1
Изобретение относится к области обработки металлов давлением.
Известно устройство для подачи смазки в зону деформирования, содержащее рабочую емкость со смазкой, соединенную через канал, выполненный в пуансоне, с рабочей зоной. Такое устройство не обеспечивает предварительного сжатия смазки и ее дозированной подачи.
Предлагаемое устройство в целях устранения указанных недостатков снабжено дополнительной емкостью со смазкой, а также установленным параллельно пуансону и размещенным в дополнительной емкости плунжером, приводимым в движение матрицей, закрепленной на столе пресса, при этом упомянутые емкости соединены между собой каналом.
На чертеже схематично изображено описываемое устройство.
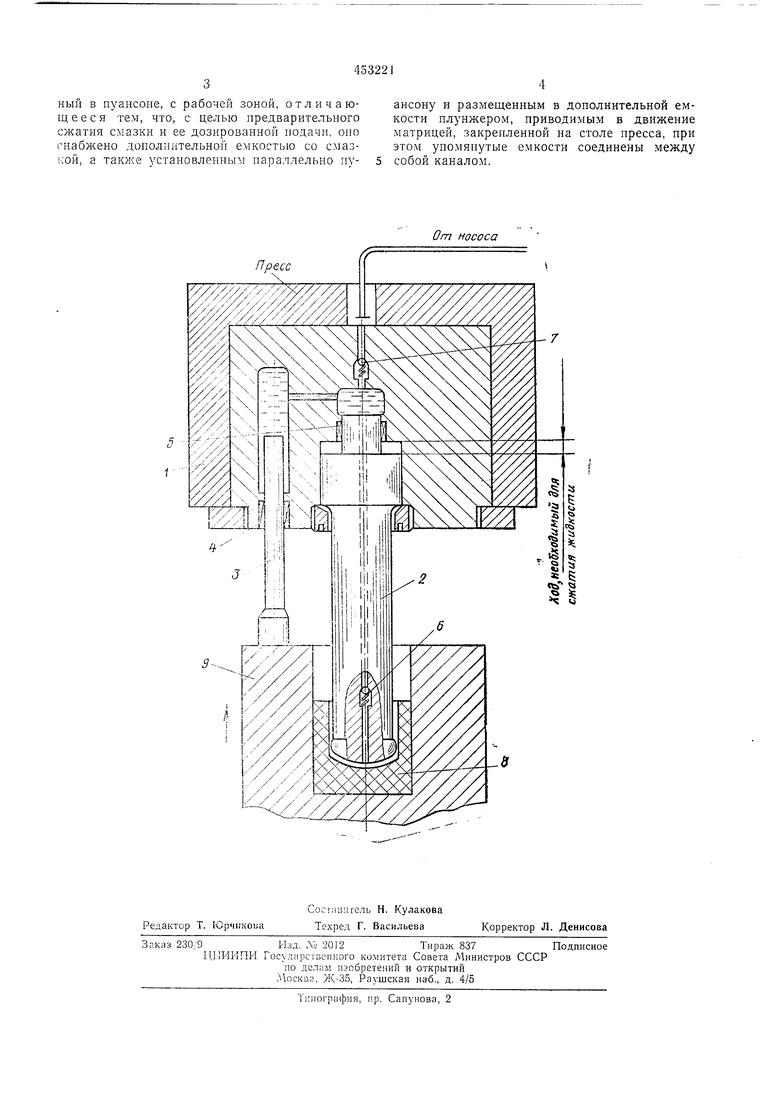
Корпус 1 устройства закреплен в верхней части пресса. В корпусе размещены пуансон 2 с центральным отверстием для подачи гидросмазки и дополнительный плунжер 3. Плунжер и пуансон снабжены уплотнениями 4 и 5. В концевой части пуансона имеется поддерживающий клапан 6, предотвращающий самопроизвольное вытекание жидкости из камеры. Объем жидкости в камере восполняется после каждого хода пресса через обратный клапан 7 от насоса, который включается при обратном ходе пресса.
2
Работает устройство следующим образом. По окончании хода приблил ения пуансон 2 упирается в заготовку 8 и несколько ее деформирует. Одновременно с этим верхняя плоскость матрицы 9 упирается в торец плунжера 3.
При дальнейшем ходе осуществляется сжатие жидкости до давления, несколько превышающего удельное давление на пуансоне, так
как диаметр деформирующей части пуансона больше его диаметра, которым сжимается жидкость. Буртом пуансон садится на торец корпуса 1 и его дальнейшее движение прекращается. Вытеснение гидросмазки по каналу в
пуансоне в зоне деформирования в дальнейшем обеспечивается только перемещением плунжера. Гидросмазка, поступая в зону деформирования, обеспечивает слой смазки между пуансоном и деформируемым металлом.
При этом перемещением плунн ера обеспечивается подача строго определенного количества жидкости на каждую единицу рабочего хода преса. По окончании рабочего и обратного ходов производят закачку жидкости в рабочую
камеру корпуса.
Предмет изобретения
Устройство для подачи смазки в зону деформирования, содержащее рабочую емкость со смазкой, соединенную через канал, выполнен
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1974 |
|
SU535130A1 |
| В. И. Гусинскийи К. В. НейманЭкспериментальный научно-исследовательский институт кузнечно-прессового машиностроения | 1971 |
|
SU313596A1 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578880C1 |
| Вырубной штамп | 1973 |
|
SU489561A2 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| Устройство для пластического деформирования стальных заготовок | 1986 |
|
SU1388172A1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ МУЛЬТИПЛИКАТОРК ПРЕССУ | 1971 |
|
SU292726A1 |
| Устройство для волочения проволоки с гидродинамической подачей смазки | 1979 |
|
SU904823A1 |
