УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к общей области направляющих лопаток для газотурбинных авиадвигателей.
Примерные приложения настоящего изобретения включают в себя в частности направляющие лопатки выходного отверстия (OGV), направляющие лопатки входного отверстия (IGV), а также переменные статорные лопатки (VSV) для авиационного газотурбинного двигателя.
Как правило, каждая направляющая лопатка газотурбинного авиадвигателя представляет собой две платформы (внутреннюю и внешнюю), которые имеют аэродинамический профиль. Такие направляющие лопатки формируют ряды статорных лопаток, которые служат для того, чтобы направлять газовый поток, проходящий через двигатель, таким образом, чтобы он имел подходящие скорость и угол.
Направляющие лопатки обычно делаются из металла, но уже становится обычной практикой делать их из композиционного материала, в частности для того, чтобы уменьшить их вес. К сожалению, способы изготовления направляющих лопаток из металлического материала или из композиционного материала страдают некоторыми недостатками.
В частности для металлических направляющих лопаток набор инструментов, используемый для их изготовления, является дорогим, и его изготовление занимает много времени. В частности, такие направляющие лопатки обычно получаются путем отливки, которая требует двух различных частей формы, а именно постоянной части, которая является дорогой и сложной в изготовлении, и которая требует обработки против износа, и части, сделанной из песка с агломерирующим агентом, которая должна очень часто изготавливаться заново. Кроме того, этот тип направляющей лопатки требует стадии окончательной механической или химической обработки для ее завершения.
Направляющие лопатки из композиционного материала обычно изготавливаются с помощью различных способов, таких как, например, ручное ламинирование/формование, способ литья под давлением путем впрыскивания в заготовку из волокна (известный как литьевое прессование (RTM)), способ инфузии жидкой смолой, способ кроя (также известный как размещение скроенного волокна), термокомпрессионный способ и т.д.
Способы ручного ламинирования/формования являются дорогими, и, кроме того, они не адаптируются к изготовлению направляющих лопаток небольших размеров или лопаток, имеющих сложные форм-факторы. Способы литья под давлением приводят к неправильному позиционированию волокнистой заготовки во время формования или во время уплотнения, и, кроме того, существуют также риски расслаивания между ламинированиями. Кроме того, некоторые из этих способов изготовления требуют приспособления отдельных платформ к аэродинамическому профилю, что приводит к дополнительным затратам на изготовление.
Кроме того, направляющие лопатки, сделанные из композиционного материала, требуют использования металлической фольги на их ребрах атаки для того, чтобы предохранить их от эрозии, износа и воздействия инородных тел. К сожалению, фасонирование и сборка металлической фольги на ребре атаки аэродинамического профиля представляет собой дополнительную операцию, которая является длительной и дорогой.
ПРЕДМЕТ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, существует потребность в направляющих лопатках, которые не имели бы недостатков, связанных с вышеупомянутыми способами изготовления.
В соответствии с настоящим изобретением эта цель достигается с помощью направляющей лопатки для газотурбинного двигателя, содержащей аэродинамический профиль, сделанный из композиционного материала, имеющего уплотненное с помощью матрицы армирование из волокна, получаемое из предварительно пропитанных длинных волокон, агломерированных в форму мата, причем этот аэродинамический профиль снабжается по меньшей мере на ребре атаки усиливающей лентой и по меньшей мере одной платформой, устанавливаемой на радиальном конце аэродинамического профиля, причем эта платформа делается из композиционного материала, имеющего уплотненное с помощью матрицы армирование из волокна, получаемое из предварительно пропитанных длинных волокон.
Направляющая лопатка по настоящему изобретению отличается тем, что она представляет собой гибридную архитектуру, содержащую аэродинамический профиль, сделанный из мата, получаемого путем агломерирования предварительно пропитанных длинных волокон, и имеющую усиливающую ленту на ее ребре атаки. Термин «мат» используется в настоящем документе для обозначения набора прерывистых элементарных волокон или основных волокон, которые опционально могут быть нарезаны, и которые удерживаются вместе в форме листа, мата или обрезка.
В частности мат, сделанный из длинных волокон, например прерывистых волокон, служит для придания направляющей лопатке общей жесткости, а усиливающая лента усиливает прочность локально так, чтобы ограничить изгиб направляющей лопатки и избежать недопустимых колебательных режимов при одновременном ограничении деформации. Структура длинной мата из длинного волокна также служит для создания изотропной структуры с механическими свойствами, которые являются однородными в плоскости лопасти.
Таким образом, такая архитектура дает многочисленные преимущества по сравнению с архитектурой, известной в предшествующем уровне техники, в частности с точки зрения жесткости, стоимости и легкости изготовления. Кроме того, выбор используемых материалов и используемого способа изготовления позволяет этой архитектуре обеспечивать значительную степень модульности в плане топологии направляющей лопатки как функции механических напряжений и позиционирования внутри двигателя.
