Изобретение относится к области неразрушающих методов контроля качества изделий.
Известен способ ультразвукового контроля качества соединения слоев биметалла, заключающийся в том, что изделие с биметаллически.м соединением помещают в воду, прозвучивают его ультразвуковыми колебаниями и регистрируют посредством приемника ультразвуковых колебаний (УЗК) амплитуду прошедших через соединение ультразвуковых колебаний.
Однако известный метод не обеспечивает возможности контроля прочности биметаллического соединения изделий.
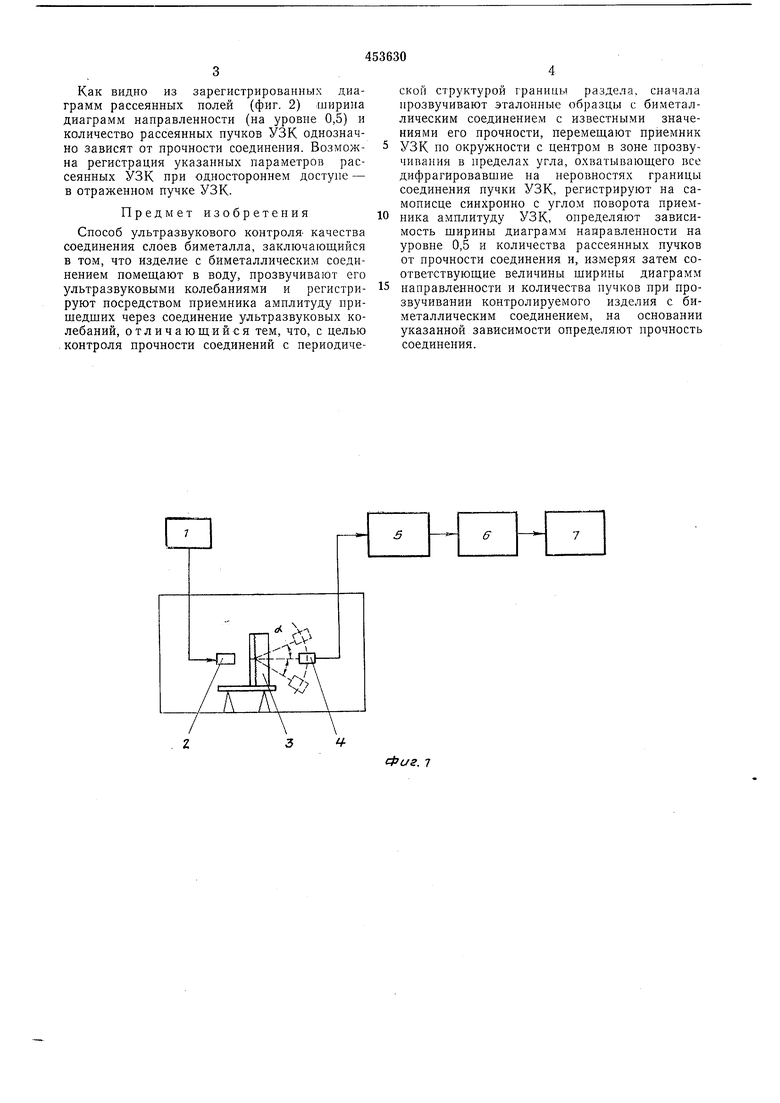
Предлагаемый способ отличается от известного тем, что сначала прозвучивают эталонные образцы с биметаллическим соедипением с известными значениями его прочности, перемещают приемник УЗК по окружности с центром в зоне прозвучивания в пределах угла, охватывающего все дифрагировавшие на неровностях границы соединения пучки УЗК, синхронно с углом поворота регистрируют на самописце приемника амплитуду УЗК, определяют зависимость ширины диаграмм направленности на уровне 0,5 и количества рассеянных пучков от прочности соединения и, измеряя затем соответствующие величины ширины диаграмм направленности и количества пучков при прозвучиванип контролируемого изделия с биметаллическим соединением, на основании указанной зависимости определяют прочность соединения. На фиг. 1 показана схема осуществления
предлагаемого способа, где 1 - генератор электрических колебаний; 2 - ультразвуковой измеритель; 3 - контролируемое изделие с биметаллическим соединением; 4 - приемник УЗК; 5 - усилитель; 6 - преобразователь
сигнала в постоянное напряжение; 7 - самописец.
