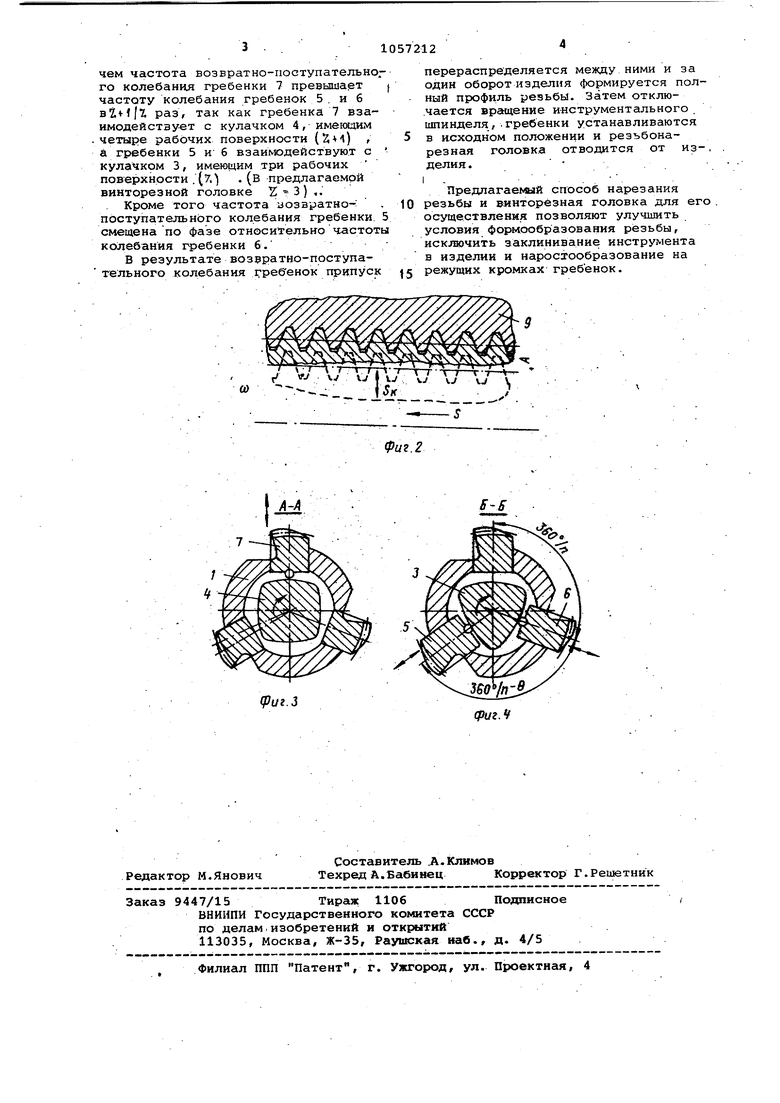
Изобретение относится к машиностроению и может быть использовано при нарезании резьбы .на токарных, сверлильных и резьбофреэерных станках.. Известел способ нарезания резьбы винторезными головками. Нарезание резьбы осуществляется на токарн винторезных или сверлильных станках ,при помощи головок с призматическими гребенками, например, типа РНГВ, Головке сообщают рабочую подачу, ра ную шагу нарезаемой резьбы, и во вр щающейся заготовке нарезают резьбу. По дос ижении необходимой ;;лины обработки гребенки автоматически сходятся радиально к центру и головку выводят из нарезаемого отверстия fj Однако способ обладает низкой пу изводительностью, получаемая резьба низкого качества вследсггяе подрезания и задиров на профиле резьбы. Известен способ нарезания резьбы, заключающийся в том, что при рабочем ходе винторезной головки гр бенкам одновременно сообщают равномерное радиальное перемеще.ние до получения полного профиля резьбы, пдсле чего гребенки отводят в исход ное положение 2 , Недоста.тками данного способа нарезания резьбы являются неблагоприятные условия формообразования, вызванные значительной поверхностью контакта гребенок с обрабатывае мой деталью, особенно в. момент полн го-врезания гребенок, когда резко возрастают силы резания и возможно заклинивание инструмента в детали, а также низкое качество получаемой резьбы, так как. при отводе гребенок в исходное положение после рабочего хода на обрабатываемой поверхности остаются корни стружек. Наиболее близкой к предлагаемой является протяжная головка, содержащая корпу.с с равномерно расположенными режущими сегментами, кулак и вал Сз Цель изобретения - повышение про изводительности путем перераспределения припуска между гребенками, Поставленная цель достигается согласно способу нарезания резьбы винторезным инструментом с подвижными в радиальном направлении гребенками, по которому изделию, распо ложенному соосно с инструментом, со общают вращение и перемещение на шаг резьбы за один оборот, а гребен кам сообщают радиальное возвратнопоступательное колебание с амплитудой, равной разности между величина ми средни диаметров нарезаемой рез бы и винторезного инструмента в исходном положении гребенок.. причем частоты возвратно-поступательных ко лебаний гребенок смещены по фазе от носительно одна другой, ачастоты возвратно-поступательного движения одной из гребенок больше,, чем у остальных, в Z + 1/2 -раз,где .2 - любое целое число, больше или равное трем. . Предлагаемый способ нарезания резьбы осуществляется винторезной головкой, содержащей -корпус с равномерно расположенными в нем гребенками и приводным валом с кулачком, в которой на вал -установлен .