Усиливающая лента может быть установлена на ребре атаки аэродинамического профиля и может покрывать по меньшей мере часть одной из боковых поверхностей аэродинамического профиля.
Усиливающая лента служит для того, чтобы обеспечить аэродинамический профиль ребром атаки из композиционного материала, которое предназначено для его предохранения от проблем износа, эрозии и воздействия инородных тел. В этой конфигурации, покрывающей по меньшей мере часть одной из боковых поверхностей аэродинамического профиля, усиливающая лента также служит для дополнительного увеличения жесткости аэродинамического профиля, и в особенности в направлении его толщины.
Также в этой конфигурации та боковая поверхность аэродинамического профиля, которая не покрыта усиливающей лентой, с выгодой частично покрывается другой полосой однонаправленной ткани так, чтобы ограничить жесткость и асимметрию сжатия во время изготовления аэродинамического профиля.
Альтернативно усиливающая лента может быть позиционирована на ребре атаки аэродинамического профиля, и может покрывать обе боковые поверхности аэродинамического профиля, по меньшей мере частично. В этой конфигурации усиливающая лента таким образом служит для значительного увеличения жесткости аэродинамического профиля.
Таким образом, используя ту же самую архитектуру для направляющей лопатки, и просто модифицируя ширину усиливающей ленты, возможно обеспечить направляющие лопатки различных категорий, а именно направляющую лопатку, которая подвергается чисто аэродинамическому напряжению, направляющую лопатку, которая не является структурной, а также направляющую лопатку, которая является полуструктурной, обеспечивая также защиту ребра атаки ее аэродинамического профиля.
Предпочтительно усиливающая лента устанавливается на аэродинамический профиль и по меньшей мере на одно соединение между аэродинамическим профилем и платформой.
Направляющая лопатка может дополнительно включать в себя слой вязкоупругого материала, который вставляется между аэродинамическим профилем и усиливающей лентой, или который располагается внутри усиливающей ленты. Присутствие такого вязкоупругого слоя (или заплаты) служит для того, чтобы реагировать на вибрационные, акустические или демпферные проблемы в направляющей лопатке.
Усиливающая лента делается из одной полосы однонаправленной ткани или текстиля, или путем укладывания в стопку множества предварительно пропитанных слоев однонаправленной ткани или текстиля, сделанных из углеродных волокон (таких типов, которые квалифицируются следующим образом: M - стандарт, IM - промежуточный модуль жесткости, HR - высокая прочность, HM - высокий модуль жесткости), или сделанных из стекловолокна. В частности, ширина усиливающей ленты и тип используемого углеродного волокна являются функцией сил, воздействию которых подвергается направляющая лопатка. Предварительно пропитанная ткань может таким образом использоваться с переплетением и/или последовательностью слоев, которые предопределяются как функция жесткости, требуемой от аэродинамического профиля. В частности, при текстильном упрочнении предпочтительная ориентация может изменяться так, чтобы облегчить выполнение упрочнения всего аэродинамического профиля. Что касается варианта осуществления, представляющего стекловолокно, упомянутое тканевое или текстильное упрочнение, сделанное из стекловолокна, может немного увеличить жесткость и может также обеспечить защиту против износа и/или эрозии, защищая тем самым лопатку.
Маты, составляющие волокнистое армирование аэродинамического профиля и платформы, предпочтительно делаются из обрезков углеродного волокна. Размер этих обрезков (то есть их длина и ширина) и тип используемого углеродного волокна зависит от напряжений, воздействию которых подвергается аэродинамический профиль.
Настоящее изобретение также предлагает газотурбинный двигатель, включающий в себя по меньшей мере одну направляющую лопатку, определенную выше.
Настоящее изобретение также предлагает способ изготовления определенной выше направляющей лопатки, содержащий последовательно: позиционирование усиливающей ленты и предварительно пропитанных длинных волокон, которые агломерированы в маты, в полостях набора прессовых инструментов для того, чтобы сделать арматуру из волокна для аэродинамического профиля и платформы; закрытие набора прессовых инструментов; сжатие матов и усиливающей полосы с одновременным регулированием температуры и давления в прессовых инструментах для того, чтобы преобразовать используемый композит; открытие набора прессовых инструментов; и извлечение из формы полученной направляющей лопатки.
В одной альтернативе способ изготовления определенной выше направляющей лопатки содержит последовательно: позиционирование усиливающей ленты и предварительно пропитанных длинных волокон, которые агломерированы в маты, в полостях набора прессовых инструментов для того, чтобы сделать арматуру из волокна для аэродинамического профиля; закрытие набора прессовых инструментов; сжатие матов и усиливающей полосы с одновременным регулированием температуры и давления в прессовых инструментах для того, чтобы преобразовать используемый композит; открытие набора прессовых инструментов; и извлечение из формы полученной направляющей лопатки; и многослойное литье ранее подготовленной платформы на аэродинамический профиль с помощью литья смолы под давлением.
