1
Изобретение относится к технике для обI работки металлов давлением. I Известен инструмент для гидростатического прессования заготовок, содержащий контейнер и последовательно установленные со стороны выходного торца его по оси две матрицы. Однако такой инструмент не обеспечивает получе1шя достаточно качествен Ш1Х изделий.
Предлагаемый инструмент для гидростати ч€ско1о прессования заготовок с целью повышения качества изделий за счет увеличения деформирования снабжен соколом, соединяющим пояски матриц и имеюигим длину, превышающую длину заготовки.
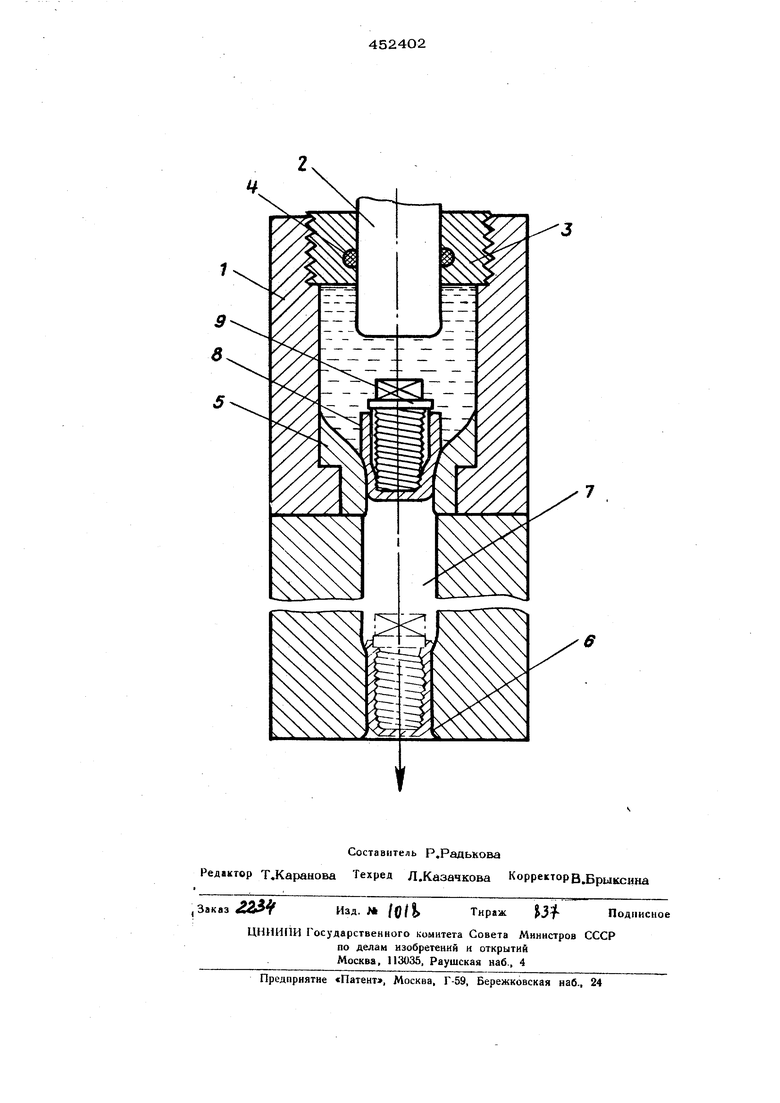
На чертеже схематически изображен описываемый инструмент.
Инструмент содержит контейнер 1, пресс. штемпель 2, пресс-шайбу 3 с уплотнитедьными, например фторопластовыми.кольцами 4, матрицы 5 и 6. Ствол 7 соединяет пояски матриц. Полая заготовка 8 имеет резьбовую оправку 9.
I Работа инструмента при црессовании изделий с внутренней резьбой осуществляется следующим образом.
В полую заготовку 8, предварительно изготовленную, например, штамповкой-вытяжкой из листовой заготовки, помещают резьбовую оправку 9 и устанавливают ее в контейнер 1, расположенный на прессе. Затем полость контейнера заполняют жидкой средой и вводят пресс-шайбу 3, снабженную уплотнительными, например B-ixjpoпластовыми кольцами 4, и начинается рабочий ход пресс-штемпеля . Жидкость в полости контейнера сжимается, и давление повышается до величины, необходимой для осуществления предварительнох о гидростатического прессования. Заготовка, выходя через очко матрицы 5 под давлением жидкой среды, попадает в канал ствола 7, длина которого больше длины заготовки, а диаметр его несколько больше,чем очко матрицы 5. Лишившись на своем пути сопротивления матрицыJзаготовка разгоняет1ся под действием расширяющейся жидкой
среды до вЕлсокой скорости приобретая при этом дополнительную кинетическую энергию. Затем она попадает в зону калибрующего пояска матрицы 6, в котором кинетическая энергия гасится воздействием на
заготовку боковых усилий контейнера и при этом производится формообразование
внутреннего резьбового профиля при высоких скоростях деформирования металла.
Предмет изобретения Инструмент для гидростатического прессования заготовок, содержащий контейнер, последовательно установленные со стороны выходного торца его по оси две матрицы, отличающи йен тем, что, с целью ;получения качественных изделий за счет I увеличения скорости деформирования, он ; I снабжен стволом, соединяющим пояски матриц и имеющим длину, превышающую длину заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| Устройство для многоканального прессования полых заготовок | 1988 |
|
SU1636082A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2228810C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Способ прессования труб | 1979 |
|
SU845930A1 |
| Устройство для экструдирования заготовок | 1976 |
|
SU632426A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ | 2012 |
|
RU2486980C1 |