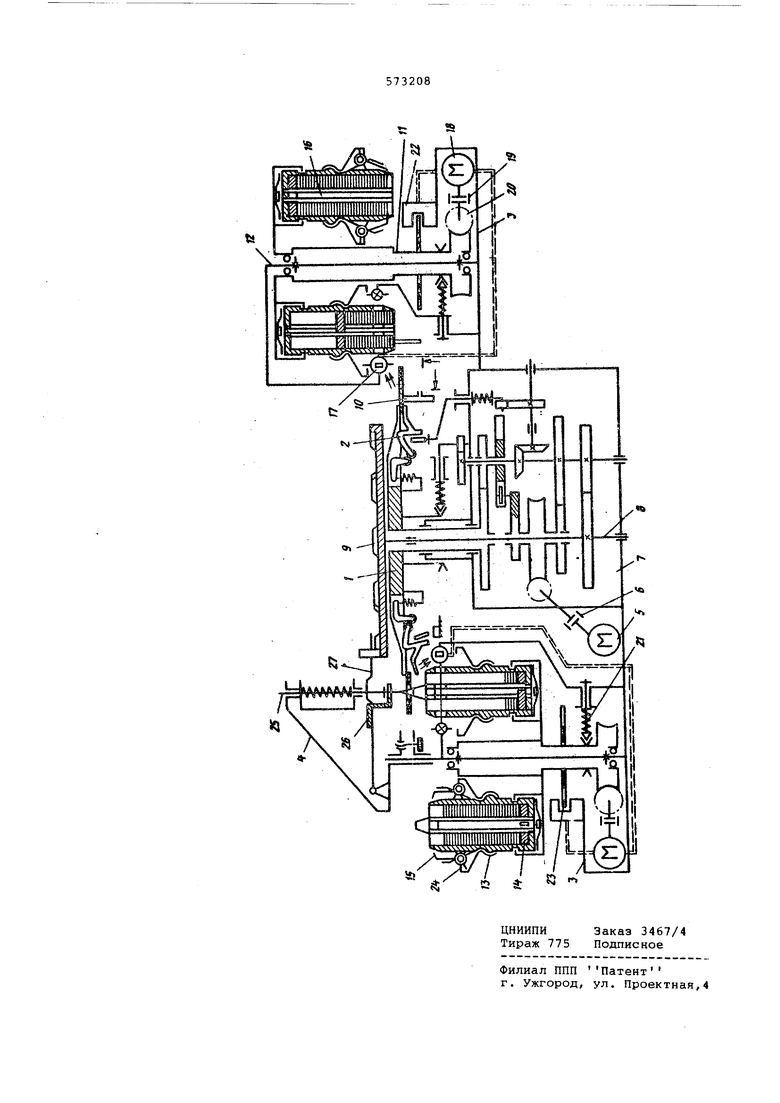
(54) АВТОМАТ ДЛЯ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ ПО ТОЛЩИНЕ стержня и кинематически связан с профильным кулачком поворотно-транспорт ного механизма. На чертеже представлена кинематическая схема автомата с кассетными механизмами, выполненными в виде многопозиционной револьверной головки, несущей на позициях кассеты, одна из которых совпадает с загрузочной или . разгрузочной позициями автомата, а кассета на диаметрально противоположной позиции условно повернута на 90 вокруг своей оси. Автомат для сортировки по толщине плоских деталей содержит; поворотнотранспортный механизм 1 с раскрываюЬ1имися захватами 2, кассетные механизмы 3 на позициях загрузки и разгрузки, уйТ13ойств&; 4 .поштучной фиксации деталей и ряд измерительных и сортировочных позиций (на чертеже rte показаны), Поворотно-транспортный механизм 1 связан с электродвигателем 5 через муфту б и редуктор 7, Редуктор 7 имеет вертикальный вал 8, с которыг-; жест ко связан профильный кулачок 9.Кассет ный механизм 3 на позиции загрузки снабжен вакуумными присосами 10, приводимыми в действие от кулачков редук тора 7 (на черт.не показано) и выполнен в виде многопозиционной револьвер ной головки 11, установленной на вертикальной оси 12. Револьверная головка 11 на каждой позиции несет наполвенную деталям съемную кассету 13 со скользящим грузом 14, управляемыми упорами 15 и центрирующим стержнем 16 Каждая кассета 13 выполнена с ., поочередно вступающим (при смене позиций револьверной головки) в оптичес кую связь с фотоэлектрическим датчиком 17 и установлена открытой стороной вниз к базовой транспортной плоскости поворотно-транспортного механизма так, что скользящий груз 14 создает своим весом усилие; поджатия деталей к управляемым упорам 5 и обес печивает -надежность полной разгрузки, кассеты; 13. Револьверная головка свя зана с двигателем 18 через муфту 19 и червячную пару 20, фиксируетсяфиксатором 21 после отключения электродви гателя 18 щелевым -бесконтактным датчиком 22 при вводе в его щель одного из флажков 23.Кассетный механизм 3 н позиции разгрузки отличается от кассетного механизма на позиции загрузк наличием у каждого центрирующего стер ня 16 конического конца. Кассета 13 здесь установлена открытой стороной вверх к базовой транспортной плоскос ти поворотно-транспортСногО механизма а упоры/ 15 с.помощью гайки 24 развед ны так, что детали свободно укладыва ются в кассету.Устройство поштучной фиксации 4 имеет фиксатор 25, сопряженный на позиции разгрузки автомата с коническим концом центрирующего стержня 16 и кинематически связано с помощью опорной вилки 26 и рычага 27 с профильным кулачком 9. Автомат работает следующим образом. Вакуумные присосцы 10 подают детали из кассеты 13 в раскрытые захваты 2, которые закрываются лрн помощи толкателя от кулачка редуктора. Конструкция захватов 2 самофиксирующаяся в крайних положениях. При помощи пружин захваты закрываются и прижимают детали. В этом положении они транспортируются на измерительные позиции. Поворотно-трансиортный механизм 1 периодически поворачивается за один цикл на одну десятую оборота. Бракованные детали на измерительных позициях сбрасываются в приемные отсеки навалом, а годные детали транспортируются дальше к кассетному механизму на позицию разгрузки годных дет.