1
Изобретение относится к области станкостроения и может быть при.менено в зубопротяжных стаи1р ах для «зготавления иапильников.
Известен способ Парезания зубьев «астильни«О1в торцевой фрезой с зубьями, расположенными :на :несколь1ки.х концентрических окружностях, с Прерывистой подачей заготовки. Недостаток его заключается в том, что зубья налильника получаются невысокой точности, с недостаточной чистотой 1по;верх1ности режуи 1,их граней.
Цель -изобретешия - повысить точ:ность формы режущих кромок зубьев налильника.
Для этого по предлагаемому способу нарезание основных и вспомогательных рядов зубьев осуществляют последовательно, при двух различных положениях оси заготовки относительно центра вращения инструмента, выполненного в виде «ругозой ор-отяжки с торцевыми режущими гребе 1каМ«, которые смещены друг относительно друга в радиальном направлении на величину, кратную лоловине шага их зубьев. При этом шаг зубьев режущих гребеиок может быть равным удвоенному шагу рядов зубьев «апилыника.
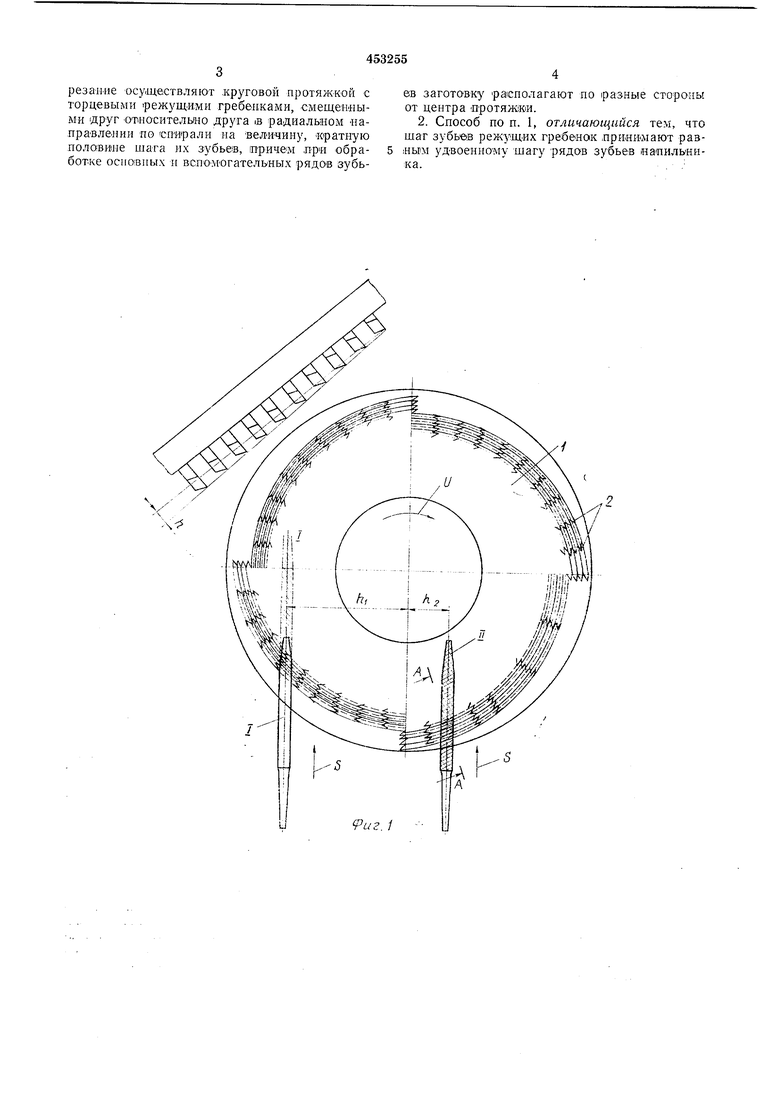
На фит. 1 показано взаимное положение инструмента и заготовки; на фиг. 2 - сечение по А - А на фиг. 1.
Инструмент, торцевая круговая протяжка, 1
снабжена рядами гребенок 2, смещенными в раДиальнол направлении друг относительно друга на величину ta шага рядов зубьев напильника. При этом щаг зубьев гребенки /I-P прини.мают равным 2Ь, а со1седние гребен ки в каждом заходе смещают по высоте на величину подачи Аз на зуб.
Вспомогательные ряды зубьев напильника нарезают в положении I заготовки, сообщая
протяжке / равномер:ное вращение V, а заготовке - равномерную прямолинейную подачу S.
По окончании протягиваиия всех всломогательных рядов зубьев заготоаку перемещают в
положение II и аналогичным образом осуществляют протягивание основных рядов зубьев. Растояние hi и hz от оси заготовки до центра протяж/юи выбирают из условия получения требуемых угло1В наклона вопамогательных и
основных рядов зубьев напильника и его продольной оси.