В другой альтернативе способ изготовления определенной выше направляющей лопатки содержит последовательно: позиционирование усиливающей ленты и предварительно пропитанных длинных волокон, которые агломерированы в маты, в полостях набора прессовых инструментов для того, чтобы сделать арматуру из волокна для аэродинамического профиля; закрытие набора прессовых инструментов; сжатие матов и усиливающей полосы с одновременным регулированием температуры и давления в прессовых инструментах для того, чтобы преобразовать используемый композит; открытие набора прессовых инструментов; и извлечение из формы полученной направляющей лопатки; и клейкое связывание ранее подготовленной платформы с аэродинамическим профилем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие характеристики и преимущества настоящего изобретения станут ясны из следующего описания, сделанного со ссылками на сопутствующие чертежи, которые показывают варианты осуществления, не имеющие ограничительного характера. На этих чертежах:
- Фиг. 1 представляет собой вид в перспективе направляющей лопатки по настоящему изобретению;
- Фиг. 2A и Фиг. 2B представляют собой виды направляющей лопатки, изображенной на Фиг. 1, соответственно в поперечном сечении и в продольном сечении; и
- Фиг. 3-6 представляют собой поперечные сечения направляющих лопаток в различных вариантах осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к изготовлению направляющих лопаток для газотурбинного авиадвигателя, причем каждая лопатка имеет ребро атаки.
Неограничивающие примеры таких направляющих лопаток включают в себя, в частности, направляющие лопатки выходного отверстия (OGV), направляющие лопатки входного отверстия (IGV), а также переменные статорные лопатки (VSV) и т.д.
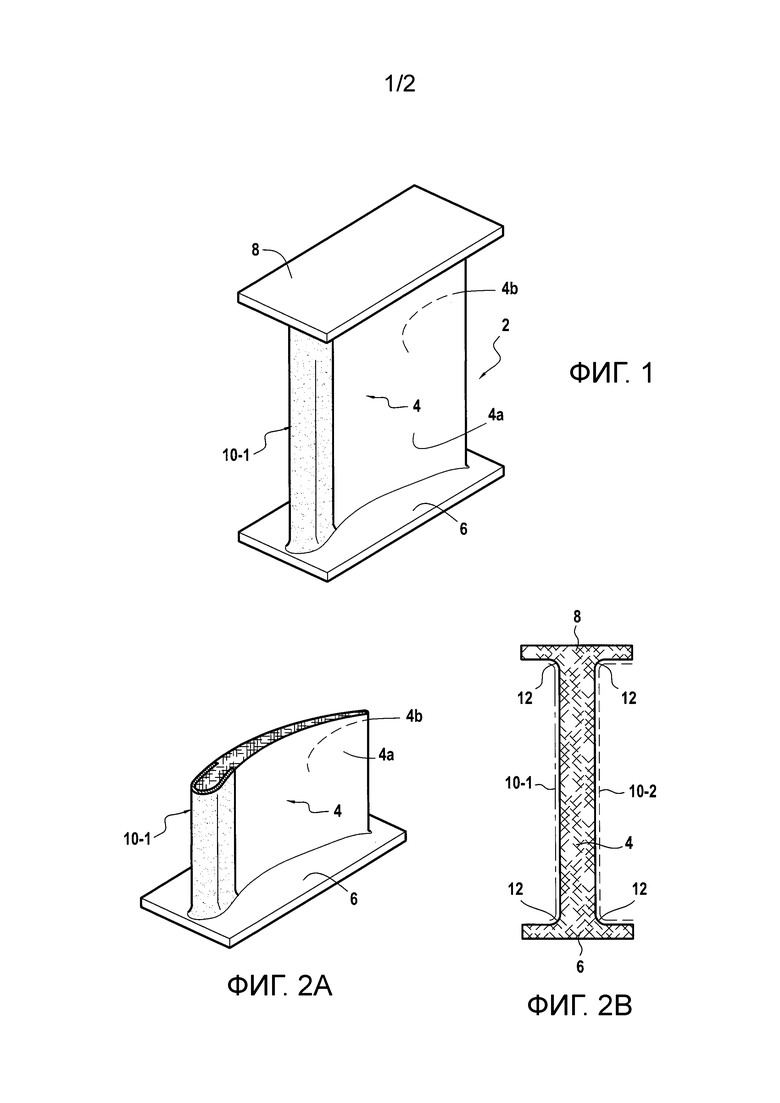
Фиг. 1 представляет собой схематический вид в перспективе, показывающий один пример такой направляющей лопатки 2.