алей . Здесь в момент выетоя поворотно-транспортного механизма 1 детали фиксируютЬй через отверстие вертикальным движением фиксатора 25 от профильного кулачка 9 до сопряжения с центрирующим стержнем 16, захваты 2 Открываются|# а затем детали двигаются в открытом положении на загрузочную позицию автомата. Предлагаемая последовательность операций, конструктивная форма и кинематическая связь деталей, производящих эти операции, обеспечивают надежный съем деталей, залипших на губках захватов 2, ориента,иЮ; по поверхности центрирующего стержня 16 и упорядоченную укладку их в кассету 13 до перекрытия накопленным столбом лучей от источника света фотоэлектрического датчика 17, т.е. до прекращения оптической связи фотоэлектрического датчика через окно кассеты. В момент прекращения оптической связи происходит замыкание контактов фотоэлектрического датчика 17 в цепи электродвигателя 18 револьверной головки 11, поворот револьверной головки на угол, равный углу между ее позициями, т.е. подача на позицию разгрузки пустой кассеты:, в конце поворота револьверной головки производится выключение электродвигателя 18 бесконтактным щелевым датчиком 22 при вводе в его щел флажка 23 и фиксация револьверной головки. Револьверная головка на загрузочной позиции работает аналогичным образом. Включение привода поворота, т.е. подача на позицию загрузки кассеты с
деталянда здесь происходит при выборе из предыдущей кассеты всех деталей и открытии при этом в ней окна для прохода лучей от источника света фотоэлектрического датчика.
Формула изобретения
1. Автомат для сортировки плоских Деталей по толщине, содержащий поворотно-транспортный механизм с захватами и профильным кулачком, ряд однотипных измерительных станций, механизм выгрузки и механизм загрузки с кассетами, отличающийся тем, что, с целью повышений производительности и надежности кассетирования, он имеет фотоэлектрические датчики, а механизмы загрузки и выгрузки состоят из приводных многопозиционных револьверных головок с установленными
на них съемными кассетами, на которых выполнены окна и закреплены управляемые упоры и центрирующие стержни с коническим концом, а внутри размещены грузы, при этом фотоэлектрические датчики расположены перед окнами съемных кассет и электрически связаны с приводами револьверных головок.
2. Автомат по п, 1, о т л. и ч а ю щ и и с я тем, что механизм разгрузки снабжен устройством поштучной фиксации деталей, фиксатор которого сопряжен с коническим концом1центрирующего стержня и кинематически связан с профильным Кулачкой поворотно-транспортного механизма..
Источники информации, принятые во внимание при экспертизе.
1. Сорочкин В.М. и Богданов Э.О. Автоматизация многодиапазонной сортировки , Ленинград, Машиностроение, 19/3, стр.158, фиг,72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сортировки плоских деталей по толщине | 1980 |
|
SU895556A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| Станок для сборки узлов | 1979 |
|
SU941158A1 |
| Загрузочное устройство | 1991 |
|
SU1815134A1 |
| Автомат для сортировки электродов по толщине | 1977 |
|
SU665956A1 |
| МНОГОПОЗИЦИОННЫЙ МАГАЗИН-НАКОПИТЕЛЬ С ПОШТУЧНОЙ ВЫДАЧЕЙ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ (ИЭТ) | 2001 |
|
RU2199192C1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |