1
Изобретение относится к средствам контроля линейных размеров массовых деталей в машиностроении.
Известны автоматы для контроля и сортировки деталей по линейным размерам, содержащие транспортирующее устройство, измерительную станцию с датчиком, сортировщик, управляемый командами измерительной станции, электронный блок автоподналадки датчика и узел ввода настроечного калибра в измерительную станцию с часовым механизмом.
Для упрощения конструкции в предложенном автомате датчик выполнен в виде многодиапазонного фотоэлектрического пружинноленточного преобразователя, в котором фотоэлемент, соответствующий размеру настроечного калибра, и два фотоэлемента, соседних с ним, соединены со входом электронного блока автоподнастройки, а выход блока подключен к ленточной пружине преобразователя для нагревания ее током, величина которого пропорциональна величине ухода настройки автомата.
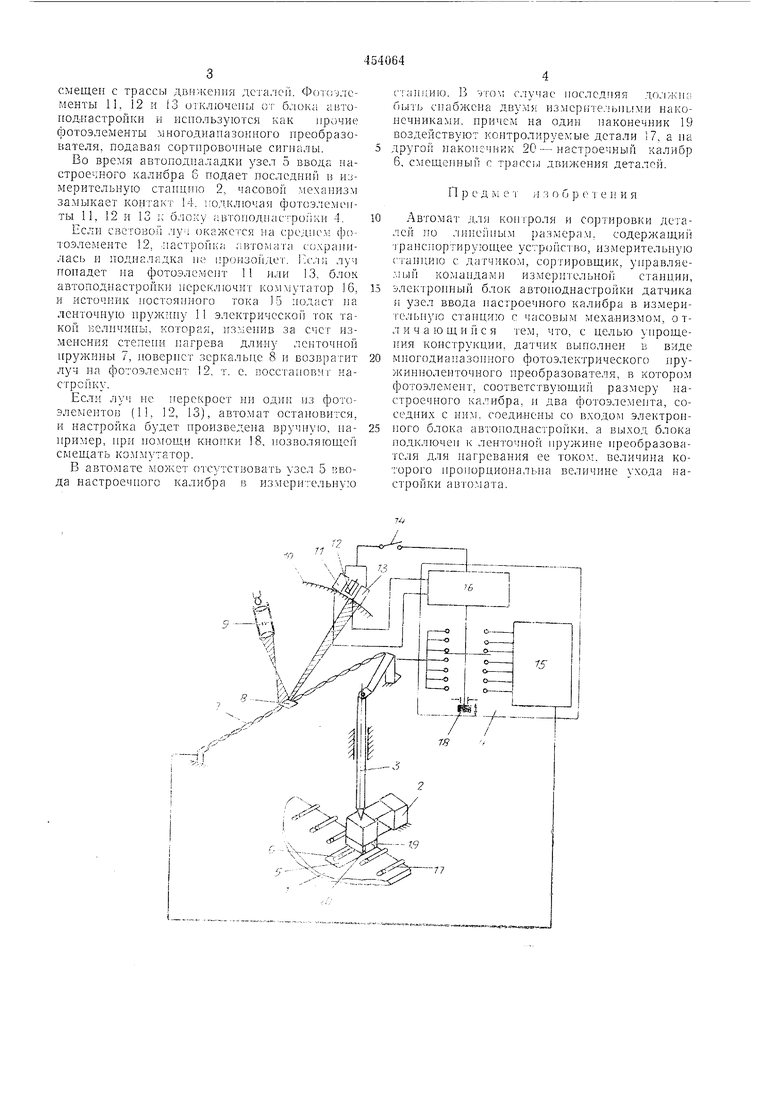
На чертеже изображена схема автомата.
Автомат содержит транспортирующее устройство 1, измерительную станцию 2 с датчиком 3, сортировщик (на чертеже не показан), управляемый командами измерительной станции, электронный блок автоподналадки датчика 4 и узел 5 ввода настроечного калибра
6 в измерительную станцию. Для задания момента в измерительную станцию настроечного калибра 6 служит часовой механизм (на чертеже не показан).
Датчик 3 автомата - многодиапазонный фотоэлектрический преобразователь. Его ленточная пружина 7 несет зеркальце 8, направляющее луч осветителя 9 на блок фотоэлементов 10. В последнем три расположенных подряд фотоэлемента 11, 12 и 13, кроме основной командной функции во время сортировки, служат в качестве индексирующих элементов при автоподналадке. Положение среднего фотоэлемента 12 в блоке 10 соответствует размеру настроечного калибра. Если автомат настроен правильно, световой луч должен падать на этот фотоэлемент, когда в измерительную станцию введен калибр.
Все три фотоэлемента 11, 12 и 13 через контакт 14 часового механизма соединены с электронным блоком автоподнастройки 4. В состав последнего входит источник постоянного тока 15, имеющий коммутатор 16, который позволяет подводить к ленточной пружине 7 ток различной величины.
Автомат работает следующим образом.
Во время сортировки транспортное устройство 1 вводит контролируемые детали 17 в измерительную станцию 2, на работу которой не влияет настроечный калибр б, так как он
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЗУБЧАТЫХ МЕХАНИЗМОВ | 1999 |
|
RU2193752C2 |
| ЭЛЕКТРОННЫЙ ПРЕОБРАЗУЮЩИЙ БЛОК К АВТОМАТАМ ДЛЯ МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 1970 |
|
SU274392A1 |
| Устройство для управления сортировкой изделий | 1987 |
|
SU1532095A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ КОНИЧЕСКИХ РОЛИКОВ С ВЬИ1УКЛОй ПОВЕРХНОСТЬЮ КАЧЕНИЯ | 1969 |
|
SU247517A1 |
| Фотоэлектрическое контрольно-сортировочное устройство | 1979 |
|
SU772614A1 |
| Автомат для многодиапазонной сортировкидЕТАлЕй | 1978 |
|
SU816575A1 |
| Автомат для сортировки плоских деталей по толщине | 1975 |
|
SU573208A1 |
| Автомат для контроля и сортировки колец | 1987 |
|
SU1556768A1 |
| Многопозиционный автомат для контроля и сортировки цилиндрических деталей | 1980 |
|
SU961796A1 |
| ПНЕВМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ДЕТАЛИ | 1971 |
|
SU316929A1 |