Как известно, направляющая лопатка 2 содержит аэродинамический профиль 4, имеющий поверхность 4a со стороны повышенного давления и поверхность 4b со стороны пониженного давления, внутреннюю платформу 6, которая собирается на радиально внутреннем конце аэродинамического профиля, и внешнюю платформу 8, которая собирается на радиально внешнем конце аэродинамического профиля.
В соответствии с настоящим изобретением аэродинамический профиль 4 делается из композиционного материала, имеющего уплотненное с помощью матрицы армирование из волокна, получаемое из предварительно пропитанных длинных волокон, например прерывистых волокон, которые агломерируются в форме мата. Изготовление такого аэродинамического профиля описывается ниже.
Тем же самым образом внутренняя и внешняя платформы 6 и 8 делаются из композиционного материала с армированием волокном, аналогичным образом получаемым из предварительно пропитанных длинных волокон, например прерывистых волокон, которые агломерируются в форме мата.
Кроме того, в соответствии с настоящим изобретением, и как показано на Фиг. 2A и Фиг. 2B, ребро атаки аэродинамического профиля 4 формируется с помощью усиливающей ленты 10-1, сделанной из однонаправленной ткани (UD) или из предварительно пропитанного текстиля, причем эта усиливающая лента устанавливается на аэродинамическом профиле на его ребре атаки и по меньшей мере на соединениях 12 между аэродинамическим профилем и внутренней и внешней платформами 6 и 8. Эта усиливающая лента опционально может не покрывать эти соединения.
В левой части Фиг. 2B усиливающая лента 10-1 проходит только по соединениям 12 между аэродинамическим профилем и внутренней и внешней платформами 6 и 8. Альтернативно, как показано в правой части Фиг. 2B, усиливающая лента 10-2 может проходить не только по соединениям, но также и по платформам 6 и 8.
Кроме того, в другом варианте осуществления, который не показан на чертежах, усиливающая лента может быть залитой непосредственно в толщину платформ 6 и 8. Эта методика служит для того, чтобы избежать какого-либо расслаивания между усиливающей лентой и матом, составляющим платформы, во время сверления и вращения платформ с целью прикрепления их к корпусу.
Кроме того, как показано на Фиг. 2A, усиливающая лента 10-1 может обеспечивать так называемое «простое» позиционирование, когда она позиционируется только на ребре атаки аэродинамического профиля 4.
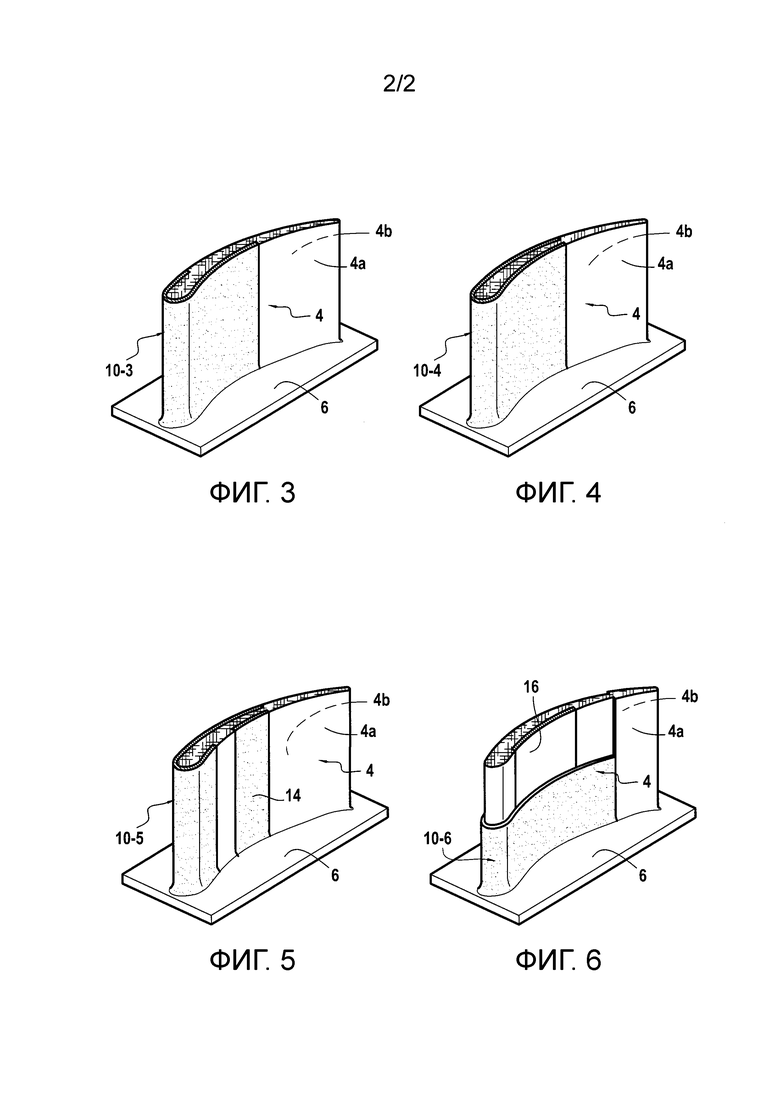
В одном варианте, показанном на Фиг. 3, усиливающая лента 10-3 позиционируется асимметрично, покрывая не только ребро атаки аэродинамического профиля, но также и часть одной из боковых поверхностей аэродинамического профиля (в частности, в данном примере поверхность 4a со стороны повышенного давления). Эта конфигурация позволяет увеличить жесткость аэродинамического профиля, улучшая тем самым его способность выдерживать напряжения и улучшая его защиту против эрозии.
