Силовой элемент 20 имеет установленный с возможностью регулирования запорный элемент 22, одна из сторон которого выполнена со скосом. Другой запорный элемент 23 жестко закреплен на торцовом борту 12, причем одна из его плоскостей, обращенная к первому запорному элементу 22, выполнена с таким же скосом. На борту 12 формы 3 между запорными элементами 22 и 23 установлен пружинный толкатель 24.
.Технологическая линия для изготовления железобетонных изделий работает следующим образом.
При движении форма 3 с готовым изделием 4 передается краном-пакетировщиком
на пост распалубки (фиг.1 и 3), где при движении по рольгангу 1 роликовый упор 21 силового элемента 20 надвигается на выпуклую поверхность 18 корпуса, при дальней- шем продвижении по которому силовой элемент 20 поворачивается и выводит запорный элемент 22 из зацепления с другим запорным элементом 23, т.е. сила клинового соединения Р1 С
n t$Ja + pj
где Pi - сила, обеспечивающая клиновое соединение;
Q - сила для выбивания клина из гнезда;
а- угол клина;
р- угол трения на опорной поверхности клина, перестает действовать.
Вступает одновременно в работу уси- лие, развиваемое пружинным толкателем, т.е.
Р2
8D3
где Р2 - сила пружины; G - модуль сдвига 8-10-5 кг/см2; D - средний диаметр пружины; d - диаметр проволоки пружины; А - осадка пружины; I - число рабочих витков пружины,
под действием которого силовой элемент 20 поднимается и занимает положение, обеспечивающее полное освобождение запорного элемента 23. При этом сначала открывается первая пара замков, а затем вторая пара по ходу конвейера (фиг.5). Пружинный толкатель 24 удерживает силовой элемент 20 в расфиксированном состоянии, гарантируя его от самопроиз- вольного западения и зацепления запорных элементов 22 и 23 между собой.
При дальнейшем продвижении по конвейерной линии форма 3 поступает под эстакаду (не показана), на которой расположен гидравлический манипулятор & При прохождении формы 3 под манипулятором 8 последний включают. Толкатели 10 манипулятора. 8 упираются во внутренние стороны поверхностей бортов 11 и 12, отки- дывают их, освобождая готовое изделие 4, которое извлекают краном (не показан). Затем на соответствующих постах осуществляют очистку формы 3, сборку форм, укладку предварительно напряженной арматуры, бетона и т.п. по ходу движения известным способом.
Формула изобретения Технологическая линия для изготовления железобетонных изделий, содержащая
посты чистки, формования, отделки, термообработки, распалубки и сборки форм с манипулятором, укладки предварительно напряженной арматуры, стационарные упоры, установленные вдоль линии, формы с шарнирными замками, имеющими подпружиненный толкатель, силовой и запорные элементы, расположенные на продольном и поперечных бортах и контактирующие между собой, приводные устройства для форм, отличающаяся тем, что, с целью автоматизации изготовления предварительно напряженных изделий на одноярус0
