Известно устройство для обработки деталей из пластмасс, содержапдее смонтированные на станине нанравляющие элементы для нодачл деталей в зону обработки и абразивный инструмент, вынолненный из двух ноднружиненны.х дисков, подвижно установленных с помощью оиравок На общем валу.
В известном устройстве направляющие элементы выполнены в виде плоскости стола, по которой детали подаются в зону обработки. Известное устройство не позволяет производить качественную отрезку литников у деталей, так как невозможно заранее настроить обрабатывающий инструмент на отрезку литников на определенную величину по отношению к базовой поверхности детали.
Цель предлагаемого изобретения - обеспечение качественной отрезки литников.
Для этого в предлагаемом устройстве направляюпше элементы выполнены в виде установленпых в плоскости дисков пластпп. соединенных поводками с оправками дисков и снабженных паправляющими пазами.
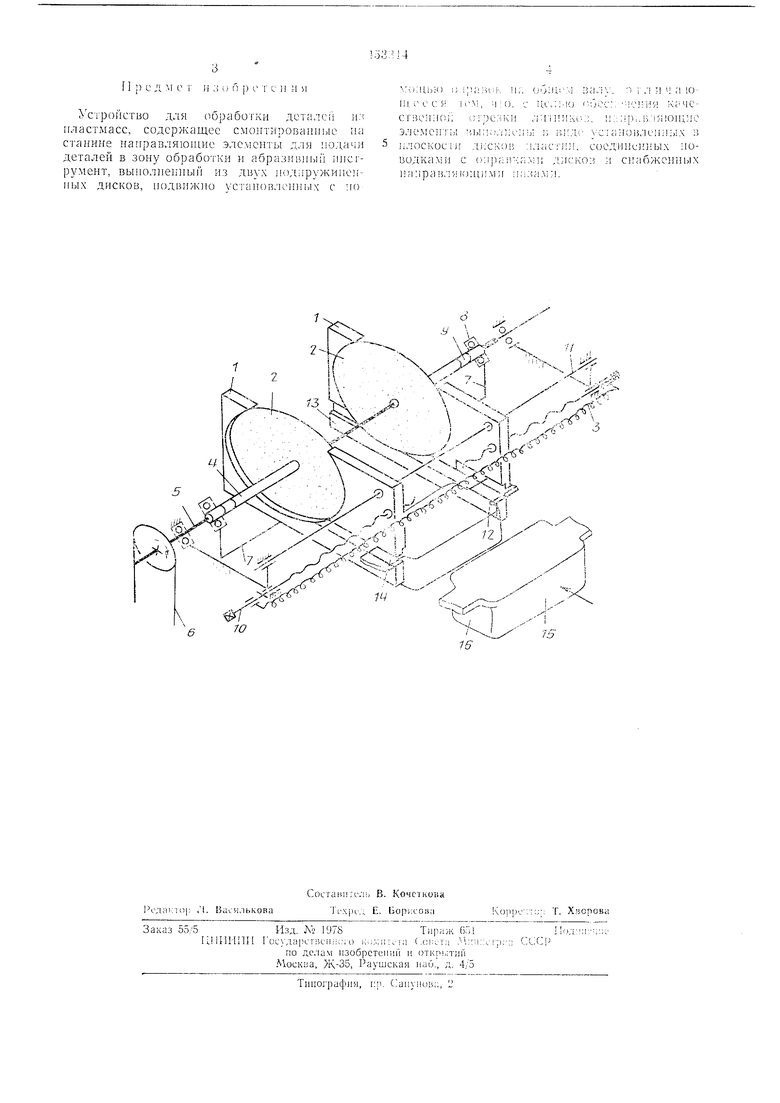
На чертеже дано предлагаемое устройство, общий вид.
Устройство содержит смонтированные на станине (на чертеже не показана) направляющие пластины 1. установленные в плоскости абразивных дисков 2, подпружиненных один к другому пружиной 3 и установленных
с помощью оправок 4 по скользящей шпонке на общем валу 5. вращение которого обеспечивается приводом 6. Между направляющими пластинами 1 и дисками 2 существует жесткая связь иосредством новодка 7, соединяющего пластины 1 с оправками 4 дисков 2, смонтироваппыми в подшипниках 8. Расположение диска по отношению к паправляющсй пластине регулируется с помонцло регулировочных колеп 9. Грубая )1астройка на размер обрабатываемой детали между дисками, а следовательно, и пластипами осуществляется винтами-упорами 10. Пластины 2 удерживаются от вращения скалкой 11. Пластииы имеют заборные плоскости 12, опорные плоскости 13 и снабжены направляющими пазами 14, в которых проходят литники изделий.
Устройство работает следующим образом.
Обрабатываемая деталь 15 подается к устройству и своими поверхпостями 1G упирается в заборные плоскости 12 пластин 1, литпики заходят в направляющие пазы 14. При дальнейп1ем перемещении детали по опорным плоскостям 13 пластины с дисками раздвигаются на определепп ю величину, литники отрезаются вращающимися дисками 2, I; изделие выходит из ycTpoiicrBa. После этого диски с направляющими пластипами под действием пружины 3 возвращаются в 15сходиое положение.
Устройство для обработки деталсГ и:. пластмасс, содержащее смонтнровапшле на станине направляющие элементы для подачи деталей в зону обработки и абраз.пвиыи ллсгрумент, выполненный из двух нод фужпне пых дисков, нодвпжно установленных с по
.1: ;;л;к;:ы г ni:;ic С апоилепиы;; в плоское 11 Джеков :1ласт ;}1, еоедпношых поводками с (Kijiai --:;;: ; ; д. и снабженных направля о;нимп ппзамп.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механической обработки деталей из пластмасс | 1981 |
|
SU939239A1 |
| Автомат для изготовления изделий из проволоки | 1986 |
|
SU1389917A2 |
| Устройство для обрезки литников у пластмассовых деталей | 1980 |
|
SU952634A1 |
| Устройство для отрезки центральныхлиТНиКОВ плАСТМАССОВыХ дЕТАлЕй | 1979 |
|
SU793782A1 |
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |
| Автомат для изготовления изделий из проволоки | 1983 |
|
SU1266621A1 |
| Устройство для отрезки центральных литников пластмассовых деталей | 1986 |
|
SU1353620A2 |
| Способ резки П-образных профилей и штамп для его осуществления | 1988 |
|
SU1766633A1 |
| Устройство для зачистки | 1990 |
|
SU1766691A1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2043905C1 |