В другом варианте, который показан на Фиг. 4, усиливающая лента 10-4 позиционируется симметрично, покрывая не только ребро атаки аэродинамического профиля 4, но также и части обеих боковых поверхностей аэродинамического профиля (а именно, поверхность 4a со стороны повышенного давления и поверхность 4b со стороны пониженного давления). По сравнению с предыдущим вариантом эта конфигурация служит для того, чтобы дополнительно увеличить жесткость аэродинамического профиля и избежать деформации после изготовления.
Следует заметить, что чем больше покрытие боковых поверхностей аэродинамического профиля усиливающей лентой, тем большая жесткость придается аэродинамическому профилю.
Также следует заметить, что форма усиливающей ленты не обязательно является прямоугольной: например, она может иметь форму волны для того, чтобы реагировать на проблемы деформации вдоль задней кромки на общей частоте.
В еще одном варианте, который показан на Фиг. 5, усиливающая лента 10-5 позиционируется асимметрично, покрывая ребро атаки и часть поверхности 4b со стороны пониженного давления аэродинамического профиля 4. Кроме того, та боковая поверхность аэродинамического профиля, которая не покрывается усиливающей лентой (в частности, поверхность 4a со стороны повышенного давления) покрывается частично другой лентой 14, аналогичным образом сделанной из однонаправленной ткани или из предварительно пропитанного текстиля.
Присутствие этой дополнительной ленты 14 служит для того, чтобы ограничить асимметрию жесткости и/или сжатия/деформация во время производства аэродинамического профиля. В частности, ширина ленты 14 является функцией величины деформации, которой аэродинамический профиль подвергается во время его производства.
В еще одном варианте, показанном на Фиг. 6, направляющая лопатка 2 также имеет слой вязкоупругого материала 16, который располагается между аэродинамическим профилем 4 и усиливающей лентой 10-6. Этот слой (или заплата) 16 в примере, показанном на Фиг. 6, позиционируется на поверхности 4a со стороны повышенного давления аэродинамического профиля и покрывается усиливающей лентой 10-6, которая может позиционироваться симметрично так, чтобы она покрывала части поверхности как стороны повышенного давления, так и стороны пониженного давления аэродинамического профиля.
Присутствие этого слоя вязкоупругого материала 16 таким образом служит для того, чтобы реагировать на колебательные, акустические, или демпферные проблемы, с которыми сталкивается направляющая лопатка. В частности, этот слой служит для того, чтобы поглощать энергию и частоты, а также ослаблять колебательные режимы, ограничивая тем самым вибрацию и деформацию, которым направляющая лопатка подвергается при работе.
Слой вязкоупругого материала 16 может быть вставлен между аэродинамическим профилем и усиливающей лентой. Альтернативно он может располагаться внутри усиливающей ленты, то есть он может быть добавлен между двумя последовательными слоями, составляющими усиливающую ленту.
В качестве примера, используемый вязкоупругий материал может представлять собой эластомер, резину и т.д.
Далее приведено описание различных способов изготовления направляющей лопатки в соответствии с настоящим изобретением.
Первым способом изготовления является так называемый «термокомпрессионный» способ. Он позволяет изготавливать направляющую лопатку по настоящему изобретению в виде единой детали.
Этот термокомпрессионный способ изготовления требует набора прессовых инструментов, состоящего из оболочки, имеющей углубления (или полости), сформированные внутри нее для изготавливаемой направляющей лопатки, и возможно снабженного системой извлечения для извлечения изготовленной детали. Эти углубления являются терморегулируемыми таким образом, чтобы довести инжектированную смолу до ее температуры плавления и таким образом «преобразовать» мат.
Первая стадия этого способа состоит в создании волокнистого армирования, которое должно составить аэродинамический профиль и платформы направляющей лопатки. С этой целью предварительно пропитанные «обрезки» вырезаются из ленты однонаправленной или текстильной ткани, обычно сделанной из углеродных волокон, причем размеры (длина и ширина) и тип углеродных волокон, используемых для обрезков, являются функцией желаемого уровня жесткости направляющей лопатки. Например, эти обрезки могут иметь ширину, находящуюся в диапазоне от 4 миллиметров (мм) до 15 мм, и ширину, находящуюся в диапазоне от 4 мм до 150 мм, или на самом деле 2 мм в ширину и/или в длину.