ных линиях, повышения надежности и удобства их эксплуатации, силовой элемент каждой формы снабжен роликовым упором, контактирующим с упорами линии и подпружиненным толкателем, расположенным между запорными элементами, контактирующие плоскрсти которых выполнены с одинаковым скосом, при этом манипулятор расположен над формами и выполнен в виде приводных двуплечих рычагов с толкате- лями на свободных концах, контактирующих с внутренней стороной бортов.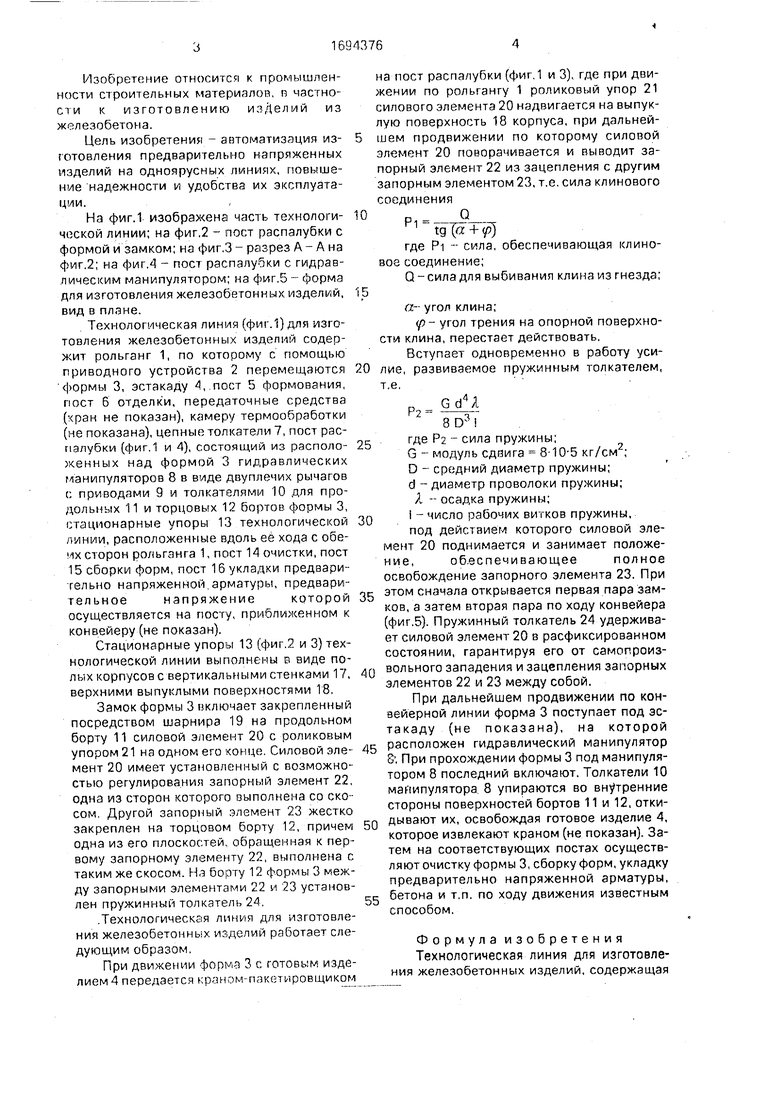
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для распалубки железобетонных изделий | 1980 |
|
SU874359A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Устройство для сборки, разборки и транспортирования форм | 1989 |
|
SU1673452A1 |
| Форма-вагонетка для изготовления СТРОиТЕльНыХ издЕлий | 1979 |
|
SU837872A2 |
| Технологическая линия для изготовления железобетонных изделий | 1983 |
|
SU1164048A1 |
| Форма-вагонетка для изготовления строительных изделий | 1977 |
|
SU680880A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1988 |
|
SU1664566A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для формования железобетонных изделий | 1985 |
|
SU1324850A1 |


Изобретение относится к промышленности строительных материалов, а частности к линиям для изготовления изделий из железобетона. Цель изобретения - автоматизация изготовления предварительно напряженных изделий на одноярусных линиях, повышение надежности и удобства в их эксплуатации. Технологическая линия для изготовления железобетонных изделий включает рольганг 1, по которому с помощью приводного устройства 2 перемещаНаправление дбижениц форм по конвейеру - ются формы 3, и эстакаду 4, пост 5 формования, пост 6 отделки, камеру термообработки, цепные толкатели 7, пост распалубки, состоящий из расположенных над формой 3 гидравлических манипуляторов 8 в виде двуплечих рычагов с приводами и толкателями для продольных и торцовых бортов формы 3, стационарные упоры 13 технологической линии, расположенные вдоль ее хода с обеих сторон рольганга 1, пост 14 очистки, пост 13 обработки форм, пост укладки предварительно напряженной арматуры. Формы имеют замки с закрепленным посредством шарнира 14 на продольном борту силовым элементом с роликовым упором на одном конце. Силовой элемент имеет установленный с возможностью регулирования запорный элемент, одна из сторон которого выполнена со скосом. Другой запорный элемент жестко закреплен на торцовом борту, причем одна из его плоскостей, обращенная к первому запорному элементу, выполнена с таким же скосом. На торцовом борту формы 3 между запорными элементами установлен пружинный толкатель. 5 ил, /5 16 i 5 .А L ttV-AU г/ ЦДтгГТт V-/. Я SE за Щ. ,. II ел с о о Јь W VJ сь Фиг./
А -А Фиг.2
Фие.З
Редактор И. Касарда
Фаг 5
Составитель А. Копкова Техред М.Моргентал.
/
ФигМ
Корректор М. Кучерявая
| Двухярусная конвеерная линия для изготовления железобетонных изделий в формах-вагонетках | 1978 |
|
SU1025514A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