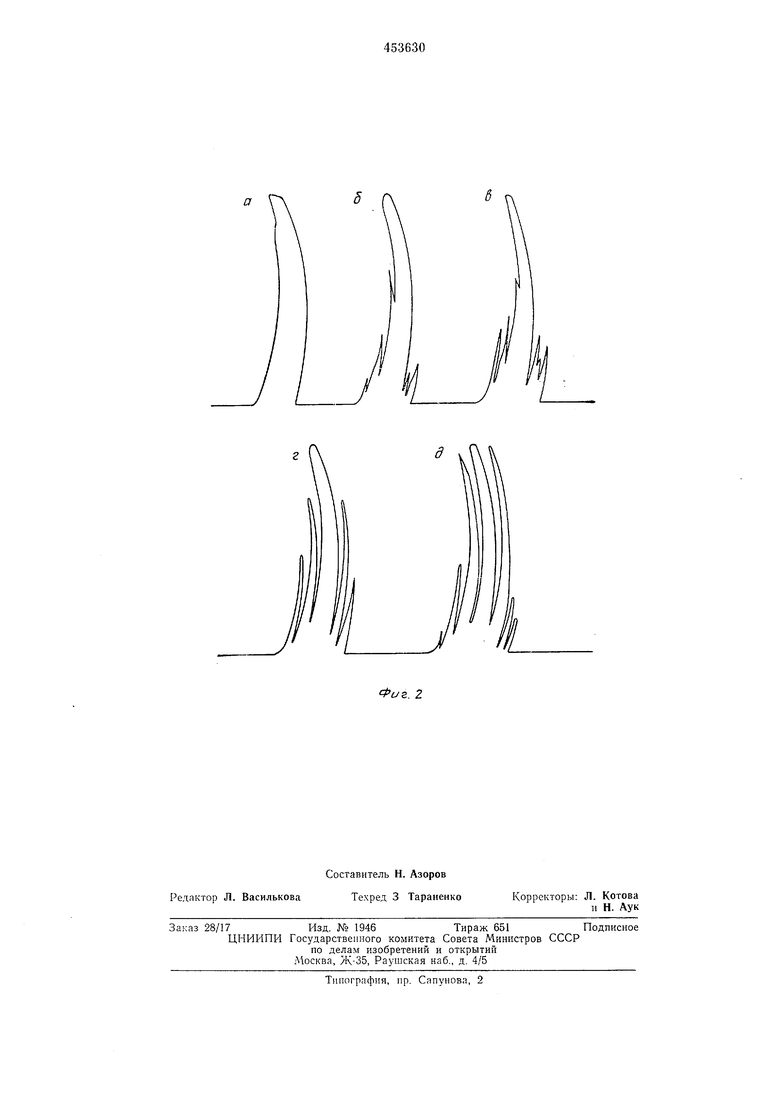
На фиг. 2 - зарегистрированные на самописце диаграммы рассеянных полей на эталонных образцах, где а - однородного стального образца, б - биметалла, прочность сцепленпя ,3 кг/мм, в-то же, а 9,7 кг/мм ; г - то же, ,8 кг/мм ; d - то же, а 5,2 кг/мм2.
Способ осуществляют следующим образом. Электрические колебания от генератора 1 подаются на ультразвуковой измеритель 2, но.мещенный в иммерсионную ванну. Ультразвуковые колебания, возбуждаемые измерителем 2, проходят через контролируемое изделие 3 с биметаллическим соединением. Приемник УЗК 4 перемещается электромотором по окружности в пределах угла а. Принятый сигнал-амплитуда УЗК усиливается, преобразуется и фиксируется на самописце 7.
Как видно из зарегистрированных диаграмм рассеянных полей (фиг. 2) ширина диаграмм направленности (на уровне 0,5) и количество рассеянных пучков УЗК однозначно зависят от прочности соединения. Возможна регистрация указанных параметров рассеянных УЗК при одностороннем доступе - в отраженном пучке УЗК.
Предмет изобретения
Способ ультразвукового контроля- качества соединения слоев биметалла, заключающийся в том, что изделие с биметаллическим соединением помещают в воду, прозвучивают его ультразвуковыми колебаниями и регистрируют посредством приемника амплитуду пришедших через соединение ультразвуковых колебаний, отличающийся тем, что, с целью контроля прочности соединений с периодической структурой границы раздела, сначала прозвучивают эталонные образцы с биметаллическим соединением с известными значениями его прочности, перемещают приемник УЗК но окружности с центром в зоне прозвучивания в пределах угла, охватывающего все дифрагировавшие на неровностях границы соединения пучки УЗК, регистрируют на самописце синхронно с углом поворота приемника амплитуду УЗК, определяют зависимость ширины диаграмм направленности на уровне 0,5 и количества рассеянных пучков от прочности соединения и, измеряя затем соответствующие величины ширины диаграмм направленности и количества пучков при прозвучивании контролируемого изделия с биметаллическим соединением, на основании указанной зависимости определяют прочность соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА БИМЕТАЛЛИЧЕСК СОЕДИНЕНИЙfixt}ti ^••^Cf^f'^t '•"'"^ "'ft II л «•*iCi *.^ сС'О г^ сЧ Г'! А п | 1973 |
|
SU375547A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2187102C2 |
| Способ промышленной ультразвуковой диагностики вертикально ориентированных дефектов призматической металлопродукции и устройство для его осуществления | 2015 |
|
RU2651431C1 |
| Ультразвуковой способ контроля недиспергирующих сред | 1989 |
|
SU1781596A1 |
| Ультразвуковой способ контроля неоднородностей в изделиях | 1982 |
|
SU1037200A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ "СПРУТ" | 1989 |
|
RU2009479C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕЖИМА ТЕЧЕНИЯ МНОГОФАЗНОГО ПОТОКА В ТРУБОПРОВОДЕ | 2006 |
|
RU2311633C1 |
| СПОСОБ КОНТРОЛЯ ТОЛСТОЛИСТОВОГО ПРОКАТА ЭХО-СКВОЗНЫМ МЕТОДОМ | 1991 |
|
RU2024015C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ТОЛСТОЛИСТОВОГО ПРОКАТА | 1991 |
|
RU2009451C1 |
| Способ определения конфигурации дефекта в изделии | 1987 |
|
SU1516958A1 |
Ь
-W
v
7Г
Фиг. 7
а
Фиг. 2