Длинные волокна могут быть непрерывными или прерывистыми до преобразования в зависимости от выбранного способа введения полимера. Прерывистые волокна имеют длину, находящуюся по существу в диапазоне от 2 мм до 100 мм в зависимости от размера гранул, составляющих смолу.
Волокна часто являются прерывистыми, или они могут быть непрерывными в зависимости от топологии детали, объемного содержания волокна, присутствующего в смоле, используемого способа, параметров процесса преобразования, реологических явлений и/или явлений взаимодействия между волокнами. Волокна сохраняют свою начальную длину, либо они разрушаются во время динамической стадии, соответствующей заполнению, так, чтобы они имели конечное распределение длины волокон, находящееся по существу в диапазоне от 0,1 мм до 100 мм.
Эти обрезки углеродного волокна затем агломерируются так, чтобы сформировать мат. Это решение позволяет легко манипулировать обрезками перед тем, как позиционировать их в наборе прессовых инструментов. Также возможно просто создать массу обрезков (которые затем позиционируются, пропитываются смолой и вставляются в набор прессовых инструментов).
Накладывание и позиционирование обрезков внутри мата являются случайными, но там, где это возможно, с рисунком, который может быть повторен для воспроизводимости направляющих лопаток. Предпочтительно мат представляет собой структуру, которая является изотропной для того, чтобы получить механические свойства, которые являются однородными в плоскости. Форма мата зависит от сложности изготавливаемой направляющей лопатки (размера, толщины, изменения формы и т.д.).
Следует отметить, что армирование волокном для изготовления платформ направляющей лопатки может быть сделано с использованием того же самого мата, который используется для изготовления аэродинамического профиля. Альтернативно платформы могут быть сделаны из мата, в котором соотношение сторон (длина/ширина обрезков углеродного волокна) является более малым, чем для аэродинамического профиля. На самом деле, платформы в меньшей степени подвергаются напряжению, чем аэродинамический профиль.
Также следует отметить, что мат может быть предварительно полимеризован, обычно вплоть до 20% - 50%, перед его позиционированием в полости набора прессовых инструментов, причем такая предварительная полимеризация позволяет сохранять смолу для обеспечения когезии между обрезками и усиливающей лентой. Это приводит к так называемому эффекту «вымывания», соответствующему миграции смолы вокруг арматуры. В качестве примера, для случая эпоксидной смолы мат может быть предварительно полимеризован до 30%.
Параллельно стадии создания таких матов термокомпрессионный способ изготовления включает в себя создание усиливающей ленты. Это делается с помощью одиночной ленты однонаправленной ткани или текстиля, обычно из углеродных волокон, который режется, например, в форму прямоугольников. Альтернативно усиливающая лента может быть сделана путем укладывания в стопку множества предварительно пропитанных слоев однонаправленной ткани или текстиля, аналогичным образом сделанных из углеродных волокон.
На следующей стадии этого способа усиливающая лента и мат для создания волокнистой арматуры, составляющей аэродинамический профиль и платформы, подготовленные таким образом, устанавливаются в полости набора прессовых инструментов.
Если используются два типа мата, мат для создания волокнистой арматуры аэродинамического профиля позиционируется первым в полости набора прессовых инструментов вместе с усиливающей лентой, а затем уже позиционируется мат для создания платформы. Альтернативно они могут позиционироваться одновременно в одном и том же наборе прессовых инструментов. Также альтернативно они могут позиционироваться одновременно в одном и том же наборе прессовых инструментов для того, чтобы быть подвергнутыми предварительному уплотнению перед тем, как быть позиционированными в конечном наборе прессовых инструментов.
Затем набор прессовых инструментов закрывается. Смола, используемая для предварительно пропитанных обрезков, может быть термореактивной смолой, принадлежащей к семейству эпоксидных смол, бисмалеимидов, полиимидов, полиэфиров, винилэфиров, циановокислых сложных эфиров, фенольных смол и т.д. Альтернативно смола может быть термореактивной смолой одного из следующих типов: полифениленсульфид (PPS), полисульфон (PS), полиэфирсульфон (PES), полиамидоимид (PAI), полиэфиримид (PEI), или на самом деле может принадлежать семейству полиарилэфиркетонов (PAEK): PEK, PEKK, PEEK, PEKKEK и т.д.
Закрытие набора прессовых инструментов приводит к тому, что маты и усиливающая лента, которые были размещены внутри набора прессовых инструментов, сжимаются, позволяя тем самым матам принять форму полостей в наборе прессовых инструментов. Эта стадия сжатия может быть выполнена либо путем закрытия набора прессовых инструментов, либо путем помещения подвижных форм внутрь набора прессовых инструментов.
