1
Изобретение относится к области формования изделтуй из армированных пластмасс.
Известный способ формования изделий из волокнистых термореактивных композицийполуфабрикатов, состоящих из однонаправленных волокон, пропитанных термореактивным связуюяшм, литьем под давлением, затрудняет точную цозиррвку, в особенности при изготовлении мелких изделий.
Для повышения точности дозирования по предлагаемому способу в качестве полуфабриката используют непрерывную ленту постоянного сечения, которую подают в питьевой цилирщр, при этом величину впрь скиваемой дозы полуфабриката регулируют скорость и временем подачи ленты, а затем отрезают дозу от последней литьевым плукн ером.
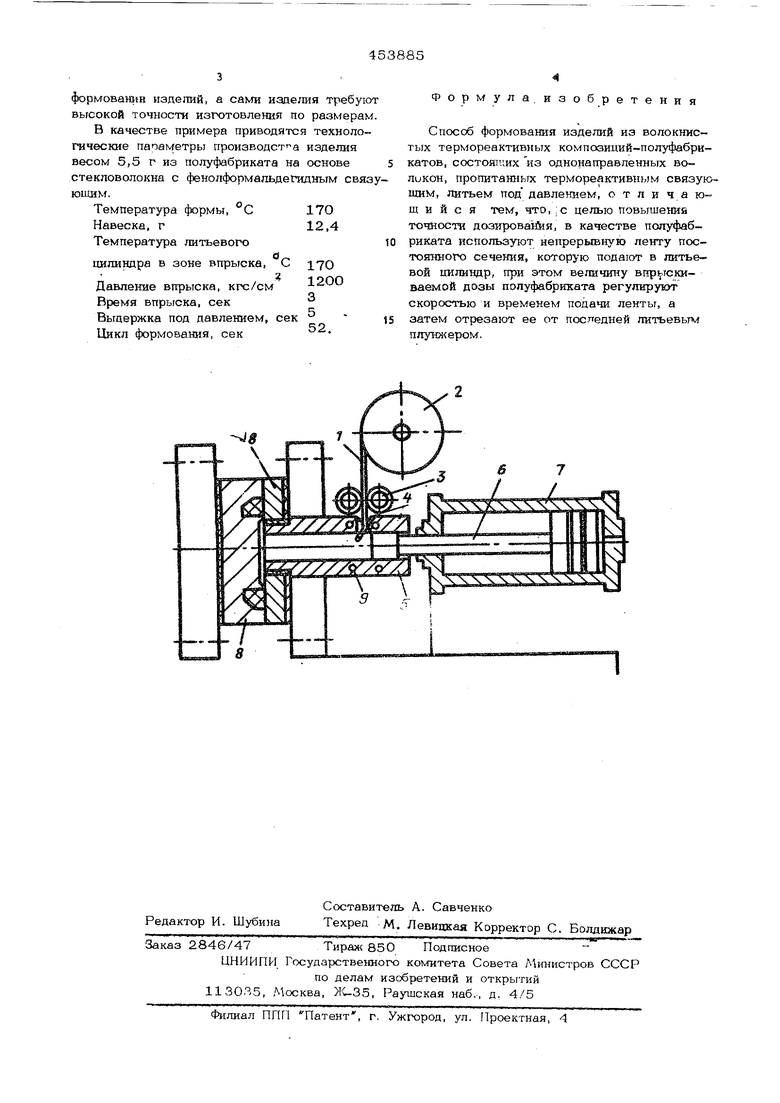
На чертеже показано устройство, реализующее предлагаемый способ.
Процесс изготовле1шя изделий включает в себя следующие операции.
Полуфабрикат в виде непрерьгеной ленты 1 с кассеты 2 забирается тяну1:шми роликами 3, которь;е распо.ожень; непосредственно
вблизи загрузочного окна 4 литьевого цилиндра 5.
Тянущие ролики подают ленту в литьевой цилиндр через загрузочное окно с заданной скоростью в течение необходимого времени, чем регулируется доза полуфабриката по весу для одного цикла формования изделий. После набора дозы вращение роликов прекращается и плунжер 6 привода 7 перемещается к узлу формовашгя 8, отрезая набранную дозу полуфабриката от непрерь вной ленты. через лl тникoв o систему пиоисходит впрыск полуфабриката в форму, выдержка под да1шением, затем плунжер отхойи в исходное положение и, пока продолжается выдержка изделия в форме, открьгоа1гае и закрывание формы, набирается доза полуфабриката для очередного цикла формования.
Для предотвраще1шя прилипания ленты к стенкам загрузочного окна цилиндр в зоне загрузочного окна охлаждают жидкостью, циркугпфующей по каналам 9.
Предлагаемый способ особенно эффективен при весе одной отливки до 12 г, когда полуфабрикат прогревается очень при фор1 ован1ш изделий, а сами изделия требу высокой точности изготовления по размера В качестве примера приводятгся техноло гические nanaivfeTpbi производст а изделия весом 5,5 г из полуфабриката на основе стекловолокна с фенолформапьдегидным свя ющим. Температура формы, С Навеска, г Температура литьевого цилиндра в зоне впрыска, С Давление впрыска, кгс/см Время впрыска, сек Выдержка под давлением, сек Цикл формования, сек Формула, изобретения Способ формования изделий из волокнистых термореактивных композиций-полуфабрикатов, состоящих из однонаправленных воликон, пропитанных термореактивньт связующим, литьем под давлением, о т л и ч а ющ и и с я тем, что, ;с целью повышений точноста дозирова &я, в качестве полуфабриката используют непрерывную ленту постоянного сечения, которую подают в питьевой цилиндр, при этом величину впр тскиваемой дозы полуфабриката регулируют скоростью и временем подачи ленты, а затем отрезают ее от последней литьевым плунжером.