с возможностью взаимодействия с одной гребенкой дополнительный кулачок, имеющий на одну рабочую.поверхность больше, чем у основного, а основной, . кулачок взаимодействует с остальными гребенками, из которых смещена в -угловом направлении в корпусе. На фиг.1 показана конструкция. винторезной головки; на фиг.2 - профиль резьбы детали и гребенки в процессе резьбонарезания-; на фиг. 3-сечение Л-А ,на фиг.1, на фиг.4 - сечение -Б-Б на фиг.1. . Зинторезная головка состоит из корпуса 1, которотл на подшипниках установлен вал с XBOCTOBIJKOM 2, на одном конце которого расположены кулачки 3 и 4. Кулачок 3 с тремя рабочимк поверхностями взаимодействует с гребенками 5 и 6.(з рассматриваемой конструкции винторезной головки три гребенки ). ; . . Кулачок 4 взаимодействует .с гребенкой 7. Дружины 3 обеспечивают постоянный контакт гребенок 5, 6 и 7 с кулачками 3 и, . Гребенка 5 смещена от гребенки .6 в сечении,перпендикулярном оси винторезной головки на угол в , где и - число гребенок в головке, б - угол, равный 10-20 Предлагаемый способ осуществляется с помощью предлагаемой винторезной г®ловки следуюьщм образом. Изделие 9 устанавливают в патрон станка, а вал с хвостовиком 2 винторезной головки - в инструментальный шпиндель, причем корпус 1 винторез- , ной головки фиксируют неподвижно. Гребенки находятся в отведенном состоянии. В отверстие изделия, вводят резьбонарезную головку, затем сообщают вращение .Ы изделию и перемещение (S) в осевом направлении на шаг резьбы за один оборот. Одновременно с этим от инструментального шпинделя станка сообщают вращение валу 2 и кулачкам 3 и 4, в результате чего гребенки 5,6 н 7 получают возвратно-поступательное колебание в радиальном направлении с амплитудой- А , равной разности величин средних диаметров нарезаемой резьбы и инструмента в исходном положении гребенок. Причем частота возвратно-поступательног го колебания гребенки 7 превышает частоту колебания гребенок 5 . и 6 Bi+lfZ раз, так как гребенка 7 взаимодействует с кулачком 4, имекидим четыре рабочих поверхности (2-vl) , а гребенки 5 и 6 в.закЬЮпе&ствуют с кулачком 3, имеющим три рабочих поверхности .(7.) . (в предлагаемой винторезной головке 2 3) ,.
Кроме того частота возвратно-: , поступательного колебания гребенки. 5 смещена по фазе относительно частоты колебания гребенки 6.
В результате возвратно-поступательного колебания грребенок припуск
перераспределяется между ними и за один оборот изделия формируется полный профиль резьбы. Затем отклю.чается вргнцение инструментального . шпинделя,.гребенки устанавливаются в исходном положении и резьбонарезная головка отводится от из-, делия. I , ...