Вместе со стадией сжатия обеспечивается регулирование температуры набора прессовых инструментов таким образом, чтобы преобразовать и полимеризовать смолу (то есть отверждение термореактивной смолы или охлаждение термопластической смолы).
Более точно, в случае термореактивной смолы предпочтительно прибегать к конкретному первому циклу нагрева до температуры, близкой к температуре плавления смолы, с управляемым поэтапным повышением температуры для формирования матов, с последующим вторым циклом нагрева, который аналогичным образом управляется с целью консолидации/сшивки/полимеризации смолы. Это позволяет матам и усиливающей ленте поместиться в форму и определить их когезионные/адгезионные аспекты.
В случае термопластической смолы этот второй цикл является циклом охлаждения для того, чтобы достичь температуры выемки детали и таким образом гарантировать, что полукристаллические или аморфные полимеры должным образом кристаллизуются/полимеризуются для того, чтобы получить хорошие механические свойства и ограничить остаточные напряжения и деформации после литья.
Температура набора прессовых инструментов может регулироваться с помощью любых известных средств регулирования, например путем использования нагревательных картриджей, путем регулирования с использованием воды или масла, с помощью системы индукционного нагрева и т.д.
В конце этой стадии набор прессовых инструментов открывается, и полученная таким образом направляющая лопатка извлекается (путем использования системы извлечения, или вручную, или автоматически посредством захватывающего устройства).
Второй способ изготовления направляющей лопатки использует вышеописанный термокомпрессионный способ для получения аэродинамического профиля направляющей лопатки (без платформ), с последующей стадией многослойного литья под давлением предварительно подготовленных платформ на аэродинамическом профиле способом впрыскивания смолы под давлением.
Таким образом, способ изготовления аэродинамического профиля с помощью термокомпрессии полностью идентичен описанному выше.
Полученный таким образом аэродинамический профиль из композиционного материала помещается затем в пресс-форму для литья под давлением для того, чтобы выполнить многослойное литье под давлением на аэродинамическом профиле так, чтобы создать платформы с использованием термопластической или термореактивной смолы (которая опционально может быть предварительно заполнена).
В этой связи можно упомянуть французскую патентную заявку № 1357485, зарегистрированную 29 июля 2013 г. (Safran), которая описывает способ сборки металлического ребра атаки путем многослойного литья под давлением на лопатку из композиционного материала. В принципе, этот способ может быть применен к созданию платформ из композиционного материала на аэродинамическом профиле, сделанном из композиционного материала направляющей лопатки по настоящему изобретению, с помощью аналогичной операции многослойного литья под давлением.
Вкратце, способ многослойного литья под давлением обеспечивает динамическую стадию заполнения полости пресс-формы для литья под давлением путем впрыскивания смолы под давлением с последующей стадией переключения, а затем стадию статического уплотнения/выдержки и стадию отверждения или сшивки/вулканизации впрыснутой смолы. После того, как смола затвердела, пресс-форма для литья под давлением открывается, и деталь (аэродинамический профиль вместе с отлитыми на нем платформами) извлекается.
Третий способ изготовления направляющей лопатки применяет вышеописанный термокомпрессионный способ для получения аэродинамического профиля направляющей лопатки, возможно вместе с платформами, известный способ впрыскивания для изготовления платформ (если это необходимо), а затем стадию связывания платформ с аэродинамическим профилем с помощью клейкого вещества. Эта стадия клейкого связывания может быть выполнена с помощью известных способов, таких как ультразвуковое связывание, нанесение клейкого вещества и т.д.
Изобретение относится к направляющей лопатке для газотурбинного двигателя. Техническим результатом является повышение жесткости лопатки и упрощение ее изготовления. Технический результат достигается направляющей лопаткой для газотурбинного двигателя, которая содержит аэродинамический профиль, сделанный из композиционного материала, имеющего уплотненное с помощью матрицы армирование из волокна, состоящее из предварительно пропитанных длинных волокон, агломерированных в форме мата. Причем этот аэродинамический профиль снабжается по меньшей мере на ребре атаки усиливающей лентой, сделанной из одиночной полосы однонаправленной ткани или текстиля или путем укладывания в стопку множества предварительно пропитанных слоев однонаправленной ткани или текстиля, сделанных из углеродных волокон или из стекловолокна. Также лопатка содержит платформу, позиционируемую на радиальном конце аэродинамического профиля, сделанную из композиционного материала, имеющего уплотненное с помощью матрицы армирование из волокна, получаемое из предварительно пропитанных длинных волокон. 5 н. и 7 з.п. ф-лы, 7 ил.