Предмет изобретения
1. Способ нарезания зубьев на плоской поверхности напильников и надфилей инструментом, вращение которого кинематически связано с непрерывной осевой иодачей заготовки, отличающийся тем, что, с целью повышения точности формы режущих кромок зубьев, на3резан-ие осуществляют .круговой протяжкой с торцевыми режущими гребенками, смещениыми яруг-относителыно друга iB радиальном «аправлении поспирали на величину, «ратную полави1ие UJara их зубьев, причем лри обра-5 ботке основных и вснОМОгательНых рядов зубь4ев заготовку располагают по ipasHbie стороны от центра Протяж1К1И. 2. Способ поп. 1, отличающийся тем, что шаг зубьев режущ-их гребенок приджмают равльгм удвоен}10му шагу рядов зубьев иапильйика. . .
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВАЯ ФРЕЗА | 1965 |
|
SU170262A1 |
| Способ нарезания резьбы и винторезная головка для его осуществления | 1982 |
|
SU1057212A1 |
| Станок для насекания напильников | 1984 |
|
SU1237332A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБ ТРУБНЫХ МУФТ | 2001 |
|
RU2214320C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НАПИЛЬНИКА | 1972 |
|
SU453254A1 |
| Способ обработки зубчатых колес | 1989 |
|
SU1764872A1 |
| Зубчатые передачи с арочным зацеплением и способ изготовления зубчатого колеса с внутренними зубьями арочной формы | 2017 |
|
RU2700221C2 |
| Способ обработки зубьев шестерен обкаткой путем фрезерования, долбления, протягивания и т.п. | 1959 |
|
SU129461A1 |
| Способ нарезания зубьев на сферической поверхности борнапильника | 1976 |
|
SU554962A1 |
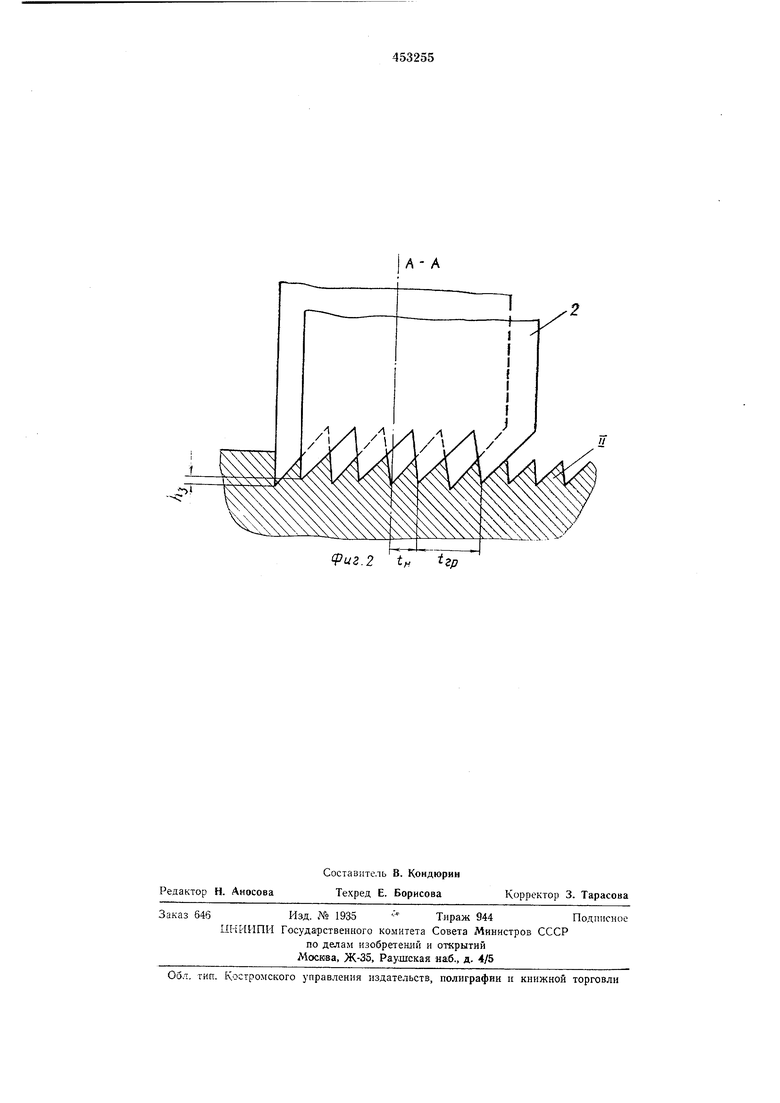
иг.2 in гр
А- А