Предлагаемый способ нарезания резьбы и винторезная головка для его осуществления позволяют улучшить условия формообразования резьбы, исключить заклинивание инструмента в изделии и наростообразование на режущих кромках гребенок.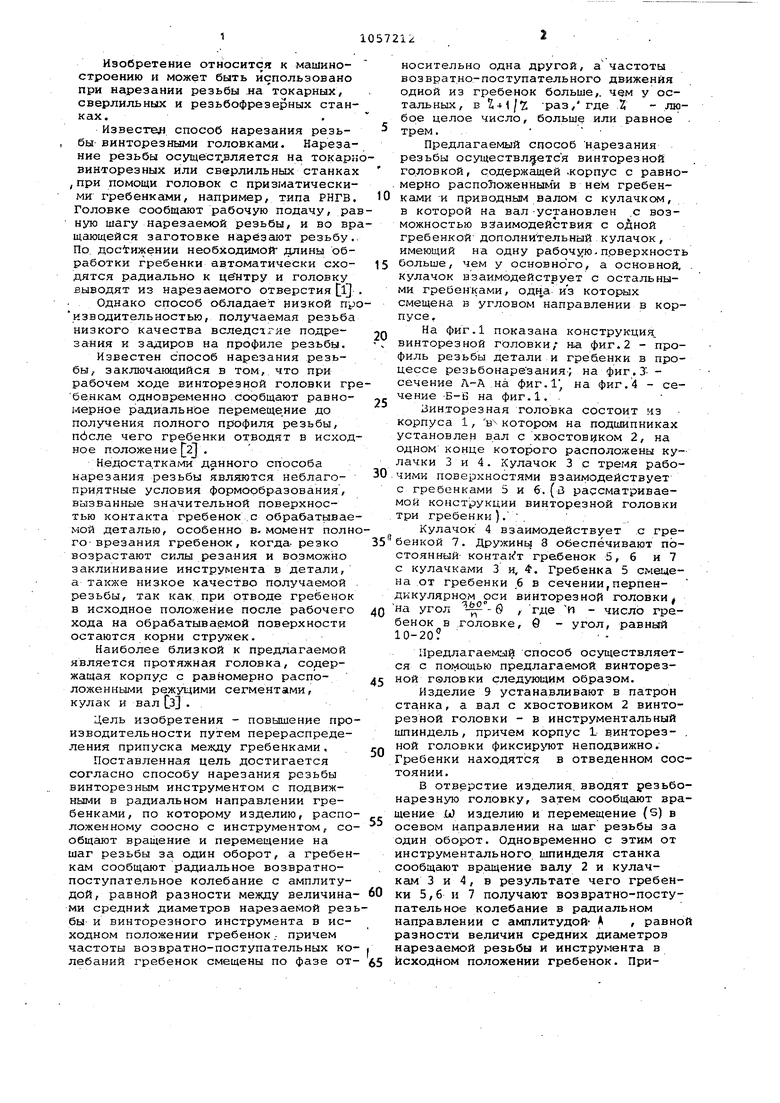
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезной автомат | 1972 |
|
SU593649A3 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Устройство для нарезания внутренних резьб | 1976 |
|
SU651910A1 |
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА | 1991 |
|
RU2030260C1 |
| РЕЗЬБОНАРЕЗНОЙ СТАНОК | 1993 |
|
RU2068330C1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Способ кинематического дробления стружки | 1968 |
|
SU436709A1 |
| Комбинированная резьбоформирующая головка | 1975 |
|
SU514669A1 |
| МНОГОШПИНДЕЛЬНАЯ РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА | 1967 |
|
SU205496A1 |
1. Способ нарезания резьбы винторезным инструментом с подвижными в радиальном направлении гребенками по которому изделию, расположенному соосно с инструментом, сообщают вращение и перемещение на, шаг резьбы один оборот, отличающийся тем, что, с целью повышения производительности путем перераспределения припуска между гребенкамш, последним сообщают радиальное возвратно-поступательное колебание с a mлитудой, равной разности между величинами средних диаметров нарезаемой резьбы и винторезного инструмента в исходном положении гребенок, причем частоты возвратно-поступательных колебаний гребенок смещают по фазе относительно одна другой, a частоты возвратно-поступательного колебания одной из гребенок больше, чем у остальных, в /Z раз, где Е - любое целое число, большее или равI ное 3.2. Винторезная головка,содержащая корпус с равномерно расположенными Ф в нем гребенками и приводным валом с кулачксм, о т л и ч a ю щ a я с я тем, что на вал установлен с возможностью взаимодействия с одной гребенкой дополнительный кулачок, имеющий на одну рабочую поверхность больше, чем у основного, a основной кулачок взаимодействует с остальными гребенками, одна из которых смещена в угловом направлении а корпусе. i
(риг.З
Е-Б
(риг.Ч
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фрумин Ю.Л | |||
| Высокопроизводительный резьбообразующий инструмент | |||
| М.,- Машиностроение, 1977, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