1. Направляющая лопатка (2) для газотурбинного двигателя, содержащая:
аэродинамический профиль (4), сделанный из композиционного материала, имеющего уплотненное с помощью матрицы армирование из волокна, состоящее из предварительно пропитанных длинных волокон, агломерированных в форме мата, причем этот аэродинамический профиль снабжается по меньшей мере на ребре атаки усиливающей лентой (10-1-10-6), сделанной из одиночной полосы однонаправленной ткани или текстиля или путем укладывания в стопку множества предварительно пропитанных слоев однонаправленной ткани или текстиля, сделанных из углеродных волокон или из стекловолокна; и
по меньшей мере одну платформу (6, 8), позиционируемую на радиальном конце аэродинамического профиля, сделанную из композиционного материала, имеющего уплотненное с помощью матрицы армирование из волокна, получаемое из предварительно пропитанных длинных волокон.
2. Направляющая лопатка по п. 1, в которой усиливающая лента (10-3; 10-5) позиционируется на ребре атаки аэродинамического профиля и покрывает по меньшей мере часть одной из боковых поверхностей аэродинамического профиля.
3. Направляющая лопатка по п. 2, в которой боковая поверхность аэродинамического профиля, которая не покрывается усиливающей лентой (10-5), покрывается частично другой лентой (14) из однонаправленной ткани для того, чтобы ограничить жесткость и асимметрию сжатия во время изготовления аэродинамического профиля.
4. Направляющая лопатка по п. 1, в которой усиливающая лента (10-4) позиционируется на ребре атаки аэродинамического профиля и покрывает обе боковые поверхности аэродинамического профиля по меньшей мере частично.
5. Направляющая лопатка п.1, в которой усиливающая лента позиционируется на аэродинамическом профиле и по меньшей мере на одном соединении (12) между аэродинамическим профилем и платформой.
6. Направляющая лопатка по п.1, дополнительно включающая в себя слой вязкоупругого материала (16), который располагается между аэродинамическим профилем и усиливающей лентой или внутри усиливающей ленты.
7. Направляющая лопатка п.1, в которой маты, составляющие армирование из волокна аэродинамического профиля и платформы, делаются из обрезков углеродного волокна.
8. Направляющая лопатка по п.1, в которой армирование из волокна аэродинамического профиля и платформа состоят из предварительно пропитанных длинных прерывистых волокон, получаемых из обрезков углеродного волокна, агломерированных в форме мата.
9. Газовая турбина, включающая в себя по меньшей мере одну направляющую лопатку по п.1.
10. Способ изготовления направляющей лопатки по п.1, содержащий последовательность следующих стадий:
позиционирование усиливающей ленты и предварительно пропитанных длинных волокон, которые агломерированы как маты, в полостях набора прессовых инструментов для того, чтобы эта волокнистая арматура составила аэродинамический профиль и платформу;
закрытие набора прессовых инструментов;
сжатие матов и усиливающей ленты с одновременным регулированием температуры и давления закрытия набора прессовых инструментов для того, чтобы преобразовать используемый композит;
открытие набора прессовых инструментов; и
извлечение полученной направляющей лопатки.
11. Способ изготовления направляющей лопатки по п.1, содержащий последовательность следующих стадий:
позиционирование усиливающей ленты и предварительно пропитанных длинных волокон, которые агломерированы как маты, в полостях набора прессовых инструментов для того, чтобы эта волокнистая арматура составила аэродинамический профиль;
закрытие набора прессовых инструментов;
сжатие матов и усиливающей ленты с одновременным регулированием температуры и давления закрытия набора прессовых инструментов для того, чтобы преобразовать используемый композит;
открытие набора прессовых инструментов;
извлечение полученного аэродинамического профиля; и
многослойное литье под давлением предварительно подготовленной платформы на аэродинамическом профиле с помощью способа впрыскивания смолы под давлением.
12. Способ изготовления направляющей лопатки по п.1, содержащий последовательность следующих стадий:
позиционирование усиливающей ленты и предварительно пропитанных длинных волокон, которые агломерированы как маты, в полостях набора прессовых инструментов для того, чтобы эта волокнистая арматура составила аэродинамический профиль;
закрытие набора прессовых инструментов;
сжатие матов и усиливающей ленты с одновременным регулированием температуры и давления закрытия набора прессовых инструментов для того, чтобы преобразовать используемый композит;
открытие набора прессовых инструментов;
извлечение полученного аэродинамического профиля; и
клеевое связывание предварительно подготовленной платформы с аэродинамическим профилем.
| Устройство многоканального ввода | 1972 |
|
SU496550A1 |
| СОЕДИНЕНИЕ ДЕРЕВЯННЫХ ЭЛЕМЕНТОВ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2353830C1 |
| ЛОПАСТЬ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, В ЧАСТНОСТИ ДЛЯ ХВОСТОВОГО ВИНТА ВЕРТОЛЕТА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2113379C1 |
| 0 |
|
SU339493A1 | |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ЛОПАТКИ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2450922C2 |

